碳酸钙对PVC低发泡板材成型的影响
2014-10-25崔崇
崔 崇
(宁夏大元化工股份有限公司 大连分公司,辽宁 大连116000)
0 前言
PVC低发泡板材是新型的人造材料,具有防腐、阻燃、质轻、保温、隔音等优点,是木材、铝材、复合板材等理想替代品。它是以PVC为主要原料,添加适量发泡剂、稳定剂、加工助剂、填充剂等辅助原料,经过混合后,以结皮发泡方式挤出成型。碳酸钙是PVC低发泡板加工中最常用的填充剂。其使用大多是,使PVC制品增量,降低生产成本。但是更重要的是,加入适量碳酸钙可起成核剂的作用。目前在PVC低发泡板生产加工中使用的碳酸钙主要有两种:一种是由天然石灰石经机械粉碎成不同细度的碳酸钙。这种碳酸钙称为重质碳酸钙。其品质由天然石灰石的品位和细度决定的。合理使用重质碳酸钙可提高PVC制品的耐热性、刚性、尺寸稳定性及加工性等。另一种是挑选品位高的石灰石经煅烧分解成氧化钙,与水反应生成氢氧化钙,再通入二氧化碳形成碳酸钙沉淀。这种碳酸钙称为轻质碳酸钙。轻质碳酸钙的粒径较重质碳酸钙的小,纯度高,含无机杂质少。国内轻质碳酸钙的加工技术较为成熟,因此较多采用轻质碳酸钙。作者着重探讨碳酸钙在PVC低发泡板的挤出加工中,对发泡效果、加工性能及发泡板材料性能等的影响。
1 碳酸钙对发泡效果及加工性能的影响
1.1 碳酸钙品种对发泡效果及加工性能的影响
分别选取国产轻质CaCO3和重质CaCO3进行PVC板材挤出试验。PVC、复合铅盐稳定剂、复合发泡剂、加工助剂和CaCO3的质量比为100∶4.65∶1.8∶5.3∶5.0。试验的两个配方中除碳酸钙的种类不同外,其余成分及添加量均相同;试验设备、模具和工艺也相同。CaCO3的平均粒径均为2μm,并经硬脂酸包覆处理。
试验结果表明:使用轻质CaCO3挤出板材时,泡孔更均匀、细密,如图1所示。这是因为在同样用量下,填充轻质CaCO3的板材表面划伤性和折弯白化比填充重质CaCO3的小。轻质CaCO3的最大特点是具有补强作用,可以提高发泡质量,使发泡板材表面光滑,结皮及色泽均匀,还可以提高板材的冲击强度。而使用国产重质CaCO3挤出时,板材泡孔不均匀,表面结皮不均匀,有的部位表面光滑,结皮好,硬度正常;有的部位颜色浅,表面破孔较多,结皮不好,硬度较低。
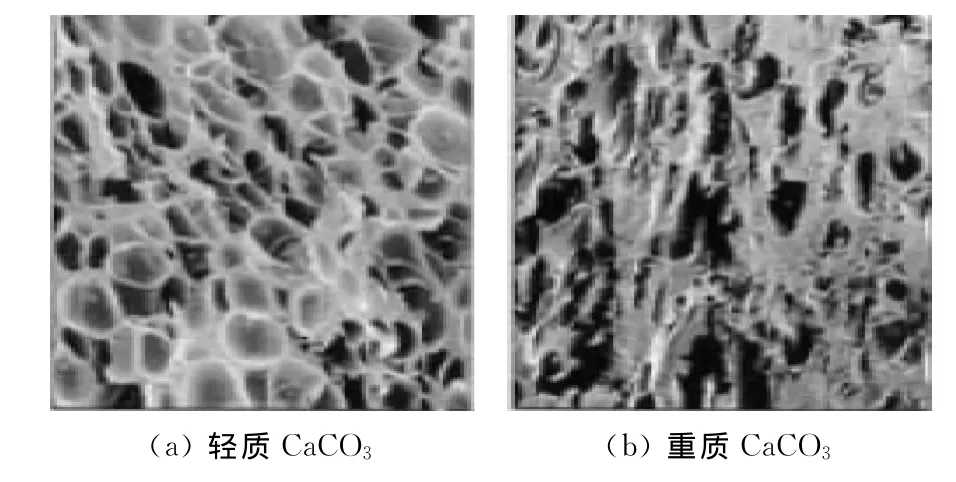
