基于Ethernet/IP的全自动立式压滤机控制系统设计
2014-10-10刘彦伟赵龙录姚福江
刘彦伟,赵龙录,耿 欣,姚福江
LIU Yan-wei, ZHAO Long-lu, GENG Xin, YAO Fu-jiang
(山东煤机装备集团公司,泰安 271000)
0 引言
压滤机是以固体、液体分离为目的的设备,广泛应用在矿山、石油、化工、建材、制药等行业,其中隔膜立式压滤机由于具有占地面积小、滤饼水分低、可在线清洗滤布、洗涤效率高等优点,获得广泛研究及应用。目前国际主要压滤机厂商的产品已实现入料过滤、隔膜挤压、滤饼洗涤、吹风干燥、卸料和滤布在线清洗等全过程的自动化。我国自20世纪90年代开始生产压滤机,2009年研制出国内第一台液压传动立式全自动隔膜立式压滤机。
由于全自动立式压滤机需要控制滤板合拢、驱动卸饼、滤布纠偏和阀门泵类等执行机构,集电气、仪表、液压和气动控制为一体,I/O点种类繁多且分散,因此控制系统是全自动立式压滤机的重要组成部分,对设备的性能和可靠性至关重要。
为促进国产立式压滤机的升级换代,以更好地替代进口产品,需要设计一套全新的高性能、高可靠性、高性价比、操作简单的控制系统。
1 系统设计
1.1 系统结构
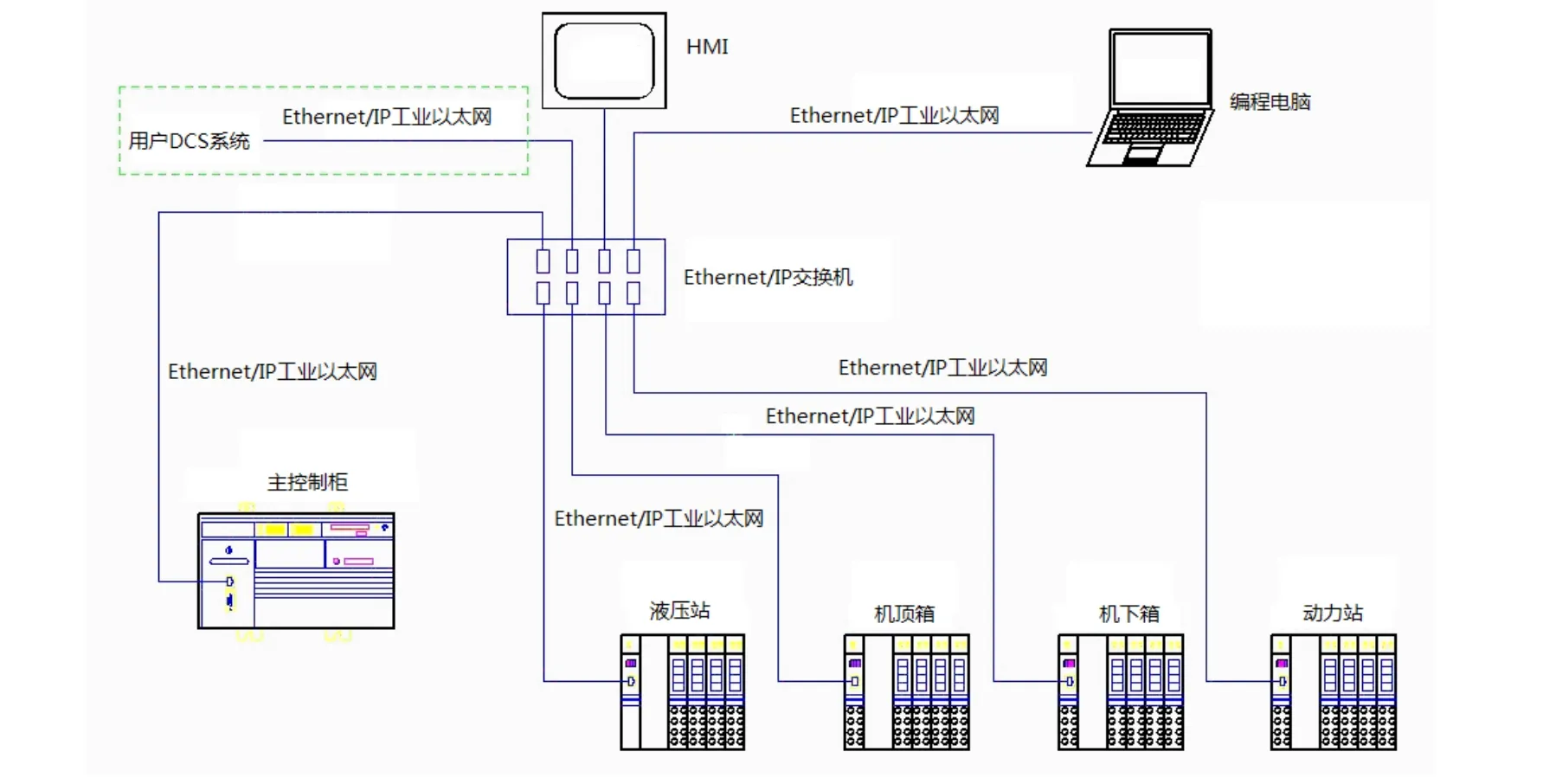
图1 立式压滤机控制系统结构图
