基站天线无源互调干扰的分析与预防
2014-09-01范颂东
范颂东
(京信通信系统(广州)有限公司,广东 广州 510663)
基站天线无源互调干扰的分析与预防
范颂东
(京信通信系统(广州)有限公司,广东 广州 510663)
随着移动通信的高功率多通道的发展,无源互调已成为移动基站天线性能的重要参数,无源互调干扰直接影响通信的质量。现介绍了移动基站天线中无源互调产生的原因,对其进行分析,并从结构设计、加工工艺等方面提出改善的方法。
基站天线;无源互调;电化学腐蚀
0 引言
移动通信基站天线是手机用户用无线与基站设备连接的信息出入口,是载有各种信息的电磁波能量转换器。无源互调(Passive Inter Modulation,PIM)是移动基站天线的一个重要参数,无源互调干扰(PIMI)信号使得移动通信基站的覆盖范围减小、通信信号丢失、语音质量下降、系统容量受限等。因此我们有必要对无源互调干扰进行分析研究,做到提前预防和排除,减少它对基站天线性能的影响。
本文主要从产品材料选择、结构设计、加工工艺方面进行分析和改善,减小无源互调的影响,以期获得低互调的天线产品。
1 无源互调产生的原因
无源互调是指由无源部件的固有非线性特性引起的电磁干扰,基本的PIM现象是由电流流过非线性部件产生的,在通信系统中基本上有2种无源非线性:材料非线性和接触非线性。前者指具有非线性特性的材料,后者指具有非线性电流/电压行为的接触,如松动、氧化和腐蚀等金属连接,因此基站特性中无源互调的产生不仅与材料特性、涂覆材料特性、结构形式有关,还与成型工艺质量有关。
