基于PLC的一体化压力铸造控制系统
2014-10-14俞子荣陈黎娟
杨 威,俞子荣,陈黎娟
(南昌航空大学信息工程学院,江西 南昌 330063)
0 引言
随着国内外航空、航天、兵器、汽车等众多行业对于大型、复杂、薄壁、精密、优质高强度有色金属铸件需求量的增加,铸造工艺及设备也在不断更新、发展。其中反重力铸造利用外加压力使合金液沿着与重力相反的方向自下而上充型并凝固成形,具有充型平稳、充型速率可控、温度场分布合理、压力下凝固有利于铸件凝固补缩、铸件的力学性能好、组织致密、铸造缺陷少等众多特点,具有广阔的发展前景[1]。按工艺过程的差异,反重力铸造又被划分为低压铸造、差压铸造、调压铸造等,相关技术已在业界得到广泛使用[2]。
然而我国现有铸造系统功能单一,自动化程度低,铸件精度不高,专业化程度低,集约化程度低,不利于集散化控制,极大地限制了我国铸造业的发展。笔者结合实际相关设备,开发出一套可实现低压铸造、调压铸造和差压铸造等多种功能于一体的反重力铸造系统,不仅满足不同类型铸件的反重力成形生产,提高铸造精度,而且大大提升了设备功能自动化集成和一体化控制,节约投入成本的同时又增强了厂家的集散化管理。
1 一体化压力铸造系统的组成
一体化压力铸造系统设备主体由储气罐、铸机、储气罐和铸罐连通的管子、开关阀门和数字组合阀等几部分组成,如图1所示。

图1 一体化压力铸造系统结构原理图
低压铸造是保持上罐在一个大气压不变的情况下,对下罐分别进行升液、充型、加压,在保持适当时间的压强差后,再进行卸压。
差压铸造是先同时升高上下罐压强至300到500 kPa,简称建压;然后在保持下罐压力不变的同时,减小上罐压强,经过升液、充型和升压差3个过程后,再进行适当时间的保压阶段,最后卸压。
真空调压铸造则是首先对上下储气罐同时抽真空,然后保持上罐压力不变,对下罐加压分别进行升液、充型和加压,在保持上下罐压差不变的情况下再同时升压至300至500 kPa,到适当的高压后进行一段时间的保压阶段,最后卸压。
2 现场控制系统

图2 现场控制系统结构图
控制系统由PLC(Programmable Logic Controller,可编程逻辑控制器)、模拟量输入模块、数字量输入/输出模块、温度采集模块、压力显示模块等组成,如图2所示。
(1)PLC模块。
系统中使用的是西门子S7-200系列PLC,CPU为226。它是所有控制指令的大脑,负责整个程序的运行与监测[3]。
(2)模拟量输入模块。
模拟量输入模块由压力传感器、变送器和PLC模拟量输入扩展模板EM231构成。其中,压力传感器检测电路测量上、下铸罐和上、下储气罐共4路压力值。铸罐内为绝压传感器,储气罐内为表压传感器。压力传感器测量范围为0~1.0 MPa,输出信号为4~20 mA电流值,经EM231扩展模块接入PLC中。
(3)数字量输入模块。
数字量输入模块包括上、下铸罐锁紧到位、充型到顶、漏液和控制柜面板操作按钮等信号的检测电路和输入端口,从检测电路传来的信号由PLC本身的数字量输入端口接收。控制软件利用这些信号保证铸造系统正常、安全、有序地运行。
(4)数字量输出模块。
该模块主要由PLC主机、PLC数字量输出扩展模板EM222、开关阀和数字组合阀构成。开关阀为气动球阀,而数字组合阀是最新研制的一种流量控制元件,它的基本单元由一个二进制的截流孔和一个二位二通电磁阀串联构成,每个数字组合阀由8个基本单元并联而成。输出量能够直接控制基本单元开启或闭合,开启不同组合对应着不同大小的气体流量。与薄膜调节相比,数字组合阀结构简单,抗干扰及抗污染能力强,大大提高了系统的响应速度和控制精度[4]。控制输出开关阀信号共有9路,控制输出数字调节阀有2×8路。开关阀信号与PLC本身数字量输出端口相连接,而数字组合阀通过PLC数字量输出扩展模板EM222与PLC相连接。
(5)LED压力显示模块。
一体化压力控制系统中的LED压力显示使观察压力值的变化更加方便直观,该模块系统中主要包括3路压力值的显示:上罐压力值、下罐压力值和储气罐压力值。该电路通过4511芯片驱动LED数码管,是典型的串行数据送显形式。
(6)炉膛和金属液温度采集模块。
炉膛和金属液温度采集模块主要由炉膛、金属液温度传感器和岛电SR23PID调节器构成。SR23为日本岛电公司新一代高分辨率-高性能-高精度0.1级PID调节器。SR23通过RS-485与PC机相连接,使用Modbus通信协议实现通信。SR23能够实现对炉膛和金属液温度进行PID控制调节,同时完成对温度的采集并实时将温度数据同步至PC机。
