AZ31/7005异种材料填丝GTAW焊接接头的组织与性能
2014-09-14杜红燕李亚江
杜红燕,李亚江
(山东大学 材料液固结构演变与加工教育部重点实验室,济南 250061)
镁合金是迄今为止工程应用中最轻的金属结构材料,被誉为本世纪最具有开发和应用潜力的绿色工程材料。镁合金具有密度小,比强度高,弹性模量大,以及较高的导热和导电性能,无磁性,屏蔽性好和无毒等特点[1]。铝合金密度低,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上得到广泛应用,使用量仅次于钢[2]。
随着镁及镁合金越来越广泛地应用在空间技术、航空、汽车和仪表等工业部门,不可避免地遇到镁合金与铝合金的焊接问题。实现镁合金和铝合金的可靠性焊接,充分发挥两种金属各自不同的优良性能,具有重要的理论意义和实际应用价值,并能够推动镁及镁合金的广泛应用。
近年来,对镁/铝异种金属的焊接性相关研究较多,Somasekharan等[3]研究了变形镁合金 AZ31BH24和半固态铸造镁合金AZ91D与铝合金6061的搅拌摩擦焊及组织结构,焊缝区的组织不同于异种材料的焊缝。德国GKSS研究中心系统地分析了采用搅拌摩擦焊焊接异种金属镁合金和铝合金的情况[4],只有当镁合金作为前进侧时,镁和铝异种接头才能达到低强度接头的80%,韧性达到镁接头的近似30%,但搅拌摩擦焊对焊接参数的要求较为苛刻。封小松等[5]在采用合理的搭接接头和工艺参数下,对镁铝异种金属进行填充式摩擦点焊,获得剪切力高达1865N的焊点,同时发现接头的断裂易发生在焊核与镁母材之间。对3mm厚的铸造镁合金(AM50和AZ31)和铝合金6063进行熔化极惰性气体保护焊(Metal Inert-Gas Welding,MIG)和电子束焊表明[6],镁和铝异种焊接接头很脆,强度较低,加入Sr也没有减少β相。而本课题组李亚江教授等已经进行了镁合金和铝合金的真空扩散焊[7],但是强度只有19.8MPa。Liu等[8]利用Zn为钎料,用电弧作为热源,采用接触反应钎焊的方法实现了镁合金AZ31B和铝合金6061的连接,强度可达20MPa,但钎焊对工件尺寸和形状有特殊要求。尚晶等[9]以 HS201铜焊丝作为填充金属,对AZ31镁合金和6161铝合金进行冷金属过渡搭接焊,接头的抗剪强度最大达到27.9MPa,断裂全部发生在镁铜侧熔合区。柳绪静等[10]分别采用钨极氩弧焊(Gas Tungsten Arc Welding,GTAW )和激光-GTAW复合热源填加镁或铝焊丝焊接镁、铝异种金属,并对两种热源的焊接接头进行对比分析表明,由于金属间化合物层的连续分布,普通GTAW热源镁铝接头界面处开裂导致连接失效,激光和氩弧焊复合热源的焊接速率快、搅拌作用明显,使得焊后接头中镁铝金属间化合物变为不连续的弥散分布状态,接头性能明显改善。
采用GTAW方法进行焊接,在不添加焊丝的情况下,接头处易形成金属间化合物层[11,12],影响其接头性能。从目前的报道可知,不管是传统的惰性气体钨极氩弧焊(Tungsten Inert Gas Arc Welding,TIG),还是先进的激光焊,不管是改变工艺,还是填加其他材料作为中介,都是从添加阻止生成脆性相的元素、改变金属间化合物的存在状态两个方面来改善接头性能。本工作对AZ31/7005异种材料填加铝硅合金焊丝进行GTAW焊接,避免接头处高脆硬金属间化合物的产生,从而提高接头性能。
