基于棒材自动打捆机的改造及维护实践
2014-10-21可明辉
摘 要:从鄂钢条材总厂棒材线生产及工艺条件出发,对该厂自动打捆机生产过程中出现的打捆不紧易散捆(俗称“三角区”)等问题进行结构改造,对其维护保养及常见故障处理等方面做了简要介绍。
关键词:自动打捆机;改造;维护保养
1.前言
棒材自动打捆机是现代化棒材生产线精整包装区不可缺少的核心设备,它发挥着十分重要的作用,提高劳动生产率,降低工人劳动强度,改善钢材的包装质量,为优质高产创造条件。棒材打捆就是将已经生产好的棒材进行打捆包装,方便储存运输。
鄂钢条材总厂一车间主要生产普通碳素结构钢螺纹和优质碳素结构钢圆钢及部分高合金钢,其生产工艺流程为:上料—加热—粗轧—曲柄切头切尾—中轧—事故碎断—精轧—倍尺—冷床—冷剪剪切—定尺—对齐—计数—打捆收集—入库。其生产属于全连轧生产,对生产后续精整打捆收集能力要求较高。该车间目前年生产能力为75万吨,打捆机为瑞典森德丝机型。
2.该打捆机技术性能指标及存在的主要问题
2.1打捆机技术性能指标
①满足国家标准GB2101规定的钢材打捆的捆重标准,即:一级标准捆重≤2吨,二级标准捆重≤4吨;②适用钢材规格:螺纹钢、圆钢(Φ10~40mm)及部分型钢;③捆径范围:Φ100~Φ400mm;④捆丝拧结角度:630°;⑤捆丝材料及规格:Q195~Q235,规格为Φ5.5~7mm的热轧盘条;⑥单道打捆时间:7~12秒。
2.2打捆机存在的主要问题
目前该打捆机主要存在以下问题:
(1)打捆机的定位系统振动大,定位精度不准。其定位系统采用换向阀控制油缸完成动作,缺点就是打捆机到位时,由于换向阀的突然关闭,引起打捆机的振动;该打捆机在打捆时由水平运动及垂直升降运动组成,在打捆时其定位系统由于振动导致定位不准。
(2)因拧丝系统不完善(普遍存在 “三角区”)而出现的散捆、松捆等现象。其拧丝机构为单体液压缸机构,拧丝动作为原地拧丝动作,存在 “三角区”,导致捆不紧,易散捆。
3.改造措施及改造后的设备简图
3.1针对打捆机的定位系统振动大,定位精度不准问题
改造措施:改进打捆机的结构设计,克服其结构缺陷,将打捆机的垂直升降运动及水平运动改为45度的斜向运动,使打捆机与钢捆之间的位置关系只与斜向运动有关,从而解决打捆机的准确定位问题。
3.2针对拧丝系统普遍存在 “三角区”而出现的散捆、松捆问题
拧丝系统由拧丝机构、蓄抽丝机构组成,改造措施如下:
(1)拧丝机构采用复合液压缸机构,安装在沿斜45°轨道运动的车体上,通过定位系统使拧丝钳与被捆钢材保持恰当的位置关系。拧丝动作为边旋转边前进的螺旋运动,捆结匀称美观,不产生附加应力,彻底消除原地拧丝机型普遍存在的“三角区”。
(2)蓄抽丝机构采用双缸同步拉紧技术,紧实度高,送丝准确。该机构由捆丝入/出口液压锁、活动轮、蓄丝缸、固定轮等组成,该机构设置在整机最上部,采用双缸并联同步推进,活动轮与导杆通过直线轴承联接。