图1 轻质CaCO3和重质CaCO3对泡孔的影响
使用轻质CaCO3的PVC塑化时间明显较短,如图2所示。这是因为经过包覆处理的轻质碳酸钙具有加工助剂的作用,能够促进塑化,降低塑化时间;而重质CaCO3却有延迟塑化的作用,对加工产生了较大的影响。

图2 CaCO3对物料塑化的影响
1.2 碳酸钙的粒径对发泡效果的影响
选取不同粒径的国产轻质CaCO3,其平均粒径分别为0.3,1.3,1.7,3.4μm,分别在螺杆转速为30,45,60r/min条件下进行挤出试验,结果如图3所示。由图3可见:CaCO3的粒径在1~2μm时,产品的发泡倍率较大。这是由于其粒径越大,颗粒数量越少,分散在熔体中的“热点”(成核点)也越少[1],并且气体也不容易以其为中心形成气泡核。而当CaCO3的粒径太小时,容易聚集在一起形成粗的颗粒,从而影响其分散性,造成气泡核减少。解挺等[2]研究表明:当发泡剂的用量一定时,成核剂的浓度增加10倍,气泡的数量将增加4倍,每个气泡的体积下降到原来的1/50。
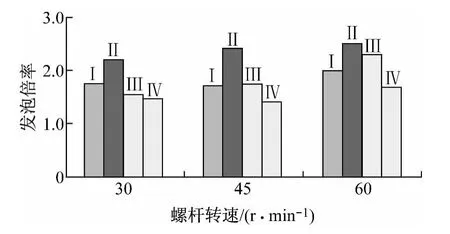
图3 CaCO3的粒径与发泡倍率的关系
1.3 碳酸钙与PVC的质量比对发泡效果及加工性能的影响
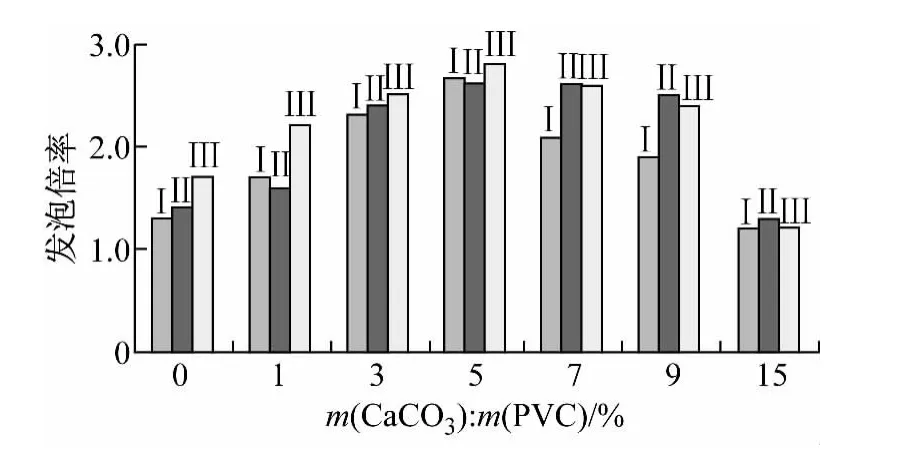
图4 m(CaCO3)∶m(PVC)与发泡倍率的关系
1.3.1 碳酸钙与PVC的质量比对发泡效果影响
在相同试验条件下,采用相同粒径的CaCO3,CaCO3与PVC的质量比对发泡效果的影响,如图4所示。由图4可见:当CaCO3与PVC的质量比为5%时,发泡倍率最大。当CaCO3的量不足或过多时,制品的发泡倍率都会减小。当CaCO3的量不足时,在熔体内没有足够的成核“热点”[1],从而不能形成更多的气泡,使得产品的发泡倍率偏低;而当CaCO3的量太多时,由于熔体强度降低,虽然能形成更多气泡核,但熔体压力下降时,熔体中的气泡扩展时容易产生破泡,从而降低了气体的有效利用率,使产品的发泡倍率降低。
1.3.2 碳酸钙与PVC的质量比对加工性能影响
