基于变频器的集热管自动热塑包装系统设计
2014-09-01罗隆
罗 隆
(广州铁路职业技术学院,广东 广州 510430)
基于变频器的集热管自动热塑包装系统设计
罗 隆
(广州铁路职业技术学院,广东 广州 510430)
设计了一种太阳能集热管自动热塑包装生产线,出于传动系统的复杂性和传送过程的无缝连接性以及系统便于维护和控制等方面考虑,采用SEW MOVITRAC 07系列变频器和DT90S8系列变频电机组成系统传动部分,变频器采用SBus总线互联通信,通过Profibus UFP11A实现SBus与西门子S-300 PLC的互联。S-300 PLC通过读写MOVITRAC 07的状态字和控制字,实现对传动速度的调整和设置,并通过触摸屏实时动态控制及显示传送带的启停、运行速度、转矩以及故障等情况。该系统的应用减轻了工人的劳动强度。
集热管;热塑包装;MOVITRAC 07;SBus;S-300 PLC
0 引言
太阳能集热管生产线的包装工序大多采用人工方式,一方面生产节奏快,工人劳动强度大,另一方面在包装和运输过程中可能发生意外爆炸,导致员工意外受伤。为此,设计了基于变频器传动和PLC及触摸屏控制的集热管自动热塑包装生产线。
1 系统的工作原理
该系统由来料传动部分、集热管汇流部分、机械手部分、托盘部分、1#~3#热塑机部分、顶升传动部分、横向传送部分组成,如图1所示。
从生产线上传送过来后,管口已平切的集热管经过一个一定弧度的斜坡,在重力的作用下汇流到汇流区。在汇流区,吸盘机械手将一定数量的管子吸取并放置到托盘上,一个托盘放置2层管子。在托盘装满管子后,传送带将之送至3#热塑机前,热塑机由两侧向中间运动,自动上热塑膜,并进行电热塑处理。热塑成型后,2个热塑箱向两侧运动。传动装置带动托盘向前运动到顶升传送带处,顶升传送带检测到托盘到后,顶升电机顶升、旋转、下降,将托盘送向横向传送台,由横向传送台将集热管送至卸载位,由工人装卸。