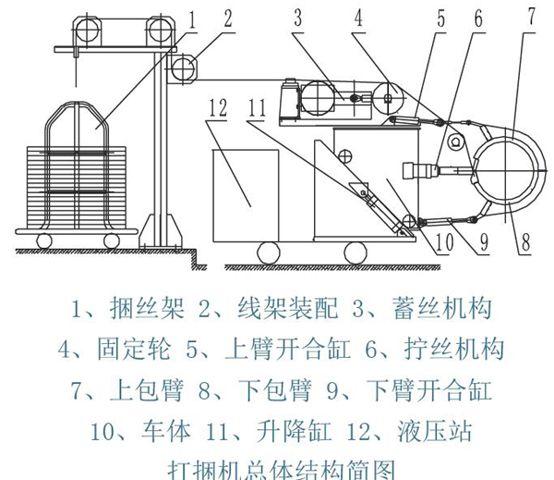
3.3改造后的打捆机总体结构及工作原理
其结构如下图所示,主要由机械、液压、电气控制三大系统组成(其中未示出电控部分):
待捆扎的钢捆在辊道中运送到位后,打捆机顺序执行以下动作:
打捆机装置下降到低位,蓄丝机构马达起动,靠压轮轴承与摩擦盘之间的摩擦力作为动力,使打捆丝依次经过蓄丝机构、导向器、导向切刀的底孔,穿过拧结头一侧的孔进入导丝槽单元,然后由导向切刀的上斜面切入拧结头的另一孔中,上下包臂打开,继续喂丝,使限位开关感光,然后停止喂丝当检测到有钢时,蓄丝机构动作,喂丝轮马达反向转动抽丝,导丝槽中的盖轮组依次打开,捆丝顺次释放,捆紧钢捆,然后夹紧油路电磁阀断电,松开缸动作同时拧结头开始拧结,当捆丝达到预定的拧结角度后,拧结头刀刃将打捆丝切断,助切缸缸杆伸出,将打好的结下弯,拧结头反向旋转复位,这样就完成了一个打捆周期,准备进入下一个周期,这个过程是在各种限位开关、压力开关的控制下完成的。
4.打捆机维护保养要注意的问题
4.1液压系统
(1)油的污染:油品清洁度要达到NAS8级,每三个月化验一次油样,采用滤油机加油。
(2)油温:液压系统油温最高不超过65℃,油温升高解决的方法有,开启冷却器、检查系统压力,调整溢流阀压力和安全阀压力。
(3)油压问题:系统如果无法建立压力,首先检查油泵电机是否反转,其次检查电磁溢流阀是否得电,再次考虑主油泵、溢流阀是否损坏。
4.2打捆系统
(1)捆线剪不断:原因是扭转头或固定剪刃老化、扭转与固定剪刃之间的间隙调整太大、系统的压力低、助切液压缸损坏。解决方法是,更换扭转头与固定剪刃,重新调整钮桩头与固定剪刃之间的间隙,检查系统压力检查助切液压缸及其密封。
(2)扭转头不复位或复位有偏差:原因有助切液压缸里控制扭转头的扭簧损坏、助切液压缸内泄、扭转头转速太快。解決办法是,更换扭簧,更换助切液压缸密封,通过调整减压阀的压力来调整扭转头的转速。
(3)扭转头打不成结:原因一是卡紧缸的问题,二是控制扭头动作的脉冲发生器的问题,三是棒材没有在正确的打捆位置。解决办法是检查卡紧缸的动作及控制该动作的电磁阀、检查系统压力、调整电气信号、调整打捆机的位置使扭转头靠近捆。
(4)捆线收不紧:原因一是系统工作压力低,二是送线导槽的舌板未按控制要求开启。解决方法是调整系统压力、无论捆单道箍还是双道箍都要按控制要求使用舌板。
5.小结
鄂钢公司该打捆机经过改造后,散捆、松捆现象得到彻底解决。
参考文献:
[1]张兰娣,王建军.钢材包装打捆机的研究.河北建筑工程学院简报,2008.9
[2]马纪明,付永领,王亮.S7-200PLC在全自动打捆包装机器人中的应用.《电气自动化》,2004年第26卷第6期
作者简介:可明辉 (1970.8.12-),男,籍贯:湖北省浠水县,学历:在职研究生,职称:工程师,工作单位:武钢集团鄂钢公司条材总厂。