基站天线结构中有同轴电缆、射频连接器、滤波器、功分器、多种不同材质的金属零件,压铸、拉挤、机加等不同的成型工艺,天线装配过程存在的固定连接、焊接,操作环境中的灰尘、油污等,这些都有可能产生固有的非线性。
2 基站天线无源互调分析及预防
在基站天线中,材料选择、结构设计的受力分布、连接紧密性、电镀工艺和零件成型工艺质量等方面对无源互调都有影响。
2.1 材料对无源互调的影响及预防
材料对无源互调的影响主要有:(1) 铁磁和碳纤维材料对无源互调的影响。铁磁材料(如钢铁、镍、钼等含磁性的材料)导磁率变化造成的非线性。碳纤维材料(如玻璃钢)存在非线性电阻系数。(2) 两接触元件材料间的电位差过大对无源互调的影响。当两种不同金属互相接触后,逸出功较小的金属由于失去电子而增高电势,逸出功较大的金属由于增加电子而降低电势,两者之间就呈现出电位差。两种或两种以上不同电极电位的金属处于腐蚀介质内相互接触而引起的电化学腐蚀,又称接触腐蚀或双金属腐蚀。发生接触腐蚀时,电极电位较负的金属通常会加速腐蚀,而电极电位较正的金属的腐蚀则会减慢。
表1为常温下的金属标准电化学电位系列。
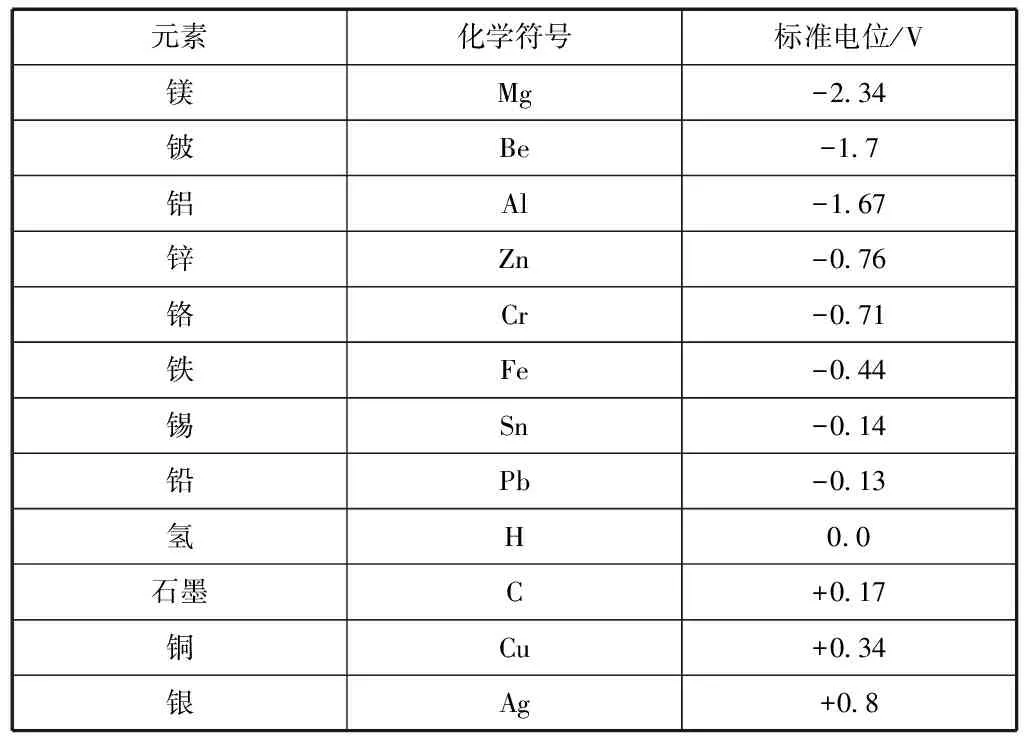
表1 常用金属标准电化学电位系列(温度为25 ℃)
为防止接触腐蚀,应选择在工作环境下电极电位尽量接近的金属作为相接触的电偶对;减小较正电极电位金属的面积,尽量使电极电位的金属表面积增大;尽量使相接触的金属电绝缘,并使介质电阻增大。