一台立式压滤机的控制及执行元件包括液压站、挤压水站、动力站、限位开关、编码器等,200多个I/O点,且比较分散,不宜采取集中控制的方式。因此,本系统采用PLC+远程I/O分站的结构,既可以减少线缆用量,又具有良好的扩展性,同时减少因布线不规范可能导致的信号干扰。系统结构如图1所示,PLC与远程I/O分站、HMI之间采用Ethernet/IP工业以太网传输数据。
1.2 模块选型
1)主控制柜P L C选用A B公司的1769 CompactLogix系列。CompactLogix平台在较小的体积中集成了高性能和Logix平台的优势,具有通用的编程环境、通用的网络、通用的控制引擎,内置16路DI、16路DO,集成了Ethernet/IP和RS232通讯端口,非常适合中小型设备级控制应用。
2)远程I/O分站选用1734 AENT+1734 POINT I/O。1734 AENT是Ethernet/IP通信模块,提供I/O与PLC之间的通讯接口;所选用的1734 POINT I/O包括:数字量输入模块1734-IB8,数字量输入模块1734-OB8,模拟量输入模块1734-IE2C,模拟量输出模块1734-OE2C,高速计数模块1734-IK,所有模块均采用模块式设计,结构紧凑,可带电插拔。
3)HMI采用PanelView Plus1000触摸屏,PanelView Plus 1000是AB公司的10.4寸TFT彩色触摸屏,内置Ethernet和RS232接口,可扩展通信模块和内存。
1.3 系统特点
与已有的其他方案相比,本系统具有以下特点:
1)本系统具有良好的扩展性,只需增加1734 AENT模块,即可增加远程I/O分站。
2)所采用I/O模块可带电插拔,在模块故障时可不停机更换模块,缩短故障排除时间。
3)与国内广泛使用的Profibus DP相比,Profibus DP是基于RS485串行总线的通讯协议,最大传输速率为12Mbps,传输方式为半工;而Ethernet/IP工业以太网是基于IEEE 802.3的通讯总线,最大传输速率100Mbps,传输方式为全双工。Ehternet/IP在通讯速率、IO响应时间、抗干扰能力等方面明显优于Profibus DP,而且可实现星型、环网等多种网络拓扑,易于维护和排查故障。
4)与其他工业以太网相比,Ethernet/IP采用标准的未经修改的TCP/IP协议,在应用层封装了CIP协议,无需任何专用设备即可无缝接入企业的SCADA、ERP系统。
2 Ethernet/IP网络配置
本系统采用的Ethernet/IP通信模块包括PLC、1734-AENT,要在Ethernet/IP网络上运行,必须定义IP地址、子网掩码、网关等网络参数。首次运行通过Rockwell Automation的BOOTP/DHCP软件为各个模块动态分配IP地址,然后绑定IP和MAC地址,具体IP地址分配如表1所示。
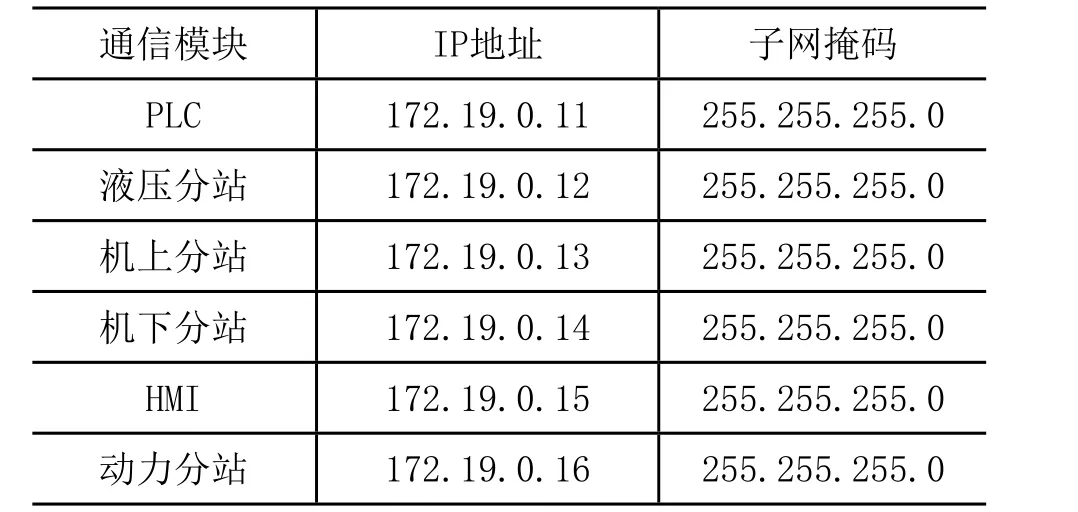
表1 Ethernet/IP网络配置
系统采用RSLinx软件管理整个Ethernet/IP网络,如图2所示。