1 实验材料与方法
实验用母材为AZ31镁合金和7005铝合金,板厚为2.5mm,GTAW焊丝为ER4043和ER4047。母材和焊丝的化学成分见表1。
实验前用砂纸去除AZ31,7005铝合金及焊丝表面的氧化层。焊接工艺参数见表2。焊后用线切割垂直于焊缝切取试样,试样AZ31侧熔合区采用5%硝酸酒精溶液进行腐蚀,焊缝及7005侧熔合区采用氢氟酸、盐酸和硝酸(体积比2∶3∶5)的混合溶液进行腐蚀。
采用金相显微镜(OM)和扫描电镜(SEM)以及电子探针显微分析仪(EPMA)对AZ31/7005焊接接头的组织结构进行观察,采用显微硬度计测量AZ31/7005接头附近各区域的显微硬度。

表1 AZ31镁合金、7005铝合金及焊丝的化学成分(质量分数/%)Table 1 Chemical composition of AZ31,7005alloys and welding wire(mass fraction/%)

表2 GTAW焊接工艺参数Table 2 Processing parameters for GTAW
2 实验结果与分析
2.1 焊接接头的宏观形貌
实验获得焊缝连续、平整、无明显焊接缺陷,正面呈现黑色,但背面成形较差的接头。采用ER4043焊丝和表2中的焊接工艺参数焊接,焊缝背面出现未熔合;在实验过程中,采用ER4047焊丝和表2中No.1的焊接参数焊接,焊缝表面同样出现未熔合;然而采用ER4047焊丝和表2中No.2的焊接参数,焊缝背面出现下塌现象,且靠近AZ31侧母材处有气孔。同样焊丝不同焊接参数,组织结构变化不大。结合焊接工艺参数分析,背面产生未熔合是由于焊接电流过小,熔池冷却速率过快,使焊缝金属未充分结合在一起。而焊缝背面出现下塌是由于焊接电流大,焊接速率低,焊缝金属熔化过快。正面呈现黑色,是氩气流量过小,保护气体保护不良所致。焊缝弥散分布大量气孔,一是由于母材和焊丝表面的水分及油污等外部环境,二是氩气流量太小。采用大电流配合较高焊速,尽量采用小线能量,减少氢的溶入;充分保证根部熔化,以利于根部氧化膜上的气泡上浮,对于减少气孔有一定效果[13]。因此,采用合适的焊接参数,能够获得表面成形良好的焊缝。
2.2 焊接接头的显微组织
2.2.1 AZ31侧熔合区的微观组织特征
图1是采用ER4043焊丝获得的AZ31侧区域的显微组织形貌,图1(a)是AZ31侧焊缝区与AZ31母材附近热影响区的显微组织形貌,可以看出靠近熔合区附近的AZ31母材晶粒细小,远离熔合区附近的AZ31显微组织基本没有变化。焊缝和母材之间存在焊缝金属半熔化凝固形成的结晶区,靠近AZ31母材没有明显的结晶组织形态,与熔化结晶组织紧密地结合在一起;该区域靠近焊缝中心为树枝状晶,向焊缝延伸。熔合区与AZ31母材之间存在一条明显的组织分界线。
