T2102甲醇塔内部腐蚀开裂原因分析
2014-10-08刘宏伟
刘宏伟
1.概述
甲醇塔材质为14m m厚的16MnR和3mm304L复合钢板;焊材:E5015、E308L—16;过渡层焊材:E309—16。在使用过程中发现焊缝的热影响区部位出现被腐蚀现象,经PT检测发现焊缝的热影响区部位存在大量裂纹(见图1),现场覆膜金相分析认为是由于不锈钢晶间腐蚀造成的。笔者对腐蚀部位取样后进行了理化检验,并对腐蚀的原因进行了分析。
2.试验方法与结果
焊缝的化学成分分析在德国SPECTROMAXX直读光谱仪上进行,晶间腐蚀试验采用GB/T4334—2008方法E“不锈钢硫酸-硫酸铜腐蚀试验方法”,金相检查在GX51F金相显微镜上进行。

图1
(1)宏观分析 由图1可以初步认定裂纹源从不锈钢焊缝面的热影响区开始,逐步渗透到碳钢。
(2)化学成分分析 不锈钢焊缝处化学成分如表1所示,过渡层化学成分如表2所示,可见化学成分均达到GB/T983标准要求。
(3)晶间腐蚀试验 试验采用GB/T4334—2008方法E“不锈钢硫酸-硫酸铜腐蚀试验方法”,试样经加热至650℃、保温2h空冷的敏化处理后,在硫酸-硫酸铜溶液微沸状态下16h,经弯曲后在10倍放大镜下观察未发现因晶间腐蚀产生的裂纹,弯曲试样如图2所示。

表1 不锈钢焊缝处化学成分(质量分数) (%)

表2 过渡层化学成分(质量分数) (%)
(4)金相检测 在裂纹处的横向、纵向分别取样,磨抛后经王水和4%硝酸酒精溶液分别侵蚀后,横断面显微组织(200×)为奥氏体和铁素体,为正常组织,裂纹处未见沿晶间发展(见图3、图4)。纵断面显微组织(200×):不锈钢覆层和过渡层为奥氏体+铁素体,基体为铁素体+珠光体+少量贝氏体,为正常组织(见图5、图6),但在沿着熔合线处基体浮出并污染到不锈钢表面(见图7、图8),而表面裂纹源就是由此产生(见图3)。
3.分析与讨论
在对甲醇塔出现的裂纹处进行的理化检测(金相组织、晶间腐蚀、化学分析等)可看出,塔体所用材料(母材和焊材)均符合标准要求,晶间腐蚀试验也未见有晶间腐蚀倾向,微观组织也是正常焊接后组织,裂纹处未见沿晶间发展,因此,可以排除是由于晶间腐蚀所造成。但焊接中造成基体(低合金钢)浮出污染到覆层不锈钢表面,从而会使焊缝被污染的覆层处先被腐蚀而开裂,进而造成塔体由于应力作用而大面积开裂现象(见图9)。从现有的情况认为裂纹只局限于焊缝周围(焊缝原有宽度为22mm左右),依据此分析制定了焊补措施。

图2

图3 横断面显微组织(200×)

图4 横断面显微组织(200×)

图5 复层不锈钢(200×)

图6 过渡层与基体(200×)

图7 纵断面基体浮出

图8 纵断面基体浮出(200×)
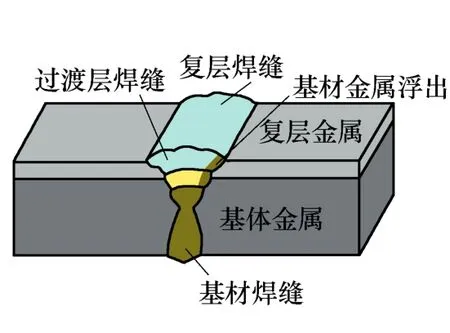
图9
4.焊补措施
通过上述分析,采取以下焊接修复要求及工艺,完成对裂纹的修复。
(1)原塔体补焊 采用焊条电弧焊(SMAW),基层选用φ3.2mm的J507焊条,过渡层选用φ3.2mm的E309—16焊条,盖面层选用φ3.2mm的E308L—16焊条,焊前将焊条按规定进行烘烤,随用随取。
用渗透探伤确定裂纹位置及长度,然后用砂轮打磨的方法清除裂纹,先从裂纹两端开始打磨,把有缺陷位置打磨成U形槽,再进行渗透探伤检测裂纹是否完全被清除,直到确认被清除后方可施焊。
每层焊完后必须用渗透探伤检查是否有裂纹,然后方可继续施焊,避免新的裂纹产生。为了减少熔合比,焊接过程要小电流,快速焊,短弧操作,尽量不摆动焊条,不连续施焊,严格控制层间温度≤100℃,层间清渣要彻底,焊接层数依据裂纹深度确定。
基层焊完后用砂轮打磨干净进行渗透探伤检查,合格后方可进行过渡层及覆层的焊接,过渡层及覆层的焊接如基层。覆层焊完打磨与覆层母材平齐并进行渗透探伤检查合格,最后进行射线探伤检查。焊接参数如表3所示。
(2)补贴不锈钢钢板 为了保证使用,防止出现仍有基层浮出污染覆层现象,增加了一项措施即沿焊缝处补贴一层宽度为60mm,厚度为3mm的304L不锈钢板,如图10所示,焊接简图如图11所示,焊接参数如表4所示。
焊接前清除坡口两侧20~25mm范围内的铁锈、水分、毛刺和油污等,层间清理干净,焊前将焊条按规定进行烘烤,随用随取,层间温度≤150℃,焊后进行外观检查、渗透检查。

表3 焊接参数

表4 焊接参数

图10
5.结论
通过对裂纹产生原因分析,排除了现场覆膜金相分析判断即裂纹是因不锈钢晶间腐蚀造成,认为裂纹的出现是由于焊接时过渡层未完全覆盖基层(低合金钢)金属,故使得基层浮出污染覆层,污染处先被腐蚀,进而造成塔体焊缝沿热影响区延伸开裂现象。采取焊补措施经过渗透检查,该甲醇塔经近一年的运行情况,认为此方法是可行的。20140318
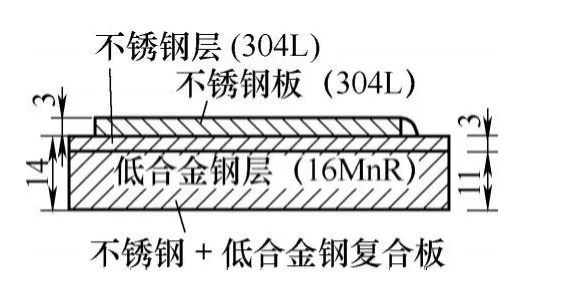
图11