功能总述:来自气罐的压力信号以4~20 mA电流形式接入PLC模拟量输入模块EM231中,开关量信号接入PLC本身数字量输入端口,经PLC接收、处理、分析后写入PC机中,PC机根据炉膛温度、金属液温度、压力数值和开关量计算最优算法,并自动生成工艺数据,发送到PLC中。PLC能够完成工艺数据的接收,并按照工艺数据进行控制。
3 通信协议的选择
S7-200 CPU支持多样的通讯能力。根据不同的CPU,网络可以支持一个或多个以下协议:点到点(Point-to-Point)接口(PPI)、多点(Multi-Point)接口(MPI)、PROFIBUS协议。
通常情况下采用自定义协议与上位机通讯。在这种通讯方式中,需要首先定义自由通讯格式,再在PLC中编写代码,利用中断方式控制通讯端口的数据收发。然而,采用这种方式,PLC编程调试较为烦琐,占用PLC的软件中断和代码资源,而且当PLC的通讯口定义为自由通讯口时,PLC的编程软件无法对PLC进行监控,给PLC程序调试带来不便。基于这种情况,采用PPI协议用上位机对PLC进行监控。
PPI是一种主/从协议。在该协议中,主站(其他CPU、SIMATIC编程器或TD200)给从站发送申请,从站进行响应。从站不初始化信息,但是当主站发出申请或查询,从站才响应。网络上的所有S7-200 CPU都作为从站。
如果在用户程序中允许PPI主站模式,一些S7-200 CPU在RUN模式下可以作为主站。一旦允许PPI主站模式,就可以利用网络读(NETR)和网络写(NETW)指令读取其他CPU。当S7-200 CPU作为PPI主站时,它还可以作为从站响应来自其他主站的申请[5]。
4 系统软件设计
4.1 PLC软件设计
Step7-Micro/WIN编程软件是基于Windows的应用软件,由西门子公司专门为SIMATIC S7-200系列可编程控制器设计开发。
PLC的软件架构主要分为监控程序和接口管理程序两部分。监控程序是面向仪器面板键盘和显示器的管理程序,其内容包括:通过键盘输入命令和数据,以对仪器的功能、操作方式和工作参数进行设置;根据仪器设置的功能和工作方式,控制I/O接口电路进行数据采集、存储;按照仪器设置的参数,对采集的数据进行相关处理;以数字、字符、图形等形式显示测试结果、数据处理结果及仪器状态信息。接口管理程序是面向通信接口的管理程序,其任务是接收并分析来自通信接口的远程命令,包括扫描有关功能、操作方式与工作参数的代码;进行有关的数据采集与处理;通过通信接口送出仪器测量结果、数据处理结果及仪器现行工作状态的信息[6]。
编程时首先要对控制对象和控制任务进行统计和分析,设计电气原理图。之后要对电气原理图中的器件进行PLC资源分配,进而开始进行PLC编程。PLC编程语言中包含梯形图(LAD)、语句表(STL)、顺序功能图(SFC)、功能块图(FBD)等。编程完成后需要对PLC程序进行仿真调试,联结电气原理,最后将PLC程序下载到存储模块,进行现场调试。主程序流程图如图3所示。
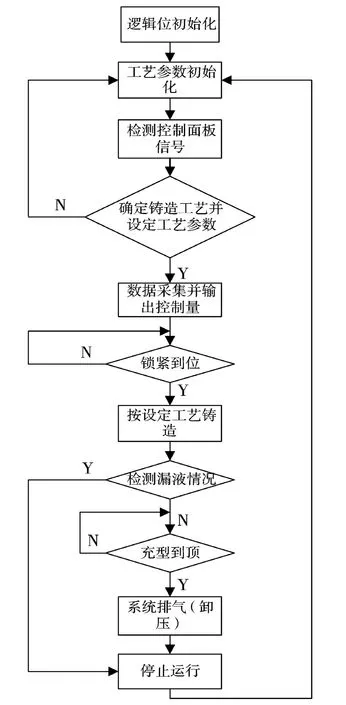
图3 PLC主程序流程图
4.2 上位机软件设计
系统采用面向对象的C++语言,在可视化开发环境Visual C++6.0下进行监控与管理软件程序设计[7]。
一体化压力铸造系统上位监控系统软件需安装在操作人员使用的PC设备环境中。操作者需要在这里看到装备的所有逻辑动作状态和液面加压动态过程。构件成形所需要工艺参数、下位机PLC执行具体操作时需要的动态调节参数、动作执行指令都要由上位监控系统发出。同时,上下位机的动作结果均要通过上位机来提供给设备操作人员,以便设备操作人员了解设备的当前工作状态。其主要功能是周期性地采集上、下铸罐和储气罐的压力信号,使铸造系统能够根据各工艺段进行精确控制,并及时将采集的压力数据、调节阀的开度控制数据、工艺运行情况等,以动态曲线图、滚动数据表、动态铸造进程显示等直观传递给操作人员,使操作人员及时掌握铸造进度情况,并将这些数据存入数据库中,方便工程人员日后分析提供有效数据。
5 控制算法