图1(b)所示为AZ31侧熔合区的显微组织形貌。根据结晶形态,将该区域分为未结晶区、树枝状晶区和柱状晶区,在树枝状晶区有许多黑色块状物。未结晶区组织呈扇状,组织间比较紧密,而树枝状晶区组织与未结晶区组织末端啮合在一起,树枝状晶之间有较大间隙,分布着其他组织,如图1(c)所示。AZ31母材主要是由α-Mg和γ-Mg17Al12共晶组织组成[14],熔合区组织明显不同于母材,呈白亮状,垂直于母材向焊缝区生长。
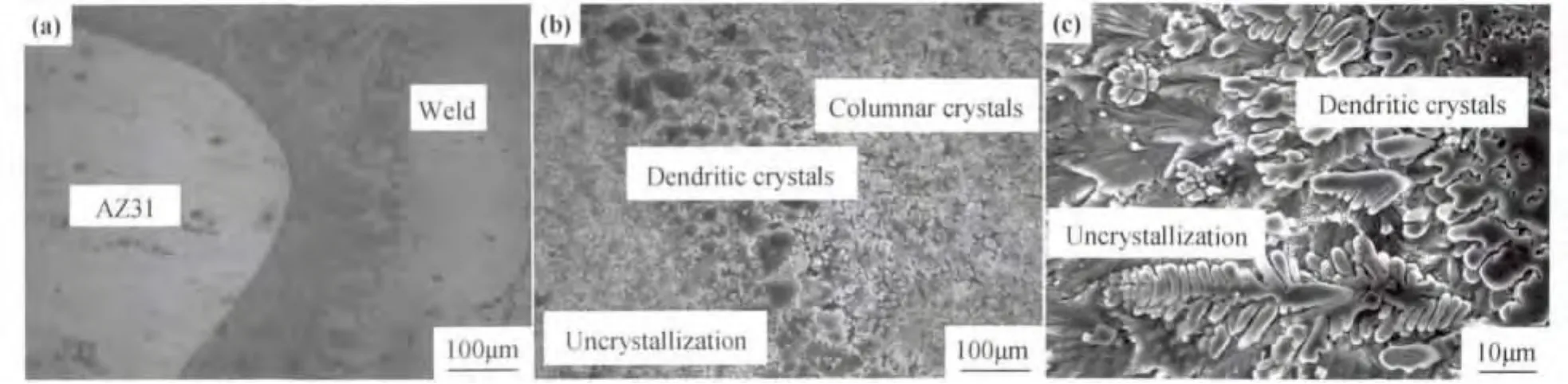
图1 AZ31侧熔合区的显微组织(ER4043) (a)AZ31侧焊缝区与AZ31母材附近热影响区的显微组织形貌;(b)AZ31侧熔合区的显微组织形貌;(c)熔合区扫描电镜图像Fig.1 Microstructure of fusion zone near AZ31(ER4043) (a)microstructure of weld zone and heat affected zone near AZ31;(b)fusion zone near AZ31;(c)SEM image of the fusion zone
图2是采用ER4047焊丝获得的AZ31侧熔合区的微观组织形貌,图2(a)是AZ31侧熔合区与AZ31母材附近热影响区的显微组织形貌,图2(b)为Mg侧熔合区显微组织形貌,与图1相比,熔合区也分为三个晶区,但树枝状晶区的晶间析出物明显增多,柱状晶区组织紧密,基本无晶间析出物,如图2(c)所示。
与采用ER4043焊丝获得的接头组织对比分析表明,采用ER4043焊丝获得的树枝状晶区黑色块状物明显减少。从合金元素固溶度及焊丝成分分析可得,Si在Mg中的固溶度为0.03%,ER4043的Si含量为5%(质量分数,下同)左右,而ER4047中Si含量为12%左右,树枝状晶区黑色块状物为Si和Mg2Si相组织。从焊接过程分析,树枝状晶区比其他区域晶间析出物多,组织比较复杂,这与焊接时焊接熔池的搅拌有关,主要由于偏析造成。

图2 AZ31侧熔合区的显微组织(ER4047) (a)AZ31侧熔合区与AZ31母材附近热影响区的显微组织形貌;(b)Mg侧熔合区的显微组织形貌;(c)熔合区扫描电镜图像Fig.2 Microstructure of fusion zone near AZ31side(ER4047) (a)microstructure of fusion zone and heat affected zone near Mg;(b)fusion zone near Mg;(c)SEM image of the fusion zone
2.2.2 焊缝的组织特征
图3(a)为采用ER4043焊丝获得的焊缝显微组织形貌,AZ31侧的焊缝为粗柱状晶,7005侧的焊缝为细柱状晶,粗细晶区有明显分界线。结合宏观形貌分析,采用ER4043焊丝焊接电流小、速度快、冷却慢是造成在焊缝中心形成分界的原因。图3(b)为采用ER4047焊丝获得的焊缝显微组织形貌,为柱状晶区。焊缝主要由柱状晶组成,存在少量的气孔和夹渣,对比AZ31侧和7005侧熔合区,焊缝的晶间析出物较少,比ER4043焊丝获得焊缝的晶间析出物多。
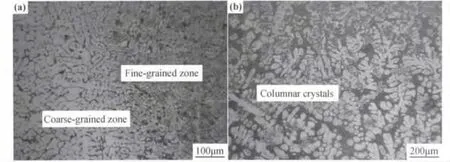
图3 焊缝的显微组织 (a)ER4043;(b)ER4047Fig.3 Microstructure of welding (a)ER4043;(b)ER4047
