楔横轧锻件常见缺陷及解决方案
2014-10-10桂安朋一汽锻造吉林有限公司
文/桂安朋·一汽锻造(吉林)有限公司
楔横轧锻件常见缺陷及解决方案
文/桂安朋·一汽锻造(吉林)有限公司
楔横轧工艺是一项少无切削加工的新技术,它以连续、局部小变形量的成形方式,在台阶轴和回转体类零件的制造方面取得了很好的市场效益和社会效益,与传统的切削、锻造工艺相比,具有生产效率高、节约材料、劳动条件好等优点。其工作原理为:两个带楔形模具的轧辊,以相同的方向旋转并带动圆形轧件旋转,轧件在楔形孔的作用下被轧制成各种形状的台阶轴类件,如图1所示。楔横轧的变形主要是径向压缩、轴向延伸。
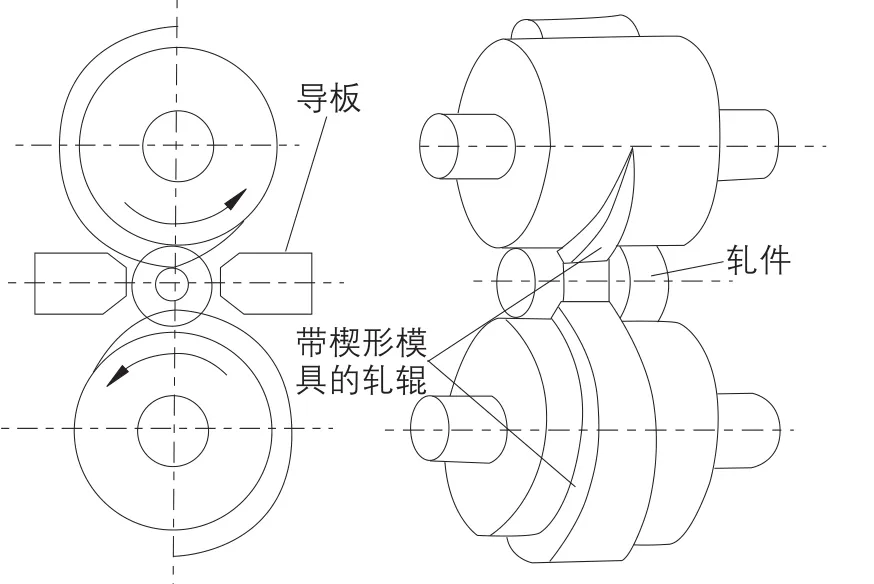
图1 楔横轧成形原理
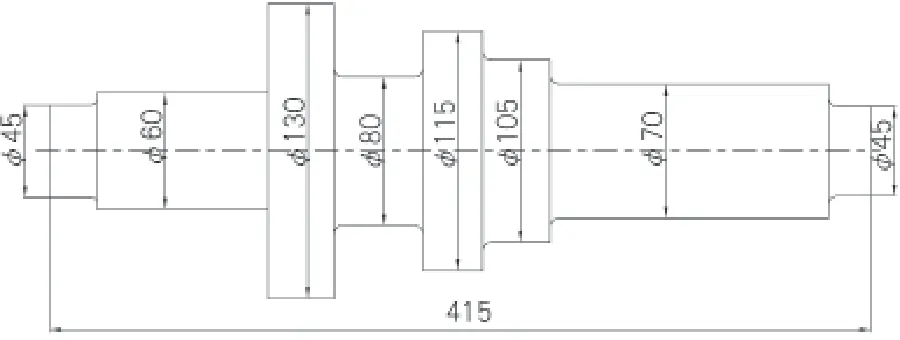
图2 变速箱轴锻件图
楔横轧作为一种精密成形工艺,已广泛地应用于台阶轴类件的生产,但由于其成形机理较为复杂,这项工艺仍然存在一些常见的问题,如截齐曲线、螺旋压痕、形状精度、表面缺陷等,到目前为止,还很少有专门的文章来论述楔横轧工艺产生的缺陷。但在实际生产中这些缺陷的存在常常使锻件质量难以保证、合格率下降,造成原材料的浪费。本文把生产实践中提出的问题,通过计算机模拟和部分试验相结合的方法,得出轧件直径尺寸变化对产生缺陷的影响规律,设计并检验得出实际的方法以解决这些缺陷,为今后的模具设计提供重要的参考依据。
设计楔横轧锻件图
图2为变速箱轴锻件,该锻件所选用材料牌号为20CrMoH,最大台阶直径和最小台阶直径尺寸相差很大,断面收缩率Z超过了75%,采用在同一轧辊模具上两次楔入轧制方案,即每次楔入轧制的断面收缩率Z小于75%,可以一次轧制成形。
锻件按整体单边余量为2.5mm设计,允许未充满圆角R小于4mm,中间锯口余量为4mm,采用直径φ130mm的料段进行对称轧制,对称力轧制轧件不会出现由于轴向力不等而窜动及切向力不等而扭曲等不良现象。
变速箱轴楔横轧工艺流程为:下料→中频感应加热→轧制→校正→锯切→清理→探伤→终检入库,如图3所示。在轧制过程中,生产节拍控制在15s/件,出料口棒料温度控制在1250℃,注意两根棒料端头是否有粘结,生产中需控制轧辊模具温度和冷却水水量大小。

