C300马氏体时效钢等离子弧焊接接头的组织与硬度
2014-09-27张晓牧彭展南田志凌
杨 帅,彭 云,张晓牧,彭展南,田志凌
(1.钢铁研究总院先进钢铁流程及材料国家重点实验室,北京 100081;2.北京科技大学材料科学与工程学院,北京 100083)
0 引 言
马氏体时效钢自诞生以来就受到了全世界的密切关注和深入研究[1-7],它以高强、高韧等特性在很多领域得到了广泛应用[1],如,火箭发动机、导弹、深海潜艇壳体、方程式赛车车身、模具等。不同于传统意义上的碳强化马氏体钢,马氏体时效钢是以铁镍合金为基础,通过加入不同含量的钴、钼、钛、铝等元素,自高温空冷至室温后获得马氏体基体组织,再经过随后的时效,依靠析出金属间化合物来达到强化的目的[1-3]。关于马氏体时效钢的物理冶金、时效强化、析出物与母相的位向关系、微量元素的作用等方面已有很多研究报道[1,3-5],马氏体时效钢的焊接也已有专述和多篇文献报道[2,6,7],并指出马氏体时效钢具有良好的焊接性,多种焊接方法都可以获得强韧性良好的接头,例如,非熔化极气体保护焊、等离子弧焊、熔化极气体保护焊、电子束焊、埋弧焊等[2]。但这些研究多集中于C200和C250马氏体时效钢,且这两种材料现在已经不能满足某些更高强度部件的要求,因此迫切需要大力发展更高强度级别的C300马氏体时效钢,并实现其工业化应用;但目前关于C300马氏体时效钢焊接性的研究并不多,而采用穿孔型等离子弧焊接(Keyhole Plasma Arc Welding,K-PAW)的就更少了。K-PAW具有焊接效率高,单道焊一次成形的优势,探索C300马氏体时效钢的K-PAW焊接具有重大的实际工程意义。因此,作者采用K-PAW对通过双真空冶炼工艺生产的C300马氏体时效钢进行焊接,分析了焊接接头的显微组织和硬度。
1 试样制备与试验方法
1.1 试样制备
试验用材料为国内某厂提供的C300马氏体时效钢,其化学成分(质量分数/%)为18.0Ni,9.0Co,5.0Mo,0.6Ti,0.1Al,余 Fe,符合 AMS6514G 标准;其冶炼工艺为真空感应炉+真空自耗炉重熔;固溶空冷后其硬度不超过35HRC。焊接试样尺寸为7mm×50mm×100mm,采用AMET型等离子弧焊机进行焊接,小孔型单道焊一次成形,且不加填充金属,直边对接,不开坡口。焊接参数如下:焊接电流180A,焊接速度200mm·min-1,焊接热输入16.5kJ·cm-1。
1.2 试验方法

图1 母材的显微组织Fig.1 OMmorphology(a)and TEMmorphology(b)of base metal
从焊接接头上截取金相试样,研磨抛光后采用体积分数为10%的硝酸酒精溶液腐蚀,然后在DM2500M型正置光学显微镜上观察显微组织;采用VH-5型维氏硬度计测试硬度,加载载荷49N,保载时间10s;从母材上切取厚为0.4mm的薄片,将其研磨至厚约40μm,然后采用MTP-1A型磁力减薄器对其进行电解双喷减薄,减薄液为6%(体积分数)高氯酸乙醇溶液,温度为-25℃,电压为25V,电流为60mA;采用H800型透射电子显微镜(TEM)和S4300型冷场发射扫描电镜(SEM)观察显微组织;采用电镜附带的EDAX Genesis6.0型能谱仪进行成分分析。
2 试验结果与讨论
2.1 母材的显微组织
从图1(a)中可以看出,试验钢母材中的原始奥氏体晶粒粗大,粒径可达0.5mm左右,并且均匀性较差,晶粒内部还包含有大量退火孪晶,不能直接使用,但作为焊接板材在进行焊后处理之后是可以使用的。从图1(b)中可以看出,母材为完全的马氏体组织,并具有很高的位错密度以及位错缠结,其马氏体板条的形貌并不是很典型,所以也有文献称之为块状马氏体[1-2]。