2.2.3 7005侧熔合区的组织特征
相较于镁侧熔合区,铝侧熔合区由于采用的焊丝成分与7005铝母材相近,结晶过程中偏析现象不明显,组织性能较为接近。图4为7005铝母材侧熔合区显微组织,可以看出,铝合金母材和焊缝间有一个明显的夹渣区,且ER4047焊丝焊接熔合区的夹渣比ER4043焊丝的熔合区夹渣多,这与焊丝中Si,Mn,Zn含量高有关。铝侧焊缝的晶粒比铝母材细化,主要是由于焊丝中含有少量微合金化元素。由图4(a)可见,在铝侧熔合区出现深色圆球,观察宏观形貌可知深色圆球为气孔。由于保护气体氩气中含少量的水分、焊材表面氧化膜吸附水分、母材和焊丝本身固溶的氢,都容易导致焊缝中产生氢气孔;同时由于7005铝母材本身固溶的氢,造成铝母材中气孔的存在,熔化的铝母材主要作用于熔合区和近铝侧焊缝区,液态铝能溶解大量的氢,在凝固点时氢从0.69mL/100g降至0.036mL/100g,相差近20倍,在急速冷却过程中,铝侧熔合区金属先凝固,固态金属阻挡了气泡的逸出,导致氢气孔的产生。综上可知,图4(a)中深色圆球为氢气孔。

图4 7005侧熔合区显微组织 (a)ER4043;(b)ER4047Fig.4 Microstructure of fusion zone near 7005side (a)ER4043;(b)ER4047
2.3 ER4047焊接接头AZ31侧熔合区线成分分析
焊接接头Mg侧熔合区附近的元素分布对于焊接接头的性能具有重要影响。因采用ER4043和ER4047焊丝焊接获得的Mg侧熔合区显微形貌差别不大,仅利用电子探针显微分析仪(EPMA)对采用ER4047焊丝获得Mg侧熔合区显微组织进行线成分分析,如图5所示。
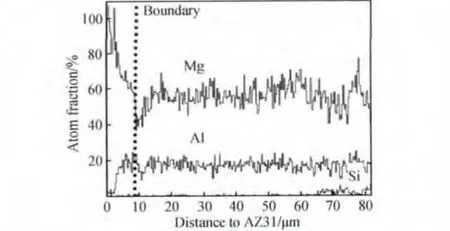
图5 AZ31侧熔合区成分分布Fig.5 Composition distribution of the fusion zone near AZ31side
由图5可见,Mg元素从母材到熔合区呈现逐渐下降趋势,而Al元素呈现逐渐上升的趋势,在距离测试点10μm左右至60μm时,Mg,Al元素的浓度基本没有变化,说明该区域形成了相对稳定的金属化合物相,成分大体为Mg-26%(原子分数)Al,结合Mg-Al二元合金相图分析,该区域应为α-Mg固溶体+β-Al12Mg17的共晶组织和β-Al12Mg17。在距离测试点65μm左右时,Si元素成分有上升趋势,且在该区域Mg元素突然增加,说明黑色块状物为Si与Mg2Si相组织。通过线成分分析可知,熔合区组织主要为α-Mg固溶体+β-Al12Mg17的共晶组织、β-Al12Mg17、Mg2Si相组织、Al4Si相组织和部分初晶Si。然而有研究者对3mm厚的铸造Mg合金和Al合金的MIG焊,分别采 用 Al-1050,Al-4043,Al-10% (质量分数)Sr 和AZ92作为焊丝电极,焊接接头用很小的力就可以掰断。通过光学显微镜和扫描电镜观察以及能谱分析可知,熔合线附近出现了共晶组织,而熔合区中心的组织主要是β-Mg17(Al,Zn)12[6]
2.4 焊接接头的显微硬度