2.2 结构设计对无源互调的影响及预防
2.2.1 天线结构
图1为某基站天线结构示意图。天线总体安装方式为:底板与支承座、角板采用螺栓固定连接在一起,支承座又与天线罩、安装板采用螺栓固定连接在一起,形成整体结构。从电磁角度来说,支承座布置在底板背面,射频电流密度很小,对互调的影响不是主要因素,但产品互调检测时却在支承座的部位发现有较大的影响,这说明一些不规则的变形会造成电气元件的接触非线性,从而产生无源互调干扰。从图1可知,支承座是连接天线内外部结构的主要零件。下面以底板、天线罩及其组成的安装界面为对象,针对支承座的结构设计和受力分析其对无源互调的影响。
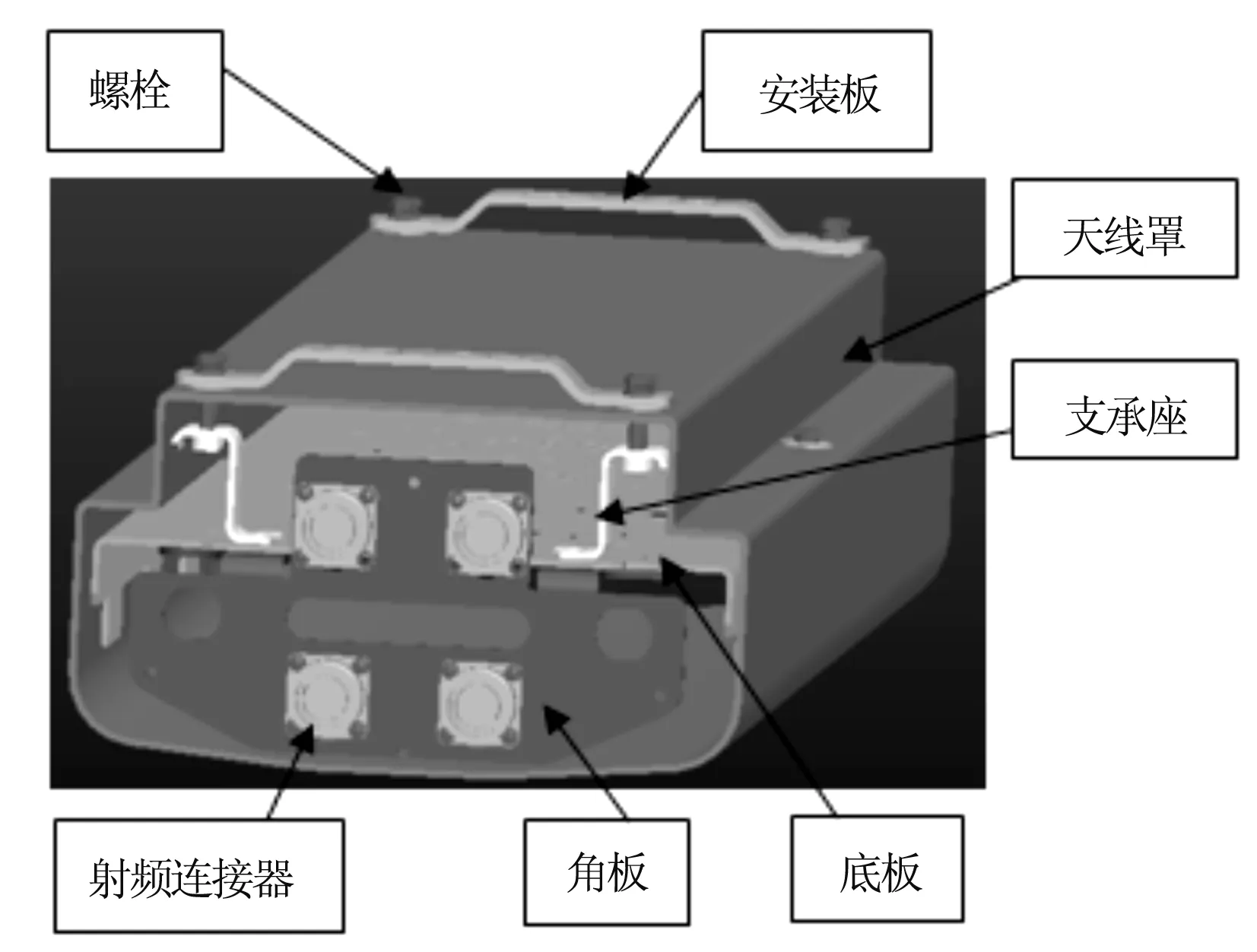
图1 某基站天线结构
2.2.2 支承座力学分析
一般支承座的结构形式如图2所示。从图2可知,支承座与天线罩侧和底板侧安装平面间的平行度取决于折弯角度的选择(折弯后回弹的补偿是否合适)和材料厚度的差异及材料的塑性。折弯机折弯一般采用单工序成型,折弯角度在±0.5°范围内是正常的,天线罩侧安装面相对于底板侧安装面的折弯角度正常可以达到±1°,在天线罩侧平行度可以达到±0.4 mm。按照此值,对支承座的天线罩一侧安装面预置相对于底板侧安装面的平行度为0.4 mm(仅考虑单方向的变化),安装界面力学分析的边界条件如图3所示,结果如图4(应力图)和图5(位移图)所示。
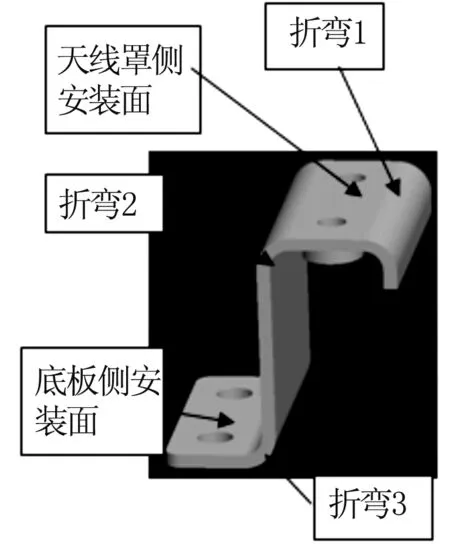
