张力辊组打滑现象分析及解决措施
2014-09-03翁崇滨
翁崇滨
(亚洲铝业(中国)有限公司 生产部, 广东 肇庆 526238)
张力辊组打滑现象分析及解决措施
翁崇滨
(亚洲铝业(中国)有限公司 生产部, 广东 肇庆 526238)
打滑是铝带材拉弯矫生产线中张力辊组常见的问题之一,本文根据生产线在调试和生产过程中遇到的打滑现象进行分析,总结出造成打滑的多种原因,并提出相应的有效解决措施。
拉弯矫生产线; 张力辊组; 打滑; 解决措施
0 前言
作为铝带材拉弯矫生产线的重要设备之一,张力辊组的稳定运行决定着产线产品质量。打滑是张力辊组最常见的问题,打滑会导致带材擦伤,影响产品质量,另外会对传动设备造成恶劣影响,甚至损坏传动设备。本文根据某公司现场德国SMS拉弯矫生产线在调试和生产过程中出现的打滑现象进行分析和总结,并提出合理化建议。
1 张力辊组打滑现象分析
1.1 张力辊组的张力放大倍数
张力辊组的张力放大是通过每根张力辊的包绕效应获得的。包绕在某个辊子上的带材会受到一定张力作用,而带材与辊面之间的摩擦力有一最大值,当辊子受到的张力超过辊面与带材之间的摩擦力将会产生打滑[1]。此时张力放大倍数满足欧拉公式:
F0=F1eμθ
(1)
式中F0—入口张力,N;F1—出口张力,N;μ—带材与张力辊间的摩擦系数;θ—带材在张力辊上的包角,近似0.664π。
相邻两个张力辊间的最大张力之比为:
K=F0/F1=eμθ
(2)
式中K—张力辊放大倍数。
生产线张力辊摩擦系数μ=0.125,则K=e0.125×0.664π≈1.68。
入口段张力辊与出口段张力辊相邻辊子之间张力分别呈约1.68倍的递增和递减的关系,在入口段出口和出口段入口张力达到最大。
1.2 打滑现象分析
打滑可分为物理性打滑和控制性打滑两种。
1.2.1物理性打滑
由欧拉公式可知,张力辊组的递增倍数取决于张力辊的辊面摩擦系数和设计包角,由于设计包角已经固定,所以张力辊组的物理性打滑多是由于张力辊的摩擦系数变小引起,而导致辊面摩擦系数变小有多个原因。
首先,张力辊辊面材料多选用聚胺脂,而铝带材表面的铝灰在生产过程会吸附在辊面上,使得辊面变得光滑,带材与辊面的摩擦系数变小,最终使两个张力辊之间无法满足相应的递增倍数,从而导致张力辊组打滑。打滑使得带材表面与辊面存在相对滑动,导致更多的铝灰附着在辊面上。针对此种现象,分厂每周二、周五都要清洁张力辊组,防止由于铝灰附着辊面引起的打滑。
其次,带材的运行速度对带材与辊面间摩擦系数的影响。当带材在较高速度下运行时,受到与速度平方成正比的离心力的影响,带材与辊面间夹入空气层,使得带材与辊面的实际包角和摩擦系数都减小。对于此种情况,常用的方法是在张力辊处加压辊,通过控制压辊压力来控制带材在包角处的打滑,如图1所示。
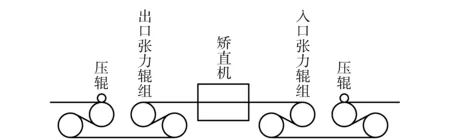
图1 张力辊组加压辊
最后,产线为防止矫直机工作辊磨损,在生产过程中会喷D30进行润滑,但在高速时,D30挥发不及时,随着带材进入出口张力辊组,使得带材与张力辊辊面摩擦系数减小,导致出口张力辊组打滑。此种情况则需要在矫直机出口增加风刀,吹干D30,高速时还需要对干燥风进行加热。
1.2.2控制性打滑
(1)张力辊组负载分配不当。调试期间张力辊组控制主要是以出口1#张力辊的速度为基准,其他张力辊电机将速度环饱和,同时给定与速度基准电机相同的转矩比率进行转矩控制,从而达到张力控制目的,得到理想的带材屈服强度。这一控制方式会存在较大的速度差,容易引起打滑,磨损辊面,损伤带材。
后来张力辊组改用速度控制模式,仍以出口1#张力辊的速度为基准,其他张力辊电机按照一定的速度给定进行速度控制,其他电机则给定100%转矩比率作为转矩限幅。