2 系统传动部分的控制原理和硬件结构
为了提高热塑效率,在一条生产线上采用了3台热塑机,因此相应的传动装置也采用了分段结构。全自动热塑系统的传动结构如图2所示。
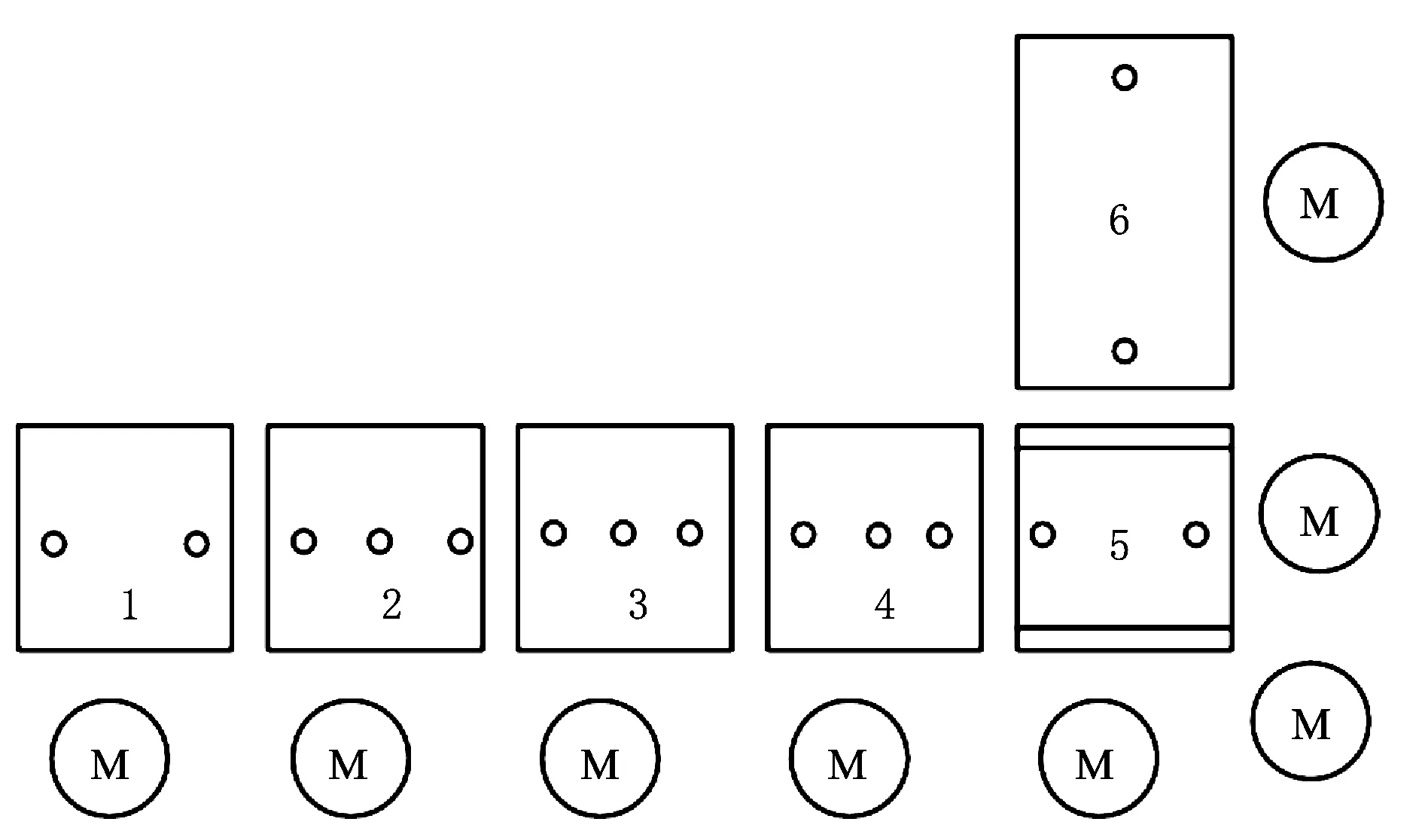
图2 全自动热塑系统的传动结构
传送带分为6个部分,第1、5、6段传送带在首尾位置各安装一个光电传感器,分别作为托盘到传感器和托盘离开传感器;第2、3、4段传送带除了首尾的传感器外,还在热塑位置放置了传感器,作为集热管的热塑标志位,在此位置,热塑机开始动作,并且设置热塑标志,表示该工位正在处理,处理完后取消热塑标志位。热塑完成后将托盘送往相应热塑机对应的传送带尾端,在传感器感应到后停止,等待下一段传送带的空闲,本段传送带和下段传送带一起将托盘送往下段传送带。如果生产速度过快,3#热塑机正在热塑或者前段传送带正忙,本段传送带有托盘停留,则后续的托盘依次传往2#和1#热塑机位进行热塑处理;当顶升传送带上没有托盘并且第4段传送带上有托盘停放,或者第4段传送带空而第2或第3段传送带上有托盘时,第2、3、4、5段传送带联动,将托盘送至第5段顶升传送带上;当第5段传送带有托盘,并且完成顶升、旋转、下降动作时,在第6段传送带卸载托盘完毕后,顶升传送带和第6段传送带一起将托盘传送到第6段传送带的卸载位。