PVC、复合铅盐稳定剂、复合发泡剂和加工助剂的质量比仍为100∶4.65∶1.8∶5.3。改变碳酸钙与PVC的质量比分别为0∶100,3∶100,6∶100,10∶100和15∶100进行试验。为叙述方便起见,分别用 CaCO3(0%),CaCO3(3%),CaCO3(6%),CaCO3(10%),CaCO3(15%)表 示。其 中CaCO3为硬脂酸包覆轻质CaCO3,平均粒径为2 μm。使用转矩流变仪分析CaCO3与PVC的质量比对加工性能的影响,如图5所示。流变试验条件:160℃,螺杆转速35r/min,加入量60g,流变试验结果,如表1所示。

图5 CaCO3与PVC的质量比对加工性能的影响
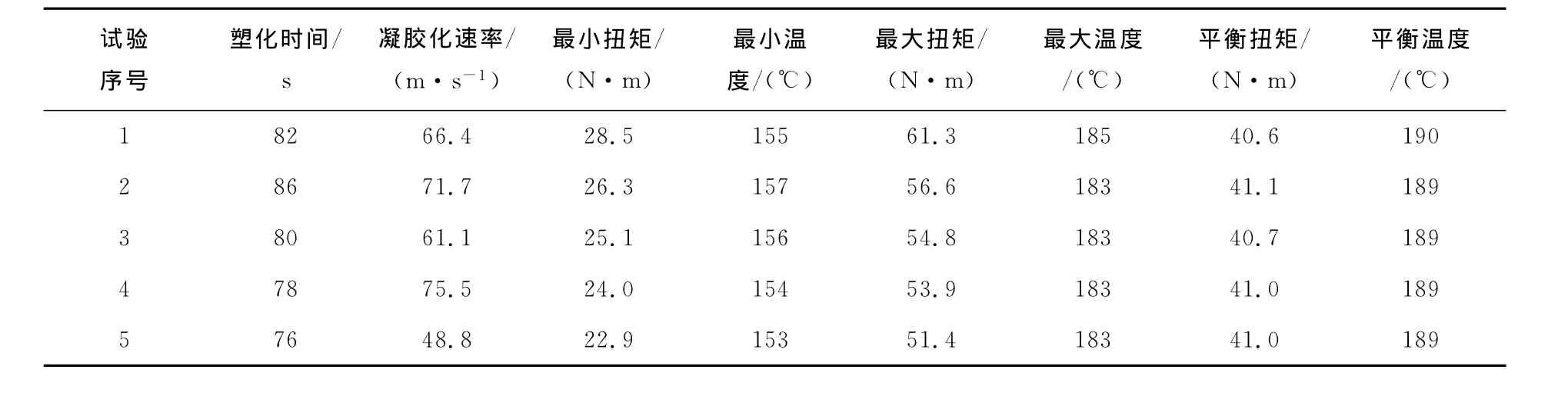
表1 流变试验数据
由图5可见:每条转矩曲线都出现两个峰值:子激发第一个峰为原料的塑化峰(塑化的最大转矩);第二个峰为发泡剂分解的发泡峰(发泡剂分解产生的最大转矩)。随着CaCO3与PVC的质量比增大,最低转矩、塑化转矩峰及发泡转矩峰均呈下降趋势,但平衡转矩却基本相同。这是由于CaCO3用硬脂酸包覆处理,其粒径仅2μm,比PVC的粒径小很多,无机CaCO3和有机PVC之间相容性很差。当物料均处于固态时,CaCO3有类似外润滑的作用,能使PVC大颗粒之间易于滑动,扭矩变小。一般来说,CaCO3会使物料塑化延迟。配方中加入较多加工助剂ACR,能增加物料的黏流性,提高熔体强度,又能加快物料塑化速率。ACR加入量愈多,促进塑化的作用愈强,抵消了CaCO3对塑化的影响,物料很快达到塑化阶段。随着物料塑化作用增强及物料的温度升高,发泡剂迅速分解,熔体的黏度再次增大。随着发泡剂完全分解及物料混合均匀,挤出趋于稳定,扭矩趋于平衡[3]。
2 碳酸钙对PVC板材料性能的影响
图6,7,8分别为微米级、纳米级的CaCO3对PVC板材的拉伸强度、断裂伸长率及缺口冲击强度的影响曲线。由图6,7可见:随着CaCO3与PVC的质量比增加,纳米级的CaCO3与PVC的质量比为10%时,体系的拉伸强度达到最大值;微米级的CaCO3与PVC的质量比为20%时,体系的拉伸强度达到最大值。纳米级的CaCO3与PVC的质量比为10%时,断裂伸长率出现一个峰值,而微米级的CaCO3的,则未出现这种现象。纳米级的CaCO3与PVC的质量比为5%时,体系的冲击强度达最大值;而微米级的CaCO3与PVC的质量比为15%时,体系的冲击强度出现最大值,但变化幅度较平缓。因此,纳米级的CaCO3的增韧效果明显优于微米级的CaCO3。

