液压摆式直角剪板机设计
2014-09-25张正兵陈道宝陈斌斌
张正兵,陈道宝,陈斌斌
(安徽省三力机床制造股份有限公司,安徽 马鞍山 243104)
0 引言
应用于水下作业的钢板,多采用在普通钢板表面覆盖一层耐腐蚀的不锈钢板制成的复合钢板。该复合钢板通过爆炸焊接后,两边成不规则形状,且钢板两边翘曲,不平整度大。通过普通剪板机无法对两边进行修边剪切。我们采用图1所示方案,通过在钢板两边多次剪切直角,完成了无限长钢板的修边剪切。图2为所用液压摆式直角剪板机,两台对称,其剪切厚度30mm,剪切宽度3200mm,与其垂直的侧刀长度250mm,剪切角度3.5°。

图1 修边剪切方案
1 结构设计
图3为液压摆式直角剪板机左机结构图。主下刀2安装在工作台1上。下侧刀3安装在机架9上,与主下刀垂直,通过机架上螺钉的前进或后退可以调节下侧刀和上侧刀6的刀口间隙。主上刀2和上侧刀固定安装在刀架7上,随刀架一起做摆式剪切。主上刀和上侧刀垂直安装,上侧刀为棱形,角度为主上刀侧面角度83°。为便于使较长且不平整的板料在机床垂直方向不断送给,主上刀和主下刀最小开口为100mm,压料油缸4距下刀片150mm。左右支撑8用以克服侧刀剪切时产生的水平方向分力。
1.1 压料油缸设计。
图4为压料油缸结构图。因压料行程较长,采用传统的柱塞压料缸,通过弹簧回程难以满足要求。压料油缸设计为活塞油缸,其行程大于压料行程约10mm,因回程力不大,上死点位置由活塞杆撞击缸体作机械限位。
1.2 左右支撑的设计
图5为左右支撑结构图。因机器的剪切角为3.5°,剪切板料厚,剪切力度大,反作用在刀架上的侧向力较大。为保证刀架的平稳剪切,在刀架的左右两侧增加了左右支撑用以克服侧向力引起刀架的左右移动。因刀架的摆臂不可能与剪切刃口绝对垂直,左右支撑的球头导柱3和球头4采用了铰接连接方式。蝶形弹簧2,在压盖1的压紧下,用于调整侧向力的大小。