图2 支承座结构形式
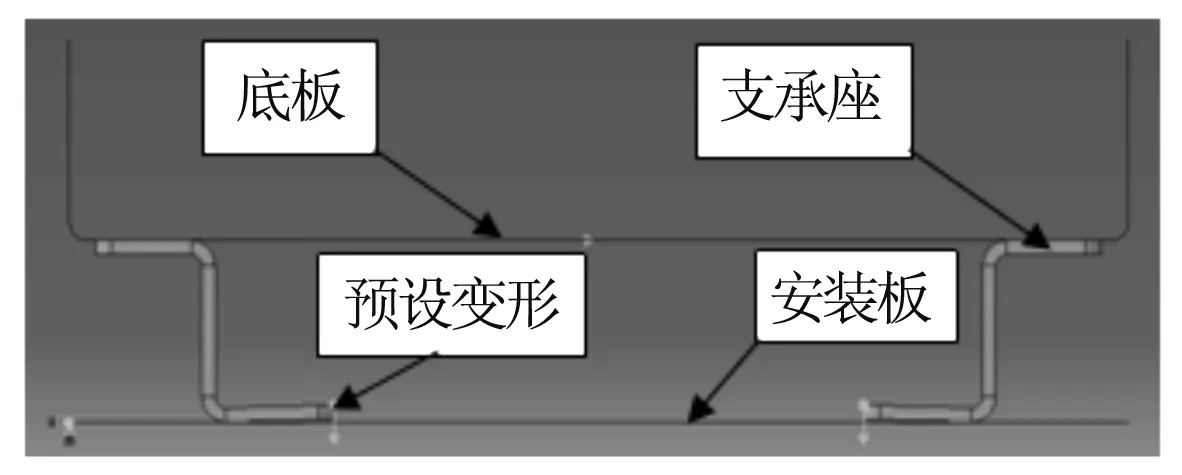
图3 支承座与底板的边界条件
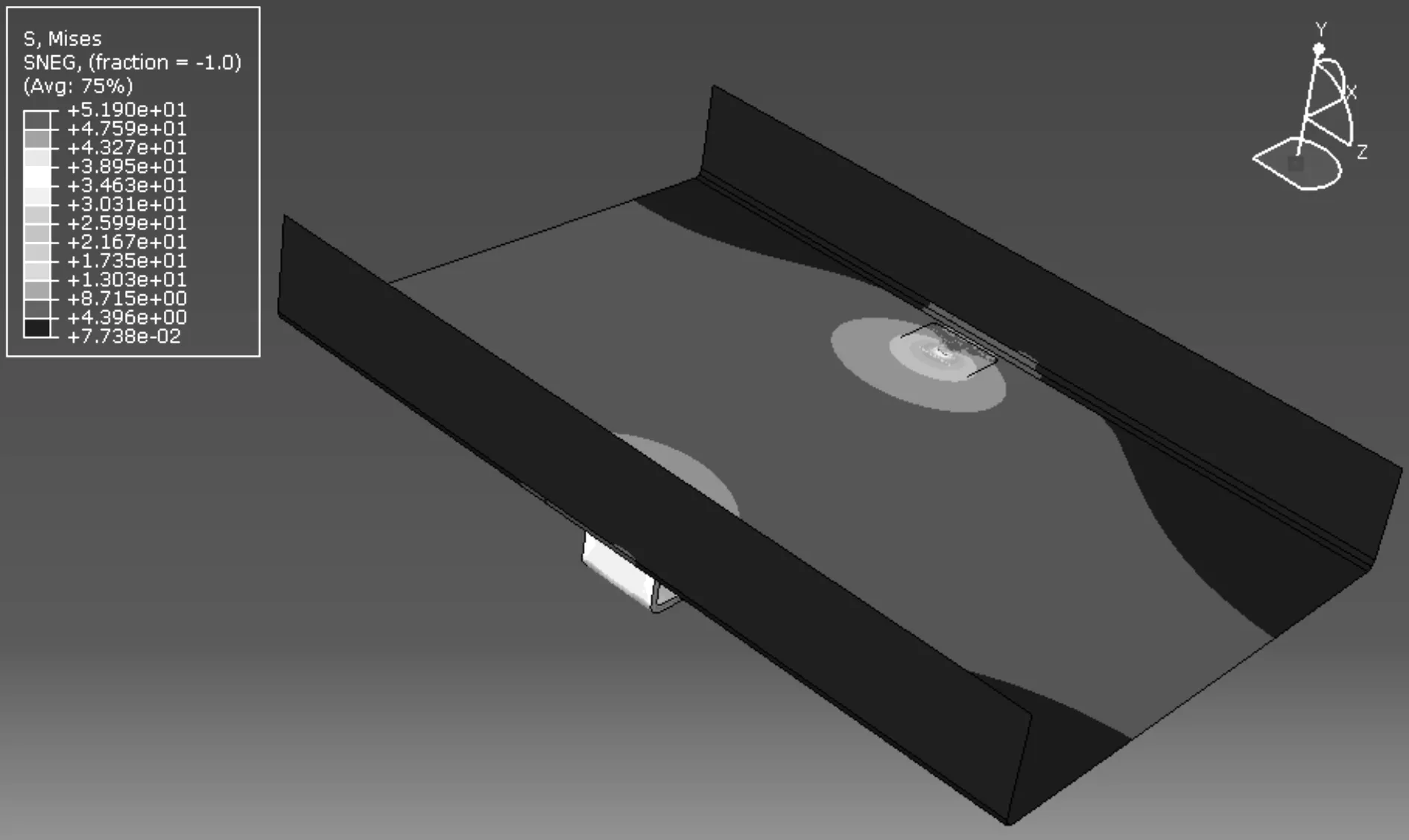
图4 支承座与底板的应力图
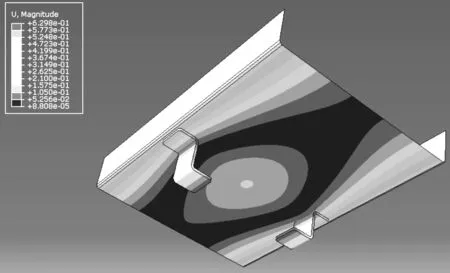
图5 支承座与底板的位移图
从图4可以看出,当对支承座天线罩侧施加一个0.4 mm的预设变形量时(图3,这里仅对安装界面变形的其中一种情况进行仿真,实际情况要比这种假设复杂得多),底板上的应力将重新分布,由正常的0.077 MPa变化到4.39 MPa,变化程度达到2个数量级,虽然应力整体比较小,但从对应的位移图(图5)可以看出,底板产生的变形最大有0.367 mm,基本接近对支承座预设的变形量0.4 mm。
2.2.3 无源互调分析
一般电气类元件(振子、功分器、滤波器等)直接安装在底板上,只在底板局部造成塑性变形以满足电气连接的紧密接触的需要,除非各元件之间距离太近,一般来说,各处的塑性变形之间不会产生相互影响,但支承座处的连接紧固后,底板平台(含所有电气类元件与网络)与天线罩便形成一个系统,支承座安装不但会导致其对应安装部位的底板局部塑性变形,还有可能导致底板平台产生复杂的扭曲变形(图4、图5),这种变形会对其他处的接触质量产生影响(因为变形一定是需要释放的),从而影响互调。