汽车覆盖件拉延开裂和起皱的预防措施
2014-10-10王才长城汽车股份有限公司冲压中心
文/王才·长城汽车股份有限公司冲压中心
汽车覆盖件拉延开裂和起皱的预防措施
文/王才·长城汽车股份有限公司冲压中心
覆盖件多为空间曲面,形状复杂、尺寸大,特别是表面质量要求很高,表面必须光顺,不允许有任何皱裂和拉痕等缺陷。这给覆盖件成形的关键工序——拉延提出了很高的要求,而能否达到这些要求,关键在于拉延模。
汽车覆盖件是指覆盖汽车发动机、底盘,构成驾驶室和车身的冲压成形表面零件,与一般的冲压件比较,覆盖件具有材料薄、形状复杂(多为空间曲面形状)、结构尺寸大、表面质量高等特点。覆盖件的质量好坏在很大程度上受拉延模质量的控制,拉延模是冲出高品质外观件的关键,在工艺设计和模具结构设计时都必须认真考虑,且尽量在设计阶段规避缺陷的发生。后期模具制造完成后,在拉延模调试过程中,若拉延件出现开裂和起皱现象,必须对此现象进行仔细分析与研究后采取相应的解决措施。因此,覆盖件模具设计和制造调试是汽车制造厂家和模具制造厂家必须攻克的一道难题。
冲压工艺设计对拉延件开裂和起皱的影响
拉延件的工艺性是确定冲压工艺首先要考虑的问题,只有设计出一个合理的、工艺性好的拉延件,才能保证在拉延过程中不起皱、不开裂或少起皱、少开裂。所以,覆盖件拉延件设计时不但要考虑冲压方向、压料面的形状、拉延筋的形状及位置、工艺补充部分的合理性等可变量的设计,而且各可变量设计之间又有相辅相成的关系,如何协调各变量的关系,是成形技术的关键,要使之不但满足该工序的拉延件要求,还要为后续修边、整形等工序创造有利条件。
确定正确的拉延方向
汽车覆盖件的拉延成形一般是以拉延变形性质和胀形性质的复合形式来实现的,多数情况下,拉延变形为主要的变形方式。拉延方向的好坏,直接影响到拉延零件的质量和模具的结构复杂性,有时拉延方向确定不合理,甚至会使拉延无法进行,因此,确定拉延方向是拉延工艺设计中十分重要的工作。拉延方向的设置要满足以下原则:
⑴保证凸模能够进入凹模(无负角)。
确定拉延方向首先应保证凸模能够进入凹模。因为覆盖件的某些部位为凹形或反拉延,所以覆盖件的形状决定了冲压方向,如图1所示,凸模不能进入凹模,如果将其调整成某一角度(图2),则可满足要求。覆盖件的形状决定了拉延方向必须平行于窗口侧壁面,如图3所示。图4所示为某车型顶盖拉延方向,若按箭头1拉延方向,虽然满足凸模能够进入凹模的条件,但在拉延过程中凸模和凹模接触时板料接触面积小而且不在中间位置,这样在拉延过程中易产生开裂或板料窜动而影响表面质

图3 拉延方向的确定
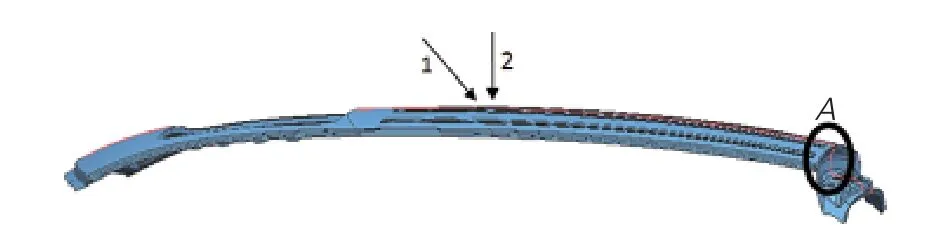
图4 某车型顶盖拉延方向的改变
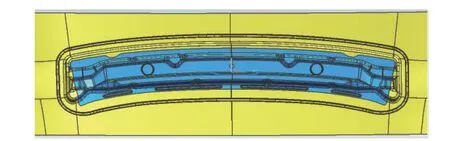
图5 某车型顶盖后横梁工艺补充部分
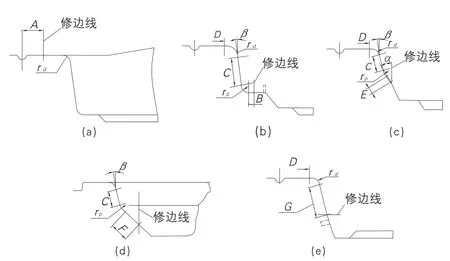
图6 工艺补充的种类
图1 凸模不能进入凹模量,因此不采用。考虑拉延的条件,改变为箭头2所示的拉延方向,其优点是板料拉延过程中与凸模接触面积大且在中间部位有利于拉延,但凸模不能完全进入凹模,必须改变形状。其方法是A处往左弯成垂直面,在拉延以后适当的工序中再整形回来,改变部分与整形回来部分的材料应是相等的。
⑵压料面各部位进料阻力要均匀。
拉延深度均匀是保证压料面各部位进料阻力均匀的主要条件,进料阻力不一样,在拉延过程中板料有可能在凸模内窜动,严重的会产生破裂或皱纹。
合理增加工艺补充
为了实现拉延,将覆盖件的翻边展开,窗口补满,再加上工艺补充部分构成一个拉延件。工艺补充部分是拉延件不可缺少的部分,直接影响到拉延成形,以及拉延后工序的方案,因此,必须慎重考虑工艺补充部分。
⑴确定工艺补充部分考虑的问题。
拉延深度尽量浅。拉延深度的大小直接影响到拉延成形,拉延深度深,拉延困难且易开裂,拉延深度浅,易成形,因此尽量使拉延深度浅,便于拉延成形。
尽量采用垂直修边。垂直修比水平或倾斜修工艺补充少,模具结构简单。
工艺补充尽量小。工艺补充部分在拉延完成后将被修掉,是工艺上必须的材料消耗,因此在能够拉延出满意的拉延件的前提下,尽可能地减小工艺补充部分,这样可以提高材料利用率。
定位可靠性。拉延件设计时要考虑后序定位的可靠性,如考虑不充分,会直接影响修边和翻边等后工序的制件质量。图5中的黄色区域表示的就是某车型顶盖后横梁的工艺补充部分。
⑵工艺补充的种类。
①修边线在拉延件压料面(压料面就是覆盖件本身的凸缘面)上,垂直修边,如图6a所示。
②修边线在拉延件底面上,垂直修边,如图6b所示。
③修边线在拉延件翻边展开的斜面上,垂直修边,如图6c所示。
④修边线在拉延件的斜面上,垂直修边,如图6d所示。
⑤修边线在拉延件的侧壁上,水平修边,如图6e所示。
选择合理的压料面
压料面是汽车覆盖件工艺补充的一个重要组成部分。在拉延成形的过程中,压料面材料逐步拉入凹模腔内,转化为覆盖件形状。因此压料面的形状不仅要保证其本身材料的不皱不折,更重要的是,保证被拉入凹模腔内的材料不皱不裂。图7所示为某车型顶盖后横梁压料面区域。