矫平带材所需要的延伸率一般需要考虑带材的板形和弹性恢复量,延伸率表示为:

(3)
式中ε—延伸率,%;V1—入口张力辊的速度,m/min;V2—出口张力辊的速度,m/min。
ε主要通过改变出入口张力辊速度差来进行控制,在实际生产中ε=0.2~0.5%即可以达到很好的延伸率控制的矫直效果。
带材在矫平过程中,随着来料性能和矫直过程中各种参数的波动,延伸率也会发生相应的变化,而保持延伸率的稳定对带材获得良好的平直性和均匀的性能都是十分重要的。生产线采用延伸率闭环控制原理,通过电机编码器测得的实际速度计算出实际延伸率εact,结合设定延伸率εset,经过PLC内部PID调节器计算出延伸率偏差值Δε,并以出口电机的实际速度V2为基准,计算得到入口电机的速度给定值,控制原理框图见图2。

图2 延伸率闭环控制原理
(2)矫直机矫直辊包角不够。在实际生产过程中,由于矫直机的反弯曲辊组能力有限,所以前两组弯曲辊压下量不能过大,这就要求张力辊组承受更多的负载,当线速度提升至200 m/min,负载要求增大,张力辊组就会出现打滑现象,为解决打滑问题,同时张力辊组的放大倍数已无法改变,只能在工艺允许范围内增加开卷张力及卷取张力。
2 打滑造成的影响
首先,由于打滑,带材与张力辊辊面会存在相对滑动,造成带材表面擦伤,对产品质量造成很大影响,严重时导致卷材报废。
其次,张力辊组打滑使辊面吸附大量的铝灰,辊面变得光滑,摩擦系数减小,当生产厚料打滑严重时会造成张力辊脱胶,需要对辊面重磨,从而缩短了辊子寿命,增加成本。
最后,张力辊组打滑使电机处于自动调节状态,导致转矩一直在波动,张力的波动使张力辊传动装置过载或承受动载荷,加快传动装置的磨损从而缩短其使用寿命。
3 结束语
张力辊经过长时间的使用不可避免地会发生磨损,当辊面粗糙度小于4Ra时则需要对辊面进行重磨,这样辊径就会变化,针对此种情况,在操作台上增加张力辊实际辊径输入画面,保证控制精度。张力辊组在操作手和设备人员的共同维护下,最大限度的发挥了自身能力,且没出现打滑现象,保证产线的稳定运行。
[1] 尹欣.带钢系统张力辊组打滑现象分析及处理[J].中国科技信息,2011,(9):125,150.
AnalysisandSolutionofSlippingProbleminTensionBridleRolls
WENG Chong-bin
(Production Department, Asia Aluminum (China) Co., Ltd. Zhaoqing 526238, China)
Slipping is one of the common problems in the tension bridle rolls of aluminium stripe tension levelling line. This article analyzes the slipping problem in the commissioning and production process, and summarizes many kinds of reasons which cause the slipping problem, then puts forward the corresponding effective solutions.
tension levelling line; tension bridle rolls; slipping; solution
2013-11-16
翁崇滨(1986-),男,广东汕头人,助理工程师,大学本科,主要从事自动控制程序设计与应用。
TG335.21
A
1003-8884(2014)02-0049-02