以天线下端为例,因为支承座两安装平面所受作用力不共线,会形成转矩(图6),转矩的方向视作用力的特点不确定,也就是说,天线的几个支承座对底板平台产生的转矩大小、方向实际上是不一致的,底板平台将产生不规则的变形来释放这些转矩产生的影响,而这种不规则的变形造成电气元件的接触非线性,从而产生无源互调干扰。
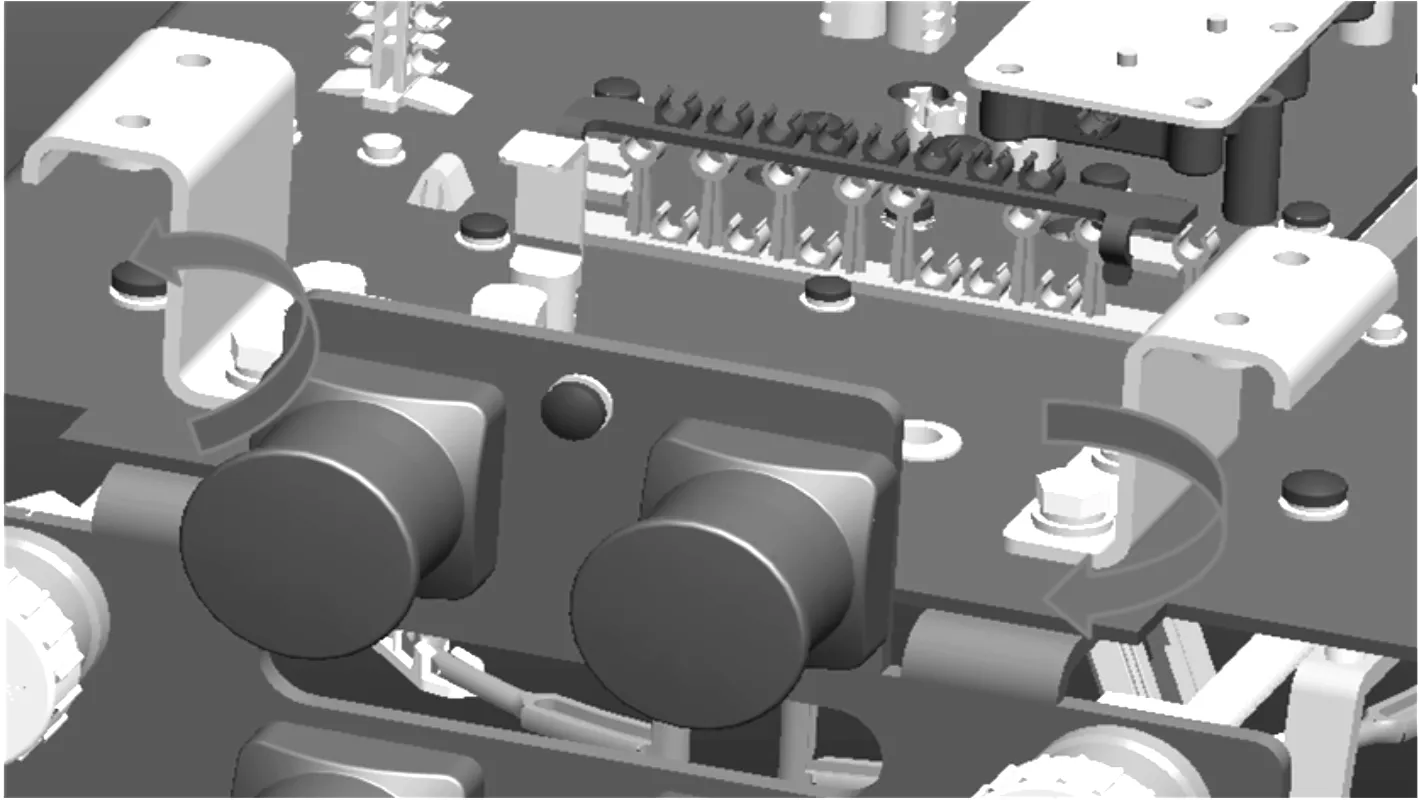
图6 支承座转矩图
2.2.4 结构设计改善
如果仅从设计实现的角度看,支承座的结构形式具有多样性,但如果将底板平台作为一个系统进行考虑,每个元件处的接触质量就会受到系统的力学特性的作用而发生变化。互调测试时敲打天线可以发现互调有明显变化的实践是个佐证。底板平台和天线罩之间的连接或与外部设备的连接将对底板平台进行作用,该种作用会导致底板变形,而这种变形将会使得其上各处的安装界面的接触质量重新分布。所以,我们在进行结构布局和零件设计时,应该进行系统考虑,努力从结构上消除或减弱导致底板变形的附加作用。可以采取以下改进方式:(1) 尽可能消除通过支承座安装在天线宽度方向对底板产生的附加转矩作用,如果受设计空间所限,支承座处存在附加转矩时,也应尽可能将该转矩设置在天线长度方向,这样可以减弱转矩对其他安装截面接触质量的影响。(2) 可以改善成型工艺。将普通折弯机折弯成型改为钣金冲压成型,安装平面之间的平行度通过折弯模保证;将折弯成型改为压铸成型;将折弯成型改为拉挤成型,安装平面间的平行度通过铝合金拉挤模具保证,必要时可以通过机加来保证,但会增加成本。
2.3 螺钉紧固对无源互调的影响及预防