图3 变速箱轴楔横轧工艺流程图

图4 内直角台阶塌角
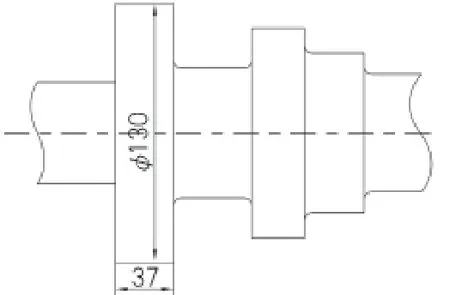
图5 锻件不圆度超差位置
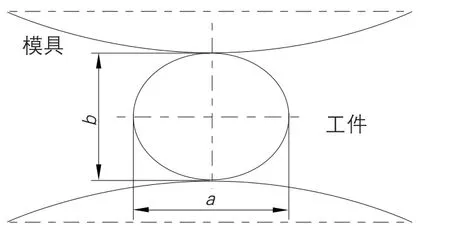
图6 锻件整形段示意图

图7 生产的锻件
轧制过程中常见缺陷及解决方案
直角台阶塌角
调试变速箱轴过程中发现直径φ130mm的内直角台阶塌角问题(图4),该台阶直径尺寸为料段原始直径。在调试其他轴类产品过程中也发现该类问题,经过仔细测量发现,在小直径轧件中塌角并不明显,基本不影响形状精度,而随直径的增大,塌角尺寸也随着增大。
塌角在模具的楔入段形成,原因是由于与之相邻凹槽部位的金属变形,拉动该台阶段金属向外流动,导致充满该型槽的金属料不足,塌角问题也就随之产生;现场解决塌角缺陷,主要手段是用砂轮机打磨模具楔入段以延长模具的轧齐曲线长度和增加整形段。
台阶直径不圆度超差
在该变速轴轧制过程中,发现了不圆度超差问题,与原始料段直径相同的台阶在测量直径时,从不同的角度测出的值不同。图5所示的轧件,直径为130mm、宽度为37mm处的台阶在轧制后出现不圆度超差问题,差值最大可以达到3mm,这已经超出正常的公差允许范围,并且给后续机加工带来困难。
不圆度的产生是因为轧件在楔横轧轧制过程中,直径未变化部分虽与模具脱开,但受其他台阶轧制部位的影响,也有应力作用,从而金属有少量流动,造成形状改变。即使加入一段普通的整形段,由于轧件横截面为非圆截面(近似为一椭圆),整形时,这一椭圆截面在一对上下辊面距离不变的模具作用下旋转,而材料在半开式状态下变形,轴向没有金属流动,只是在横截面内流动。所以其最终整形后的轧件截面形状永远为非圆截面,如图6所示。
当受模具作用时,纵向尺寸b为要求直径,但横向没有模具束缚,必然有运动趋势,所以横向尺寸a就会大于b,形成一个类似椭圆的横截面形状。随着轧件直径的增大,不圆度也明显增大。现场解决不圆度超差缺陷,主要手段是调节轧机中心距、检查上下辊模具型槽对正情况及相位、用砂轮机打磨模具楔入段以延长模具的轧齐曲线长度和增加整形段。
通过现场试验验证,对于直径为130mm的工件,塌角尺寸降为0.3mm,不圆度差值减小至0.6mm左右,大大小于一般公差最大值,满足锻件要求。证明了这种修模方案的可行性。该方案生产的锻件如图7所示。
结束语
零件轧制是冶金轧制的创新领域。零件轧制具有生产效率高、材料利用率高、生产环境好等优点,以大量取代模锻方法生产锻件。由于零件轧制通用性不强,所以建立零件轧制专业化工厂,实现汽车轴类件生产,是未来近净成形发展的一个方向。