2.1 焊接接头的宏观形貌和显微组织
从图2中可以看出,焊接接头成形均匀,无烧穿与焊瘤缺陷,但是有局部凹陷现象。这是因为在重力、等离子弧力以及液体表面张力的共同作用下,焊缝金属在试样背面下沉凸起,再加上没有填充金属,因此导致正面焊缝金属欠缺,不能完全填满焊缝,从而造成局部凹陷现象。为避免局部凹陷,以后可考虑适当填充金属。
从图3可以看到,焊缝区域呈现出明显的倒喇叭形貌,上宽下窄。这是因为等离子弧热源沿着试样厚度方向形成了上强下弱的温度场,对试样上下区域的熔化程度不同导致的。文献[8]用组合式体积热源作用模型导出的小孔型等离子弧焊接熔池形貌也为倒喇叭形貌,与作者的试验结果一致。

图2 焊接试样表面的宏观形貌Fig.2 Macrographs of the sample surface after welding:(a)front and(b)back
从图3还可以看到,焊接接头以焊缝中心线为对称中心,两侧组织形貌对称分布,呈现出高度的对称性;焊接接头可分为焊缝金属区、固溶区(HAZ1)、时效区(HAZ2)以及母材区,热影响区由固溶区和时效区组成,根据晶粒度的不同可将固溶区分为粗晶区和细晶区;时效区非常明显,常被称为“深色腐蚀区”[7],这是因为在同等腐蚀条件下,这个区域很容易因腐蚀而变黑。
由图4(a~b)可以看出,焊缝区组织为胞状树枝晶。熔融态金属在半熔化区以交互结晶联生长大的方式形核和长大,同时焊接热输入大,熔融态金属温度高,温度梯度大,为柱状晶的形成创造了良好的条件。晶粒沿着最大温度梯度方向结晶长大,最大散热方向垂直于熔合线,因此两侧树枝晶以基本垂直于熔合线的方向同时向熔池内部生长,并在焊缝中心接合,如图4(a)所示。
从图4(c~d)中可以看出,粗晶粒尺寸可达100~200μm,细晶粒为10~50μm。这种晶粒尺寸的变化是个渐变的过程,间接反映出了温度场的分布和变化,越靠近熔合线,被加热的温度也就越高,晶粒也越粗大,越靠近Af(Af为完全奥氏体化的温度)等温线,晶粒越细小。由文献[9]可知,晶粒的长大速度与被加热温度密切相关,随着加热温度的升高,晶粒长大速度呈指数关系迅速增大。另外,在粗大晶粒之间可以看到细小的沟槽,这为部分元素的偏聚区,据文献[6]报道可知,高温下部分元素和杂质易于向晶界迁移偏聚,而偏聚区则易于被腐蚀;无论冷速如何,此区域冷却之后得到的都是硬度约为30HRC的超低碳铁镍马氏体单相组织,抗腐蚀能力较强,在照片上多呈现为浅色,因此有文献称之为“浅色腐蚀区”[7]。
由于时效区距热源中心相对较远,焊接时此区域温度升高得并不多,温度区间为As~Af(As为奥氏体化开始的温度)时,部分马氏体基体组织通过切变机制转变为逆转变奥氏体,并保留至室温,同时此区域经历了时效析出,析出不同类型的金属间化合物,从而使得局部强化,随后的硬度分析也进一步证实了这种强化。此区域为α相+γ相+金属间化合物的复相组织。另外,在晶界间可以清晰地看到大量逆转变奥氏体,如图4(e)所示,这是因为晶界偏聚的合金元素降低了局部区域的As点,从而使其在焊接热源的影响下易于产生逆转变奥氏体。
从图4(f)可以看出,紧靠时效区的母材与图1所示的母材不完全相同,在同等腐蚀条件下,紧靠时效区的母材腐蚀后的颜色比时效区以及图1中原始母材的都要浅。此区域也受到焊接热的影响,但是影响微乎其微,文献[2]将其称为“HAZ3”,同时也指出,在实际中此区域常被认为是未受影响的母材。
