解决辊子零件硬质阳极氧化尺寸保证难题
2014-10-21赵国华李军超
赵国华 李军超


摘要:辊子零件在试制过程中,出现硬质阳极氧化后φ22M6两个内孔尺寸超差问题。实验发现,氧化温度2°C时辊子零件基于内表面装卡的φ22M6内孔氧化膜厚度,装卡端内孔比另一端内孔的相差6um。通过优化卡具设计解决卡具烧损、实现在线检测及优化工艺规程,顺利解决辊子零件尺寸保证难题。
关键词:硬质阳极氧化;氧化膜;卡具;烧损;工艺规程;尺寸保证
在现代工业生产中,铝及铝合金由于其轻量化特性得到广泛应用。为进一步拓展应用范围,铝及铝合金的阳极氧化表面处理技术不断取得进步。硬质阳极氧化是形成主要用于工程目的的硬(且通常厚)氧化铝膜层的一种电解处理方法。阳极氧化膜通常会导致零件每一表面上尺寸增加膜层厚度的50%。氧化膜的特性是耐磨损、耐腐蚀、抗热(导热系数低)、抗氧化、电绝缘等。阳极氧化是铝合金最重要的表面处理技术,在现代制造业中得到广泛应用,但相关工艺尺寸保证问题报道的不多。
在我公司新產品ZL28纤维滤棒成型机中有一种辊子零件,要求由硬质阳极氧化保证内孔尺寸。
1.存在问题
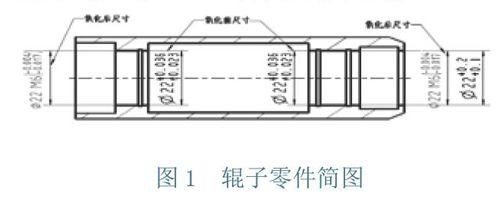
辊子零件,外圆φ33mm,长度86mm,如图1所示。其材质为7075,首批试制12件,结果氧化后有9件φ22M6内孔尺寸不合格。
2.加工工艺及原因分析
2.1 加工工艺
工艺规程为:(1)车成型;(2)硬质阳极氧化。
阳极氧化电解液成分组成为硫酸 195~220g/L、草酸 11~17g/L、丙三醇 1.5~2g/L及余量蒸馏水,阳极电流密度2.5A/dm2,氧化温度2°C±1°C。采用φ5mm铝丝自制卡具在右倒角端实施内表面装卡,具体见图2。
2.2 原因分析
卡具设计不合理:(1)无法实现内孔尺寸的在线检测,不能精确控制尺寸。生产中只能以零件外圆的氧化膜增长去推理内孔尺寸并实施去除卡具后的内孔尺寸检测,而去除卡具后,如零件尺寸不合格,因不能对应原来的装卡导电点和氧化膜的电绝缘特性而不能实施二次接续氧化;(2)卡具烧损。氧化膜具有高电阻,生产中产生的大量焦耳热往往引起铝丝卡具烧损,导致电流分配紊乱,影响氧化膜增长及尺寸控制。卡具烧损情况见图2.
针对不合格零件进行尺寸检测,结合原始尺寸记录发现, 单件2个φ22M6内孔的长膜情况不一致,右倒角端的φ22M6内孔比另一端的φ22M6内孔氧化膜厚度平均小9um。
3.工艺改进及验证
3.1工艺改进
3.1.1改进卡具:(1)将预定检测的内孔空间设置为自由空间,为应用三爪量具实施在线检测提供保证;(2)对电解液液面以下零件内孔之外的卡具局部,用塑料管和胶带实施绝缘处理,解决卡具可靠性问题。改进后的卡具装卡见图3。
3.1.2优化工艺,将内孔的氧化膜增长特性与机加工车削工艺尺寸相匹配。
鉴于原来卡具的烧损对内孔尺寸检测结果可能造成的影响,我们进行了2次试验。结果发现右倒角端的φ22M6内孔比另一端的φ22M6内孔氧化膜厚度平均小6um。所以我们将车削工艺改为:车成型,其中右倒角端?22M6尺寸车至?22(+0.030/+0.017),左端?22M6尺寸车至?22(+0.036/+0.023),保证左右两端?22M6孔工艺尺寸偏差。
3.2验证
依据优化工艺,制作6个试件进行工艺验证。氧化50分钟后对零件进行全部但有区别的内孔尺寸逐一检测,批量合格。
工艺优化后,总计生产2批次32件辊子,质量稳定合格。
4.结论
在现有确定条件下,采用内表面装卡的辊子零件,硬质阳极氧化时两端2个?22M6内孔氧化膜厚度有6um的差异,装卡端较少。为保证硬质阳极氧化工序的尺寸保证能力,制定车削工艺时,内孔尺寸必须与氧化膜增长特性相匹配。
参考文献:
[1]朱祖芳,主编.铝合金阳极氧化与表面处理技术[M].化学工业出版社, 2004, 7.
作者简介:赵国华(1966-),男,河南许昌人,工程师,主要从事真空热处理、表面处理等技术工作。