镁铝异种金属之间的焊接,关键是控制金属间化合物,降低接头脆硬倾向,改善力学性能。采用DHV-1000型显微硬度计对金相试样进行硬度测试,加载载荷为0.51N,加载时间10s,点距为50μm。从AZ31母材经焊缝到7005母材,显微硬度测定值见图6。采用ER4043焊丝焊缝区近镁侧显微硬度值为40~80HV,低于7005铝母材的硬度。采用ER4047焊丝焊缝区近镁侧显微硬度值为60~90HV,硬度值出现了一定的不均匀现象,但均处于较低的水平。

图6 焊缝显微硬度分布 (a)ER4043;(b)ER4047Fig.6 Microhardness distribution in the weld zone (a)ER4043;(b)ER4047
金属间化合物主要产生在镁侧熔合区和镁侧焊缝区,由图6(a)可见,采用焊丝ER4043,镁侧熔合区硬度比AZ31母材硬度低,没有β-Al12Mg17脆性相产生,结合Mg-Al二元合金相图和线扫描分析可知,Si元素与Mg元素、Al元素形成共晶组织,减少了镁铝金属间化合物的产生,降低了镁侧熔合区的硬度。由图6(b)可见,采用焊丝ER4047,熔合区硬度比母材高,与图6(a)比较可知,Si除了以共晶组织形态存在外,还以初晶Si形态存在,明显提高了熔合区的硬度。在整个焊缝区没有高硬度脆性相出现,说明Si元素的添加,改变了金属间化合物的存在状态。ER4043焊丝获得的焊缝,用手轻轻就可掰断,断裂出现在镁侧熔合区,这主要是由于镁侧熔合区出现软化现象,降低了接头的力学性能。Shang等[15]填充ER4043对AZ31B镁合金和6061铝合金进行冷金属过渡搭接焊,断裂也出现在了镁侧熔合区,属于脆性断裂。
以上可以看出,焊缝区和母材区的硬度相差不大,焊缝的硬度略微高于AZ31母材的硬度,基本是在80HV左右波动,黑色析出物的硬度较低,硬度值在60HV波动。在焊缝区,一方面硅元素的添加影响组织,使晶粒显著细化,显微硬度提高;另一方面以固溶态存在的Mg,A1,使其显微硬度降低。在上述两种因素的综合作用下,使得焊缝区的显微硬度和AZ31母材区差别不大。
3 结论
(1)采用ER4043和ER4047焊丝,可以实现AZ31镁合金与7005铝合金的填丝GTAW焊接,获得表面成形良好的焊缝,采用ER4047焊丝获得的焊缝组织析出相较多,硬度较高,接头的性能更优良。
(2)接头靠近AZ31侧焊缝区和7005侧焊缝区出现明显的差异,Mg侧熔合区是接头力学性能的薄弱区,组织为Mg17Al12+Mg共晶体组织。由凝固时的过冷度不同造成结晶状态的差异,分为三个晶区:未结晶区、树枝状晶区和柱状晶区。
(3)焊缝区和母材区的硬度相差不大,焊缝的硬度略微高于母材的硬度,基本是在80HV左右波动,黑色析出物的硬度较低,硬度值在60HV波动。添加ER4043和ER4047焊丝获得的焊接接头组织硬度值较小,未出现高硬度脆性相。
[1]祁庆琚.镁合金的研究进展[J].上海有色金属,2005,26(1):43-44.QI Qing-ju.Progress of research work on magnesium alloys[J].Shanghai Nonferrous Metals,2005,26(1):43-44.