2.3 焊接接头的SEM形貌
从图5中可以清楚地看到,新生的焊缝晶粒以熔合区半熔化状态的基体金属晶粒表面为形核表面,并以柱状晶的形态向焊缝中心生长;柱状晶的宽度约为40μm,在柱状晶粒内部分布着大量胞状树枝晶。

图4 焊接接头不同区域的显微组织Fig.4 Microstructure of different zones of welded joint:(a)weld seam;(b)fusion zone;(c)coarse grain zone;(d)fine grain zone;(e)aging zone and(f)base metal zone
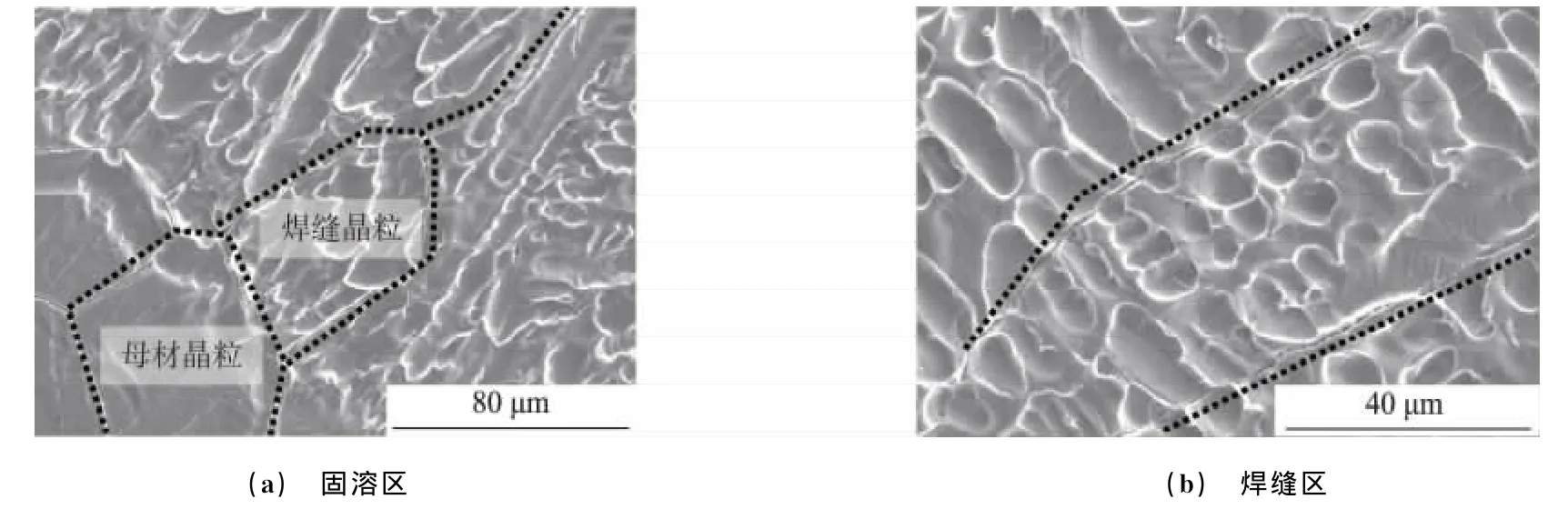
图5 焊接接头的SEM形貌Fig.5 SEMmorphology of welded joint:(a)fusion zone and(b)weld seam zone
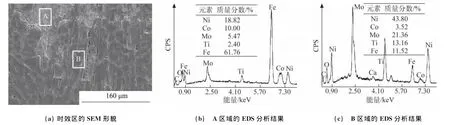
图6 时效区的SEM形貌和EDS分析结果Fig.6 SEMmorphology of aging zone(a)and EDS results of zone A (b)and zone B(c)
从图6可以看到,时效区的形貌为皲裂状;A区域的形貌与成分均与原始母材的接近,并且A区域中钛和钴的含量略高;在B区域中,镍、钼、钛严重偏聚,并且钴含量偏少,这种偏聚比焊缝中的偏聚更加严重,焊缝在凝固过程中产生溶质再分配,部分溶质元素在枝晶以及胞晶末端和晶间产生富集,其再分配过程符合夏尔(Scheil)公式[10],而时效区仅受热源的影响,温度不足以改变晶粒的大小,也无法促进合金元素的扩散。这种“皲裂”形貌在文献[11]中曾报道过,但究竟是什么原因导致了这种形貌和偏聚,还没有文献给出解释,还有待于进一步深入研究。
2.4 焊接接头的硬度
从图7中可以看出,焊缝两侧的硬度分布具有高度对称性,焊缝金属的平均硬度约为320HV。由于受焊接热源的影响,热影响区不同部位发生了再次固溶和时效,因此固溶区的硬度为C300钢在固溶态的硬度,与焊缝的相同,时效区的硬度为该钢在时效态的硬度,硬度峰值出现在时效区的中间区域,即最佳时效区域,约为520HV,而低合金钢焊接接头硬度峰值多出现靠近熔合线的粗晶区[12],这是C300钢焊接接头与低合金钢焊接接头硬度分布显著不同的地方之一。

图7 焊接接头的硬度分布曲线Fig.7 Hardness distribution curves of welded joint
从图7中还可以看出,距表层不同距离的三条硬度曲线上水平区域A的宽度并不完全取决于焊缝宽度,同时也受固溶区宽度的影响。在试验条件下,距表层距离1,3,6mm处的焊缝宽度依次约为8,4,2mm,相应的曲线上水平区域宽度依次约为14,12,10mm。虽然焊缝宽度相差较大,但是硬度曲线上水平区域的宽度相差并不大,因此可以认为固溶区的宽度对水平区域的宽度也有重要影响,而影响固溶区的主要因素是焊接热输入,因此推测认为,焊接热输入对硬度曲线上的水平区域宽度具有重要影响,对此有待通过试验进一步验证。
3 结 论
(1)采用穿孔型等离子弧焊接固溶态C300马氏体时效钢可得到成形良好的焊接接头,但为了避免局部凹陷现象,应适当考虑填充金属。
(2)焊接接头具有高度对称性,可分为焊缝区、固溶区(粗晶区和细晶区)、时效区以及母材;焊缝金属呈倒喇叭形貌,焊缝晶粒依托半熔化的母材晶粒生长;时效区的形貌为皲裂状,在HAZ2中发现皲裂形貌和A、B区域之间成分的巨大差异,即B区域中,镍、钼、钛严重偏聚,钴含量偏少。