图6 微米级、纳米级的CaCO3对PVC板材拉伸强度的影响
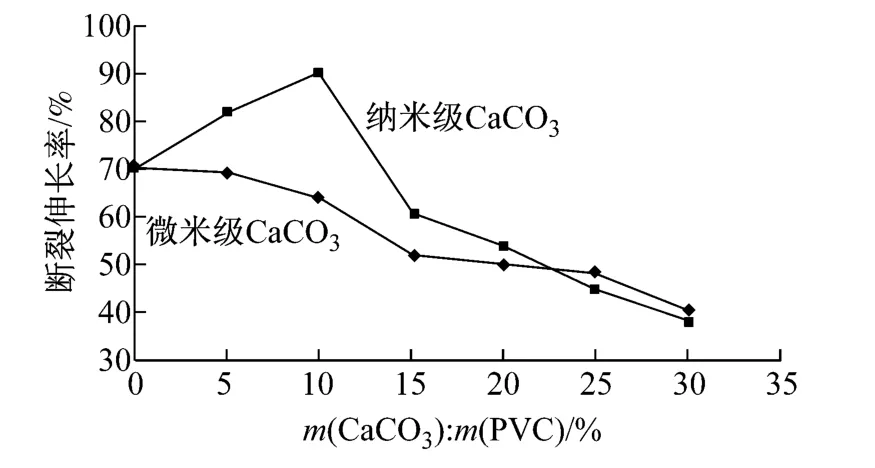
图7 微米级、纳米级的CaCO3对PVC板材断裂伸长率的影响
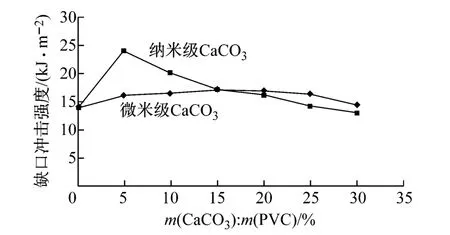
图8 微米级、纳米级的CaCO3对PVC板材缺口冲击强度的影响
对于超细CaCO3,填料的粒径并非越小越好。因为粒径越小,微粒间越容易团聚,很难分散均匀,加入后反而使材料的性能更差。有学者研究了1.8,0.1及0.01μm 的三种轻质 CaCO3对硬质PVC的增韧作用。结果表明:在其他条件相同情况下,0.01μm的CaCO3填充体系的综合性能较差。实验结果发现:0.01μm的 CaCO3对硬质PVC仍具有较好的增韧作用;而其冲击强度低的原因是,由于0.01μm的CaCO3未进行特殊处理,加工时未能均匀分散。因此,纳米级微粒的分散对材料性能的影响超过纳米微粒用量的影响程度。这是由于纳米微粒的比表面积和比表面能极大,极易发生团聚,失去纳米微粒的特殊性能。因此,对超细微粒CaCO3的表面必须包覆处理或化学改性,减弱其团聚力,从而利于分散[4]。
3 结论
碳酸钙在PVC低发泡板配方中除了可作为填料降低成本,还能起发泡成核剂的作用。其粒径及添加量都对发泡产生极大的影响。碳酸钙的粒径一般均在2μm以下。PVC低发泡板加工时,它们能均匀分散到熔体中形成热点。这些热点可以降低局部区域的黏度和表面张力[1],从而在发泡剂分解时容易吸附气体形成气泡核,增强发泡效果,改善泡孔质量,提高发泡制品的强度。但碳酸钙加入量不宜过多,其质量与PVC的质量比为3%~7%。否则,泡孔不规整,对材料的密度和冲击强度产生影响。
[1] 张玉龙,李长德.泡沫塑料入门[M].杭州:浙江科学技术出版社,2000.
[2] 解挺,尹延国,朱元吉,等.PVC发泡挤出的影响因素[J].现代塑料加工应用,1998,10(6):46-49.
[3] 黄勇.碳酸钙对硬质PVC低发泡产品的影响[J].塑料科技,2006,34(2):44-47.
[4] 王贵斌.硬质聚氯乙烯制品及工艺[M].北京:化学工业出版社,2008.
