拉伸薄膜生产线收卷方式技术改进
2014-10-15李金山
李金山
(北京机械工业自动化研究所,北京 100120)
0 引言
随着新能源汽车产业的不断发展,锂电池需求量也越来越大,薄膜作为锂电池内所必需的一种材料,需求量更是与日俱增;近年来,关于新能源这类国家重点扶持型项目受到各投资商的广泛关注,薄膜生产线更是如雨后春笋般出现在各地,其中以河南最为普遍,2007年至今,几乎成了中国薄膜产业基地。
但是,在这个高速发展的时代,光靠产品产量是不行的,高质量、高成品率,已经成为了每个薄膜生产厂家所共同关注的话题,迫切需要改进的问题。我们本着这个原则与理念,设计、研发出电机直连收卷方式,减少中间环节机械损耗,更好的控制收卷张力,大大提高了薄膜成品合格率。
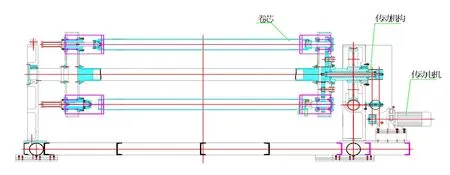
图1 以往收卷方式
1 传统设计结构
图1为以往收卷方式,电机通过传动机构带动卷芯旋转来完成收卷工作。
这种传动方式,机构较复杂。首先,电机带动同步带,通过传动轴组、齿轮,再经过同步带,将动力传递到卷芯,带动卷芯旋转,这样,中间环节造成很大的机械损耗,而且损耗值不可计算,没有特定周期性规律,通过控制程序是没法弥补的;另外,如果客户在使用中,收卷轴安装的不合适,所带来的机械损耗更是不可估计,转动中所需的机械转矩大小不一,造成收卷卷芯在收卷过程中转动不稳定,收卷过程的平稳性较差,收起的膜卷松紧程度就不一致,最终影响薄膜分切,导致成品率大大降低。

图2 改进后收卷方式
2 改进后设计结构
图2为改进后收卷方式,电机直接带动卷芯转动来完成收卷工作。
这种传动方式是通过电机直接带动卷芯转动,去掉了整个传动机构,中间没有同步带、齿轮等再参与传递。这样,机械损耗降低到了最少,整个收卷过程平稳,收卷张力控制稳定,收起的膜卷松紧度程度就均匀,最终产品成品率得到了提高。
[1]尹燕平.双向拉伸塑料薄膜[M].化学工业出版社.
[2]冯树铭.PET薄膜双向拉伸技术及发展方向.聚酯工业.
[3]陈振翼,等.张力控制系统(第1版)[M].北京:纺织工业出版社.
[4]陈伯时.电力拖动自动控制系统(第2版)[M].机械工业出版社.