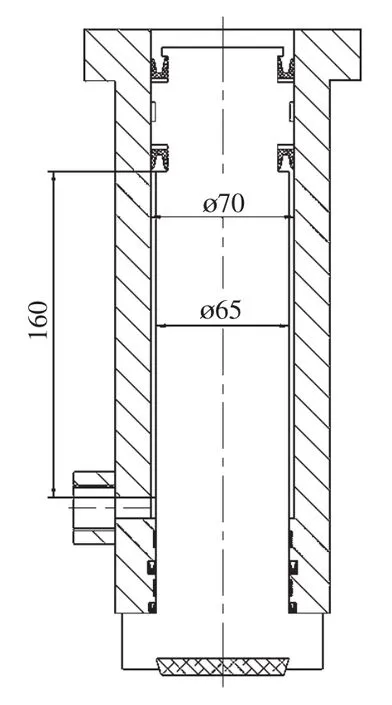
图4 压料油缸结构图
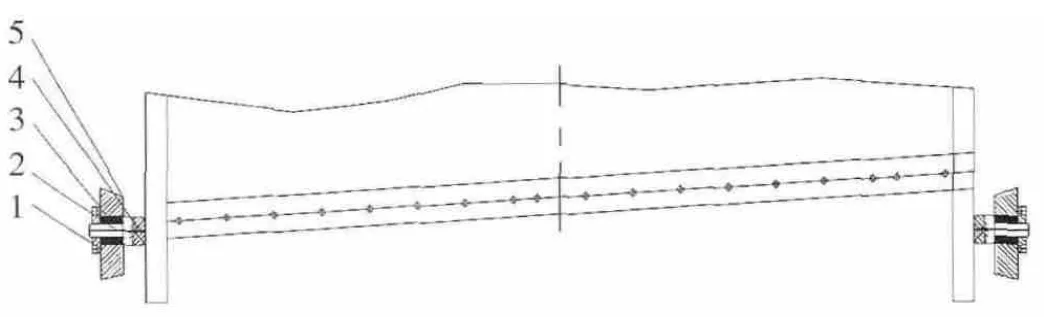
图5 左右支撑结构图
2 液压系统设计
图6为机器液压原理图。因剪切力较大,机器较长,剪切时油缸10a、b组成串联同步油路,保证刀架平稳剪切。两只并联氮气缸14,既可吸收剪切完成后瞬间的液压冲击,又能迅速回程。压料油缸7为柱塞油缸,压紧时由油泵2供油,回程时由蓄能器12供油。阀4为顺序阀,确保先压料、后剪切的动作顺序。阀6为串联油缸的补油阀。蓄能器12的充油动作如下:①关闭截止阀8和截止阀11,动力油进入压料缸,压料缸下行,产生压料力,其大小由溢流阀3调定。②打开截止阀11,压力油进入蓄能器12,压力大小由阀13调定。蓄能器充油完成后,关闭截止阀11,打开截止阀8。
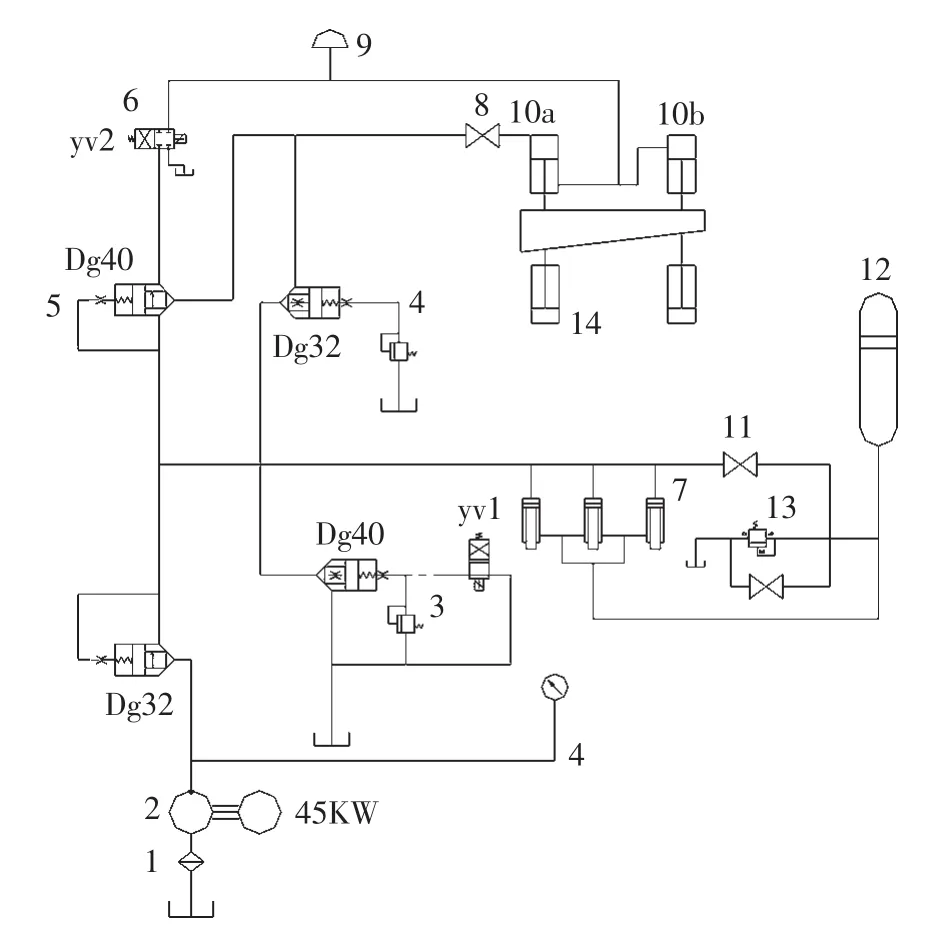
图6 液压原理图
3 结语
液压摆式直角剪板机,采用成熟的剪板机结构,性能稳定可靠。该机器不仅具有普通剪板机的功能,增加了侧刀,又可满足较长板料的修边剪切,在轧钢、锅炉、造船等行业具有较为广阔的应用前景。
[1]沈阳锻压机床厂,济南铸锻研究所,编译.剪板机设计[M].1978.
[2]雷天觉.新编液压工程手册[M].北京:北京理工大学出版社,1998.
[3]陈曼龙.液压摆式剪板机刀片调整方法[J].锻压装备与制造技术,2007,42(1).
[4]毛志强,王 飞.摆式剪板机刀架的有限元分析[J].锻压装备与制造技术,2012,47(1).