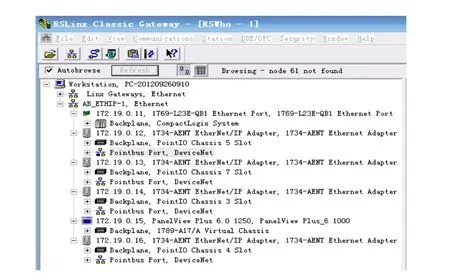
图2 RSLinx网络管理
RSLinx具有多种网络、本地工作站和DDE/OPC性能诊断工具,便于系统维护和故障维护,且提供了OPC、DDE接口,便于接入第三方的DCS系统。
3 软件开发
3.1 PLC程序
1)PLC程序功能
PLC软件采用RSLogix 5000 Studio开发,采用梯形图和功能块编程。根据立式压滤机的工艺流程和控制要求,将PLC软件划分为8个子程序,分别实现单机实验、手动、自动、输出、板距接缝处理、模拟量处理、液压回路和工艺参数功能,由主程序调用,如图3所示。
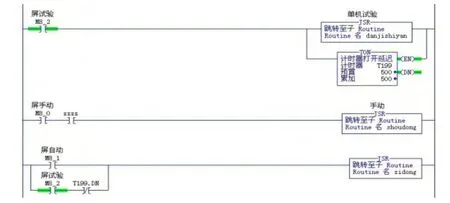
图3 子程序的调用
2)滤布接缝处理程序
为防止滤布接缝进入滤室导致喷料现象,必须采用高精度编码器检测检测滤布接头的位置,编码器输出的脉冲信号处理需要高速计数功能。经实验优化后的位移检测和脉冲信号处理程序如图4所示,程序考虑了计数掉电记忆,以确保设备运行的连续性。
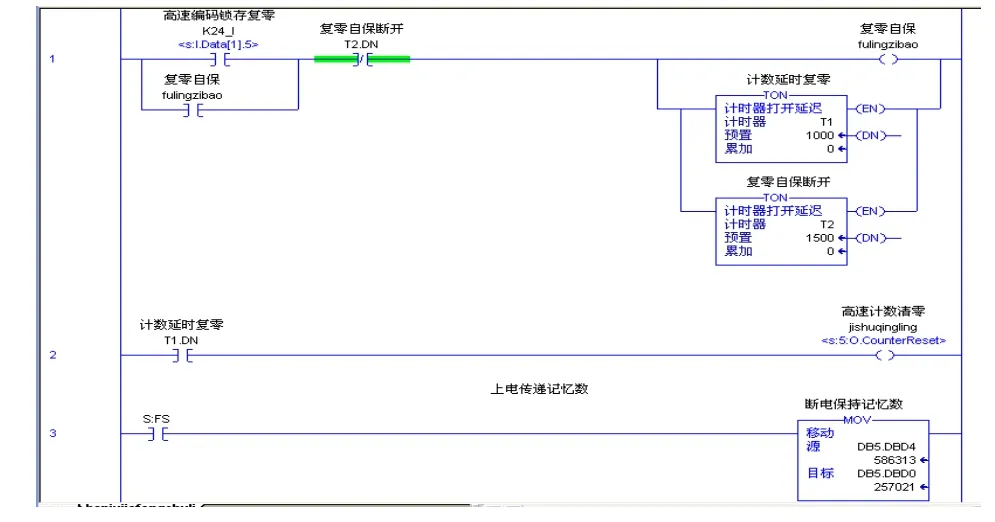
图4 滤布接缝处理程序
3.2 HMI软件
HMI软件采用RSView Studio开发,包括主画面、工艺探索、测试、参数设置、实时趋势、报警信息等功能。
1)主画面
【主画面】可实时监控压滤机的运行状态和参数,如图5所示。

图5 主画面
2)工艺探索