金属连接固定紧密性在以下方面会对无源互调稳定性产生影响:(1) 金属连接不紧密,造成金属表面接触不良。(2) 金属连接处有污物、因涂覆形成的“电容现象”→金属→绝缘物→金属连接物的存在。(3) 射频连接器连接的紧固状态,连接器件之间连接不够紧密,导致信号电流不连续。
基站天线内的无源器件如移相器、滤波器、功分器等部件的腔体材料大多为锌合金或铝合金压铸件,与其配合使用的大多为M3、M4螺钉。下面从不同材料腔体滤波器采用不同大小的螺钉紧固性对无源互调稳定性的影响进行分析。
螺钉质量保证:(1) 螺钉与螺纹孔的配合要求。需按GB/T197—2003《普通螺纹 公差》进行选择,如表2所示。(2) 螺钉螺纹尺寸要求。用千分尺测量螺纹大径,螺纹尺寸均需满足表2的公差范围,用螺纹塞规和螺纹环规进行检测,螺钉均满足M4.0×0.70-6g要求,全部保证螺纹环规通规通、止规止。(3) 螺纹底孔要求。要严格控制螺纹底孔的大小,可以适当修改螺纹孔的选用等级;在不同材料的压铸锌合金和压铸锌合金的零件上加工螺纹,采用的加工底孔不同。M4螺纹采用φ3.4底孔,M3螺纹采用φ2.5的底孔。(4) 螺钉拧入力矩控制。在不同材料上的力矩要求如表3所示。
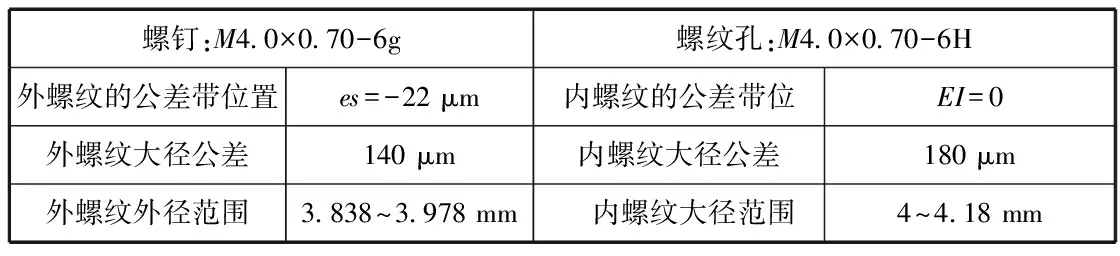
表2 螺钉、螺纹公差范围
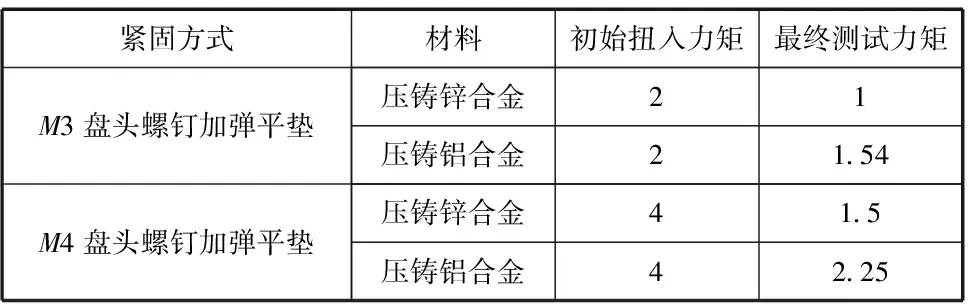
表3 在不同材料上的力矩数据 单位:N·m