(3)焊接接头的硬度峰值出现在时效区,硬度分布曲线上水平区域的宽度取决于焊缝与固溶区的宽度;焊缝、固溶区的硬度与母材的基本相同。
[1]HALL M,SLUNDER C J.The metalllurgy,behavior,and application of the 18%Ni maraging steels[M].Washington,DC:National Aeronautics and Space Administration,1968:69-80.
[2]LANG F H,KENYON N.Welding of maraging steels[M].[S.l.]:Welding Research Council,1971.
[3]蔡其巩,朱静,何崇智.马氏体时效钢的时效结构[J].物理学报,1974,23(3):178-193.
[4]徐玉松,李国一,张伟,等.微量元素对18Ni马氏体时效钢显微组织和力学性能的影响[J].机械工程材料,2011,35(3):32-35.
[5]ZHU F,YIN Y F,FAULKNER R G.Microstructural control of maraging steel C300 [J].Materials Science and Technology,2011,27(1):395-405.
[6]SHAMANTHA C R,NARAYANAN R,IYER K J L,et al.Microstructural changes during welding and subsequent heat treatment of 18Ni(250-grade)maraging steel[J].Materials Science and Engineering:A,2000,287(1):43-51.
[7]TARIQ F,BALOCH R A,AHMED B,et al.Investigation into microstructures of maraging steel 250weldments and effect of post-weld heat treatments[J].Journal of Materials Engineering and Performance,2010,19(2):264-273.
[8]胡庆贤.穿孔等离子弧焊接温度场的有限元分析[D].济南:山东大学,2007:86-87.
[9]徐洲,赵连城.金属固态相变原理[M].北京:科学出版社,2004:55.
[10]余永宁.金属学原理[M].北京:冶金工业出版社,2007:241-245.
[11]SANATKUMAR B S,NAYAK J,SHETTY A N.Influence of 2-(4-chlorophenyl)-2-oxoethyl benzoate on the hydrogen evolution and corrosion inhibition of 18Ni 250grade weld aged maraging steel in 1.0Msulfuric acid medium[J].International Journal of Hydrogen Energy,2012,37(11):9431-9442.
[12]张文钺.焊接冶金学[M].北京:机械工业出版社,1999:194.