【工艺探索】显示主机的过滤工艺和长/短程序工艺流程图,如图6所示。

图6 工艺探索
3)测试画面
【测试画面】供安装调试阶段或排除故障使用,可完成“板框测试”或“阀门测试”。对液压站、调偏结构、阀门、限位开关等进行测试和调整,如图7所示。
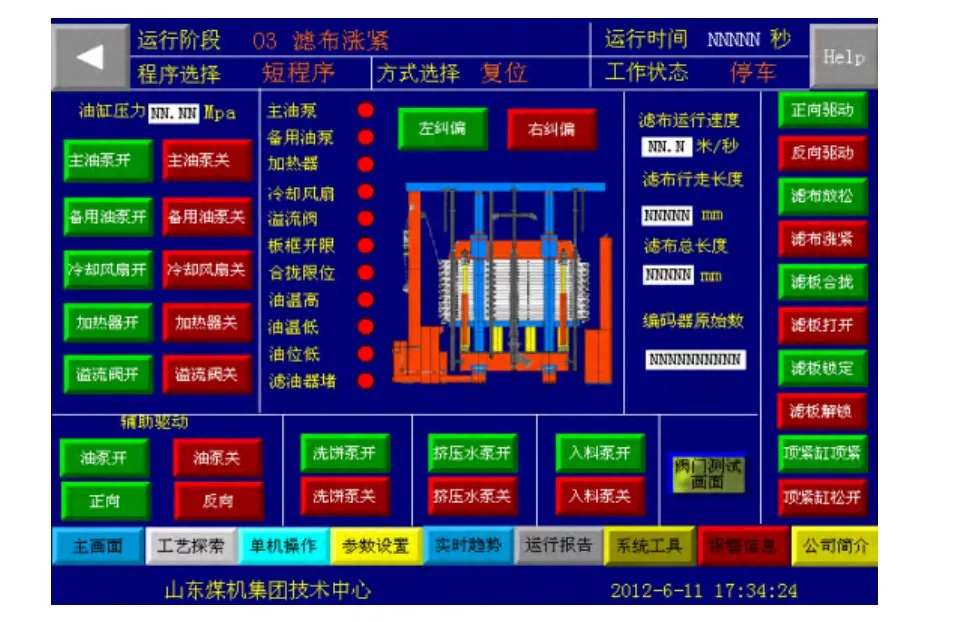
图7 测试画面
4)参数设置
【参数设置】用于设置正常自动工作方式下压滤机的工作参数,如图8所示。
4 结束语
本系统已在山东煤机集团研制的10多台立式压滤机上投入运行,运行结果表明:
1)系统运行稳定,具有良好的人机界面和丰富的功能,操作简单。
2)采用Ethernet/IP工业以太网简化了现场布线,使系统具有良好的扩展性。
3)具有带电插拔功能的I/O模块,提高了系统的可靠性。
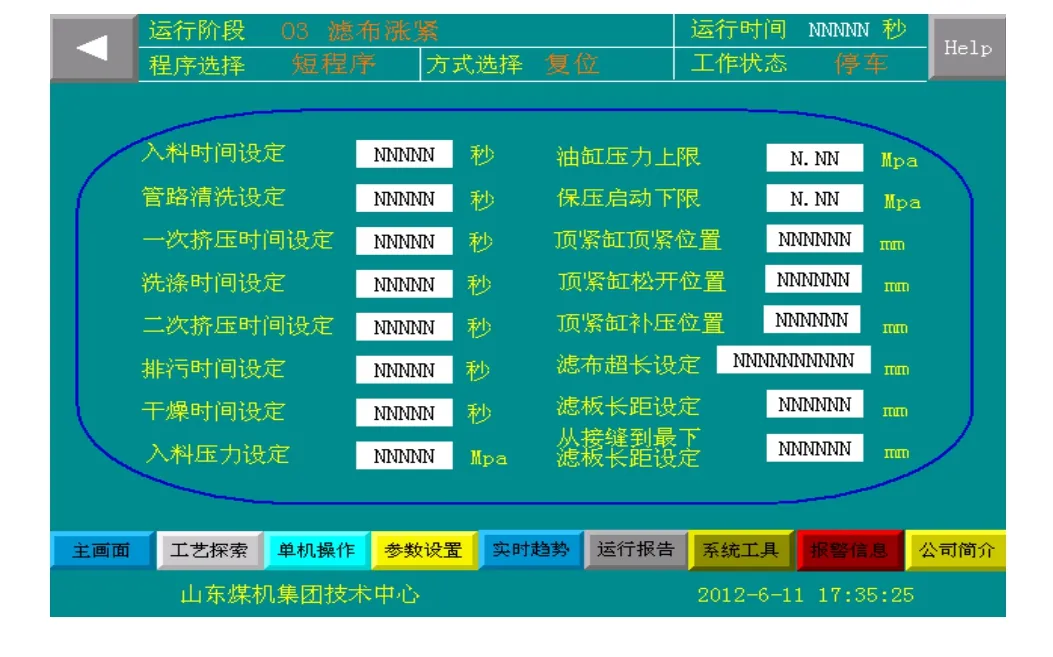
图8 参数设置
4)该系统的应用将使国产立式压滤机的控制系统性能达到国外同类产品水平,推动国产立式压滤机替代进口产品。
[1]邓李.ControlLogix系统实用手册[M].北京:机械工业出版社,2008.2.
[2]邓李.PAC编程基本教程[M].北京:机械工业出版社,2012.1.
[3]1769 CompactLogix 控制器用户手册[M].美国:罗克韦尔自动化公司,2012.
[4]EtherNet/IP 网络配置用户手册[M].美国:罗克韦尔自动化公司,2012.