[2]黄伯云.我国有色金属材料现状及发展战略[J].中国有色金属学报,2004,14(1):122-127.HUANG Bai-yun.Status and developing strategy for China’s nonferrous metal materials industry[J].The Chinese Journal of Nonferrous Metals,2004,14(1):122-127.
[3]SOMASEKHARAN A C,MURR L E.Microstructure in frictionstir welded dissimilar magnesium alloys to 6061-T6aluminum alloy[J].Materials Characterization,2004,52(1):49-64.
[4]ZETTLER R.Dissimilar Al to Mg alloy friction stir welds[J].Advanced Engineering Materials,2006,8(5):415-421.
[5]封小松,郭立杰,苗玉刚,等.镁/铝异种金属填充式摩擦点焊接头特性[J].焊接学报,2013,34(11):41-44.FENG Xiao-song,GUO Li-jie,MIAO Yu-gang,et al.Joint characteristics of refill friction spot welding of magnesium/aluminium dissimilar metals[J].Transactions of the China Welding Institution,2013,34(11):41-44.
[6]BEN-ARTZY A,MUNITZ A,KOHN G,et al.Joining of light hybrid constructions made of magnesium and aluminum alloys[A].Magnesium Technology[C].Seattle,Washington:TMS,2002.295-302.
[7]LIU Peng,LI Ya-jiang,GENG Hao-ran,et al.A study of phase constitution near the interface of Mg/Al vacuum diffusion bonding[J].Materials Letters,2005,59(16):2001-2005.
[8]LIU Li-ming,TAN Jin-hong,LIU Xu-jing.Reactive brazing of Al alloy to Mg alloy using zinc-based brazing alloy[J].Materials Letters,2007,61(11-12):2373-2377.
[9]尚晶,王克鸿,田宏军.冷金属过渡搭接焊镁铝异种金属接头组织及性能[J].焊接学报,2011,32(12):41-45.SHANG Jing,WANG Ke-hong,TIAN Hong-jun.Study on cold metal transfer welded lap joints of Mg/Al dissimilar metals[J].Transactions of the China Welding Institution,2011,32(12):41-45.
[10]柳绪静,刘黎明,王恒,等.镁铝异种金属激光-TIG复合热源焊焊接性分析[J].焊接学报,2005,26(8):31-34.LIU Xu-jing,LIU Li-ming,WANG Heng,et al.Microstructure of laser-TIG hybrid welding joint of dissimilar metals of Al and Mg[J].Transactions of the China Welding Institution,2005,26(8):31-34.
[11]SCHUBERT E,KLASSEN M,ZERNER T,et al.Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry[J].Materials Processing Technology,2001,115(1):2-8.
[12]LU L,ZHANG Y F.Influence of process control agent on interdiffusion between Al and Mg during mechanical alloying[J].Alloys and Compounds,1999,290(1-2):279-283.
[13]王立跃,徐道荣.ME20M和AZ31镁合金手工TIG焊接头缺陷分析[J].现代焊接 ,2010,(11):32-35.WANG Li-yue,XU Dao-rong.Analysis on defects of manual TIG welding to ME20Mand AZ31alloys[J].Modern Welding Technology,2010,(11):32-35.
[14]李亚江,刘鹏,王娟,等.Mg/Al异种材料脉冲TIG焊接头的组织结构[J].焊接学报,2006,27(9):39-42.LI Ya-jiang,LIU Peng,WANG Juan,et al.Microstructure of EMP-TIG welded Mg/Al dissimilar metal joint[J].Transactions of the China Welding Institution,2006,27(9):39-42.
[15]SHANG Jing,WANG Ke-hong,ZHOU Qi.Microstructure characteristics and properties of Mg/Al dissimilar metals made by cold metal transfer welding with ER4043filler metal[J].Rare Metal Materials and Engineering,2013,42(7):1337-1341.