不同大小的螺钉紧固性交调数据对比:采用3种结构及2种材料的滤波器,B频单层(材料为锌合金)、K频单层(材料为锌合金)、BK双层(材料为铝合金)进行试验。数据如图7和图8所示。
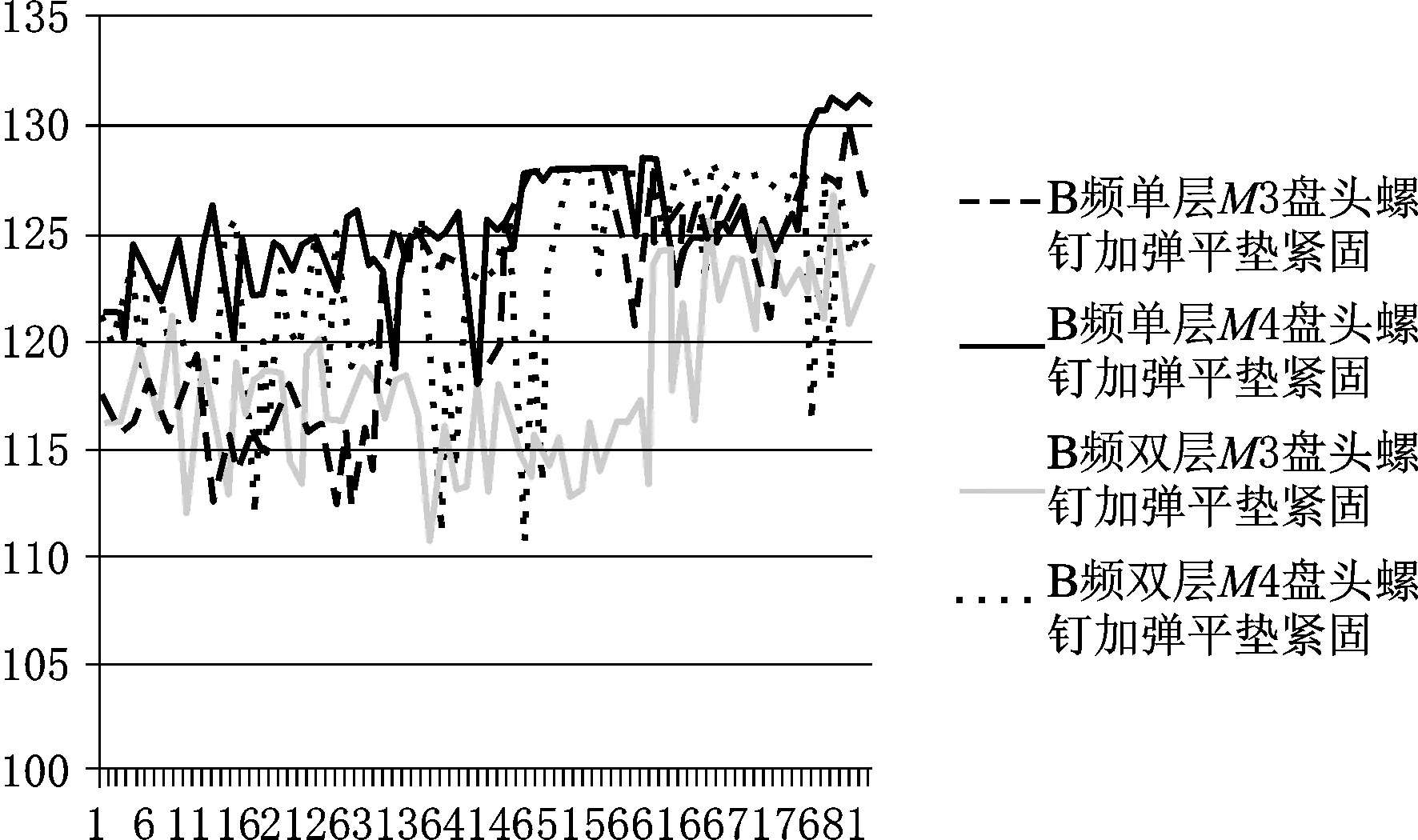
图7 B频单层、BK双层滤波器互调值
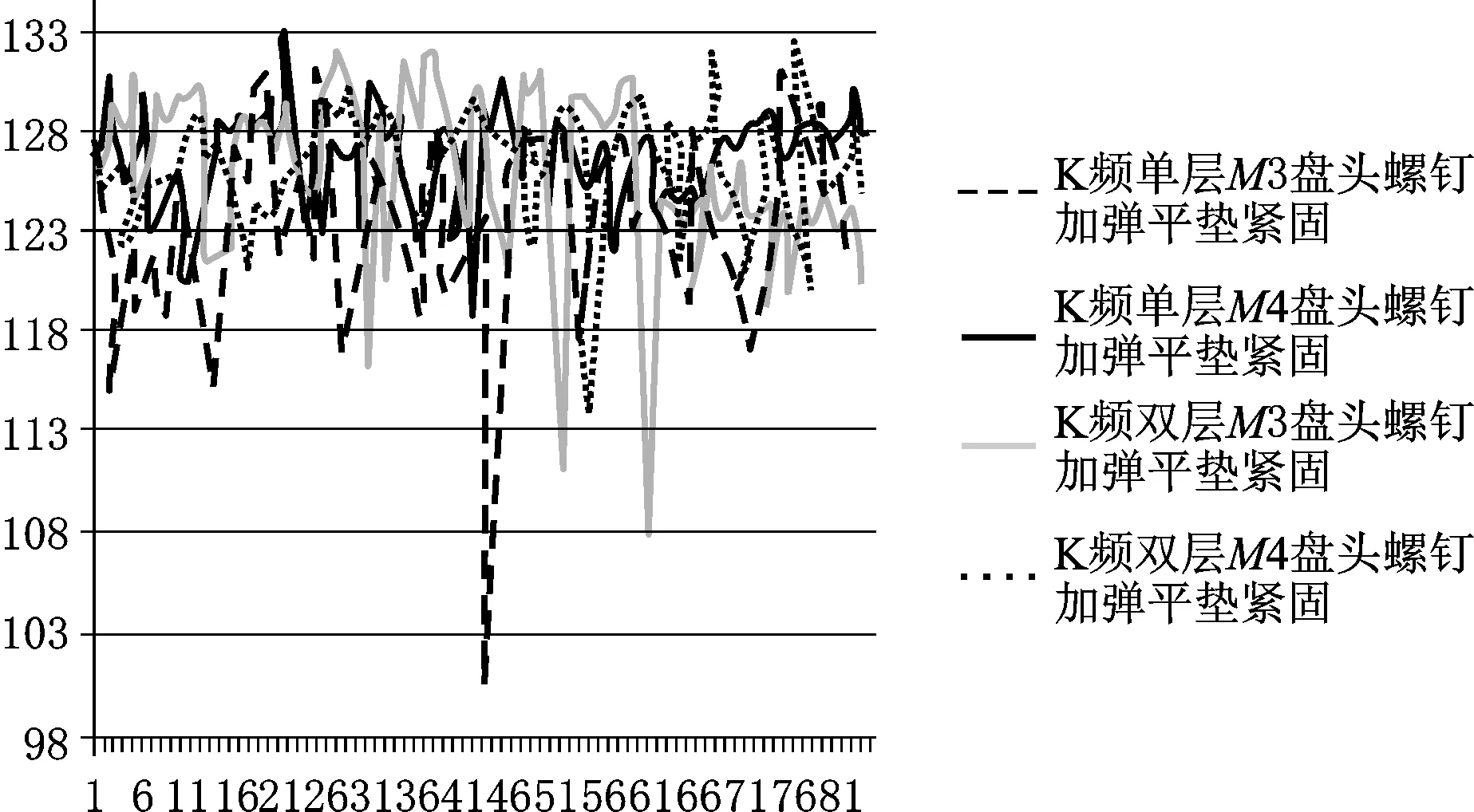
图8 K频单层、BK双层滤波器互调值
从图7和图8的对比结果可知,不同结构、不同材质、不同频段的滤波器采用M4螺钉的交调稳定性优于采用M3螺钉。因此在选用紧固件时,在保证螺钉尺寸公差、螺纹底孔尺寸、扭矩大小的同时,应选用直径大的螺钉来提高交调的稳定性。
2.4 电镀对无源互调的影响及预防
(1) 金属零件电镀的镀涂材料选择不合适,如镀镍、含磁性材料。(2) 镀层厚度不均匀,存在未清洗干净的电镀溶液,有镀层起泡、脱落等不良现象。(3) 由于肌肤效应,零件在镀银、镀铜、镀锡时最好选择镀层厚度6 μm以上。(4) 铜基材电镀纯锡会生长“锡须”引起微放电而产生无源互调。“锡须”的产生是由于锡与铜之间相互扩散,形成金属互化物,致使锡层内应力的速度增长,导致锡原子沿着晶体边行扩散,形成“锡须”,同时电镀后电镀层的残余应力和在高温、潮湿的环境下,都易导致“锡须”的生长。防止“锡须”的产生有以下措施:1) 采用在镀液中增加铅,如镀铅锡(液中加入3%~5%的铅)合金与有铅焊接;镀锡(铋)铈合金与有铅焊接,可延缓“锡须”的产生,但不环保。