图7 某车型顶盖后横梁压料面区域
确定压料面的基本原则为:⑴压料面尽可能为平面或曲率很小的曲面(根据产品形状),不允许有局部的起伏或折棱,当毛坯被压紧时,不产生褶皱现象。⑵压料面的选取尽量降低拉延深度,使平面变浅。
工艺切口或冲工艺孔
⑴工艺切口的作用。
覆盖件的中间部位需冲出某些深度较大的局部凸起或鼓包时,在拉延过程中,往往不能从毛坯的外部得到材料的补充而导致零件的局部破裂。这时,在局部变形区域部位冲出工艺切口或工艺孔,使破裂的区域从变形区内板得到材料的补充。
⑵工艺切口的条件。

图8 常用的拉延筋形式
必须在容易破裂的区域附近设置工艺切口,而这个切口又必须在拉延件的修边线以外,以便在修边工序中切除。例如车门内外板、后背门内外板等。
合理设置拉延筋的位置
在压料面上设置拉延筋是调节和控制变形阻力的一种有效的方法。常用的拉延筋形式如图8所示。
⑴拉延筋:其剖面呈半圆弧形状,一般装在压料面上,而且凹模压料面上开出相应的槽。由于拉延筋比拉延槛在采用的数量上、形式上都比较灵活,故应用比较广泛。
⑵拉延槛:其剖面呈梯形,类似门槛,安装于凹模的洞口。它的流动阻力比拉延筋大,主要用于拉延深度浅而外形平滑的零件,使用拉延槛可提高材料利用率。
起皱和开裂现象的解决方法
起皱的解决方法
根据拉延件起皱的工艺分析结果及实际生产的主要表现(材料堆积,局部材料流动性过大,模具压力分配不均匀等),可采取以下调整方式。
⑴调整压边力的大小。
当起皱情况在制件的四周均匀产生时,可通过增加气垫压力,降低平衡垫高度等方式解决。当拉延曲率较大的制件时,拉延开始时大部分材料处于悬空状态,侧壁易起皱,除增加压边力,还可以用增加拉延筋的数量和改变形状等方式来增加进料的阻力,消除褶皱。
⑵调整压料面的间隙。
对直线弯曲变形区和延长变形区,压料面间隙由里向外逐步递增,使材料运动过程中,压料面始终保持压料作用,防止起皱等缺陷产生。对于压缩变形区中材料处于径向受拉,调整方法与前面相反。
⑶调整凹模圆角半径。
凹模圆角半径太大,会增大坯料悬空部位,减弱控制起皱的能力,调整时可适当减小凹模圆角半径。
开裂现象的解决方法
制件开裂的根本原因,在于拉延变形拉力大于破裂处材料的实际有效抗拉强度。结合模具状态,解决拉延件开裂的模具维修方法如下:
⑴调整拉延模具的压边圈平衡块的相对高度,以适应改变的精度偏差和调整凸、凹模的相对间隙,从而达到均衡受力的目的。
⑵调整凹模圆角半径。凹模圆角半径太小,零件易拉裂,加大凹模圆角半径,可减小开裂程度。
⑶改变拉延前冲压板料的形状,充分发挥工艺切口的优势,消除材料堆积造成的开裂。
⑷修改拉延筋的形状及位置。根据拉延件的形状和材料厚度变薄率的变化趋势,组合使用半圆筋条、槛筋,保证材料各方向流动速度的均衡。
⑸调整压边力。减小压边力以加强材料流动性。
⑹凸、凹模研合率低。增加研配量。
以上仅是从冲压工艺设计和模具调试等几个方面,讨论了如何防止拉延件起皱、开裂的问题,但引起拉延件起皱开裂的原因很多,必须具体问题具体分析,不能一概而论。
结束语
实践经验表明,冲压覆盖件起皱、开裂的主要原是拉延过程材料堆积、局部材料流动速度失衡,凸、凹模圆角磨损,模具压力分配不均匀,压料面磨损等。在解决实际问题时,从以上几个方面考虑解决方案会取得不错的效果,具有较好的实际参考意义。
王才,助理工程师,主要从事汽车模具及工艺研发工作。