在铸造过程中,由于气体泄漏、型腔变化、坩埚中的金属液液面下降造成的下罐压力变化,从调节阀操作到铸罐内压力存在时延,铸造过程中储气罐气压变化等多种因素的影响,使得一体化压力铸造成为一个具有时变性、非线性、延时性的复杂系统。因此,无法采用常规的数学方法对其铸造过程进行精确描述。铸造系统的最佳控制参数是变化的,但常规的PID控制器不能在线整定控制参数,且常规PID控制器对非线性、时变系统和模型不固定的系统难以达到很好的控制效果。基于数学模型的常规PID控制方法存在很大的不足,而简单的模糊控制器由于不具有积分环节,在用简单模糊控制算法的系统中很难消除稳态误差,且在变量分级不够多的情况下,常在平衡点附近有小的震荡现象。系统结合模糊控制和PID控制,构成模糊PID参数自整定控制器,兼顾常规PID控制器和模糊控制器的优点[8]。
模糊PID参数自整定控制是以误差e和误差变化率ec作为模糊PID控制器的输入,可以满足不同时刻的e和ec对PID参数自整定的要求。利用模糊控制规则在线对PID参数Kp、Ki、Kd进行修改,便构成了自整定模糊PID控制器,其控制系统结构如图4所示。

图4 模糊PID参数自整定控制器结构图
模糊PID参数自整定是找出PID三个参数与e和ec之间的模糊关系,在运行中通过不断检测e和ec,根据模糊控制原理来对3个参数进行在线修改,以满足不同e和ec时对控制参数的不同要求,而使被控对象具有良好的动态、静态性能[8]。
模糊PID参数自整定的设计思想是先找出PID三个参数与偏差|E|和偏差变化率|EC|之间的模糊关系,在工作中通过不断检测|E|和|EC|,再根据模糊控制原理来对参数Kp、Ki、Kd的自整定要求归纳如下:
(1)当|E|较大时,即系统响应处于图5所示输出响应曲线的A段时,为了使系统响应具有较好的快速跟踪性能,并避免因开始时偏差的瞬间变大,可能引起微分过饱和,而使控制作用超出许可范围,应取较大的Kp和较小的Kd。同时为避免系统响应出现较大的超调,需对积分作用加以限制,通常取Ki=0。

图5 输出响应曲线
(2)当|E|为中等大小时,即系统响应处于图5曲线的B段时,为使系统具有较小的超调,应取较小的Kp,适当的Ki和Kd,以保证系统响应速度,其中Kd的取值对系统的响应速度影响较大。
(3)当|E|较小时,即系统响应处于图5曲线的C段时,为使系统具有良好的稳态性能,应取较大的Kp和Ki,同时为避免系统在设定值附近出现振荡,并考虑系统的抗干扰性能。当|EC|较小时,Kd值可取大些,通常取为中等大小;当|EC|较大时,Kd值应取小些。
6 结束语
基于PLC的一体化压力铸造系统可在一台设备上实现低压铸造、差压铸造和调压铸造多项功能,节约了多台设备投入,大大减少了厂房面积,更重要的是为航空、航天、航海等众多行业提供了多类型满足行业不同需求的产品。一体化压力铸造系统可根据铸件尺寸、壁厚灵活选用不同铸造工艺,并具有以下特点:(1)铸造工艺之间的切换由控制软件输出相应控制信号自动完成切换,不需要做任何硬件的改动;(2)采用高性能数字式组合阀以及自行开发的控制软件,有效提高了流量调节响应速度和控制精度;(3)操作简便、系统设备运行安全可靠。
[1]熊博文,余欢,严青松,等.真空差压铸造薄壁铸件的研究进展[J].特种铸造及有色合金,2012,32(3):238-242.
[2]万在红,俞子荣.基于模糊自适应PID的真空调压铸造智能控制系统[J].南昌航空大学学报:自然科学版,2011,25(3):53-58.
[3]廖常初.PLC编程及应用[M].北京:机械工业出版社,2003.
[4]马爱清,俞子荣,余欢,等.基于数字组合阀的真空差压铸造系统建模分析[J].铸造,2009,58(11):1134-1138.
[5]田媛,刘振娟.模糊控制在SIEMENS PLC系统中的实现[J].中国仪器仪表,2005(5):72-75.
[6]龚仲华.S7-200系列PLC应用技术[M].北京:人民邮电出版社,2011.
[7]贾晓亮,辛菁,朱名铨,等.使用Visual C++开发大型应用软件系统的体会与探讨[J].计算机工程与应用,2002,38(20):126-128.
[8]王立新.模糊系统与模糊控制教程[M].北京:清华大学出版社,2003:6-17.
[9]毕鉴智,曲万春,王宏伟,等.差压铸造的应用及发展[J].铸造技术,2000(2):16-18.
[10]王新,徐成海,张杨.真空铸造技术的研究现状[J].真空,2005,42(1):6-10.
[11]李新雷,郝启堂,王继昌,等.大型分体式反重力铸造设备的研制[J].铸造,2005,54(3):268-270.