2) 镀锡后再次通过表面防护,如喷、刷“三防”涂料、专用防护液(DJB-823)等,可延缓(2~3年)“锡须”的产生,但镀层厚度不均匀。3) 通过消除应力,如将产品在150 ℃下烘烤2 h退火处理;零件电镀、焊接后去应力处理后,存放在干燥、通风环境中等,可延缓“锡须”的产生。
2.5 零件成型工艺质量对无源互调的影响及预防
基站天线多数的辐射单元、功分器采用压铸工艺成型,因压铸工艺本身导致零件带有如微小裂缝、缩孔、砂眼、气泡、毛刺等缺陷,引起微放电而产生无源互调,因此需提高压铸工艺的质量,减少零件中的砂眼,增加致密性。此类零件通常需要焊接,而光滑表面产生的互调产物电平低于粗糙的焊接表面,因此需要提高压铸件表面的质量,保证表面粗糙度小于0.4 μm,且表面不得有斑点、凹坑、锈蚀、碎屑等杂物,以减少成型工艺对无源互调的影响。
3 结语
以上从材料选择、零件加工、电镀工艺控制、成型工艺等质量控制方面提出了实现低交调性的一些方法,并对不当的结构设计、螺钉大小的使用进行了客观的分析,指出了应避免的地方和预防措施。这仅是基站天线结构设计中的几个典型的案例,不是全部。因而,为保证实现产品的低交调指标,还应在其他方面进行预防。
[1]王海宁,梁建刚,王积勤,等.高功率微波条件下的无源互调问题综述[J].微波学报,2005,21(4)
[2]贺岩峰,孙江燕,赵会然,等.无铅纯锡电镀晶须产生的原因与控制对策[J].电镀与涂饰,2005,24(3)
2014-02-24
范颂东(1967—),女,天津人,工程师,研究方向:雷达天线座结构设计及移动基站天线结构设计。