该传动装置控制系统采用了SEW的MC07A005-5A3-4-00变频驱动控制器和SEW三相变频电机DT90S8(0.37 kW、400 V)。系统的控制和数据显示及采集采用通信方式,将MOVITRAC 07变频器通过SBus总线进行连接组网,由于西门子采用Profibus总线,为了兼容这2种总线,采用Profibus UFP11A转换器将MOVITRAC 07变频器网络与S-300 PLC连接,系统控制结构如图3所示。
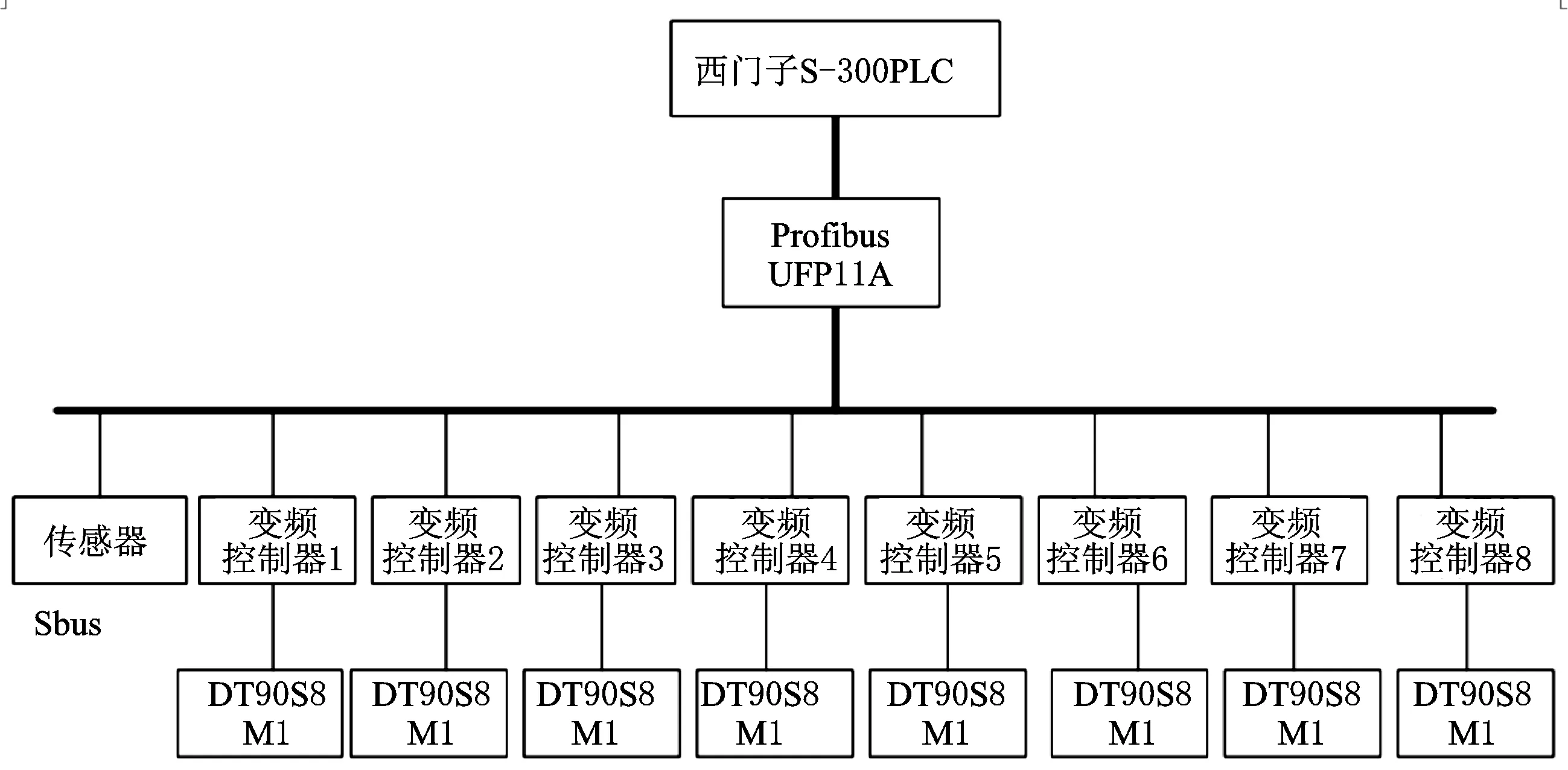
图3 系统控制结构
3 MOVITRAC 07的初始化设置
通过SEW的MOVITOOL软件,对1#~8#号电机的变频控制器进行统一的初始化设置,在Unit Function中的serials communications中,将813 SBus地址参数的SBus地址分别设置为1~8,将P815参数设置为20 s,将P816通信参数设置为2/500 kB。由于MOVITRAC 07和PLC的通信采用通道形式,因此对P870~P876进行通信设置。在P87参数中对控制字和状态字进行定义,如图4所示,将PO1设置为占用2个字节的控制字1,将PO2设置为设定速度SPEED,将PO3设置为NO FUCTION,将PI1设置为电机状态字STATUS WORD1,将PI2设置为反馈速度SPEED,将PI3设置为输出的电流大小OUTP.CURRENT,876参数一定要设置为ON,启用PO通道。
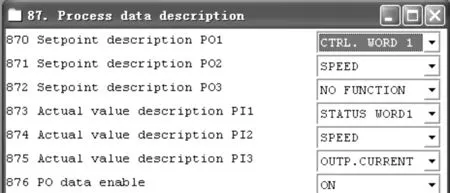
图4 MOVITRAC 07和PLC通信通道的初始化设置
4 PLC软件编程
4.1 系统的组态
安装SEW的Gateway DFP/DFS GSD文件,并且为每个控制器各分配一个输入和输出通道,3个PI通道和3个PO通道共用这3个通道,如图5所示,每个PO和PI通道都在P870~P876中进行了定义。
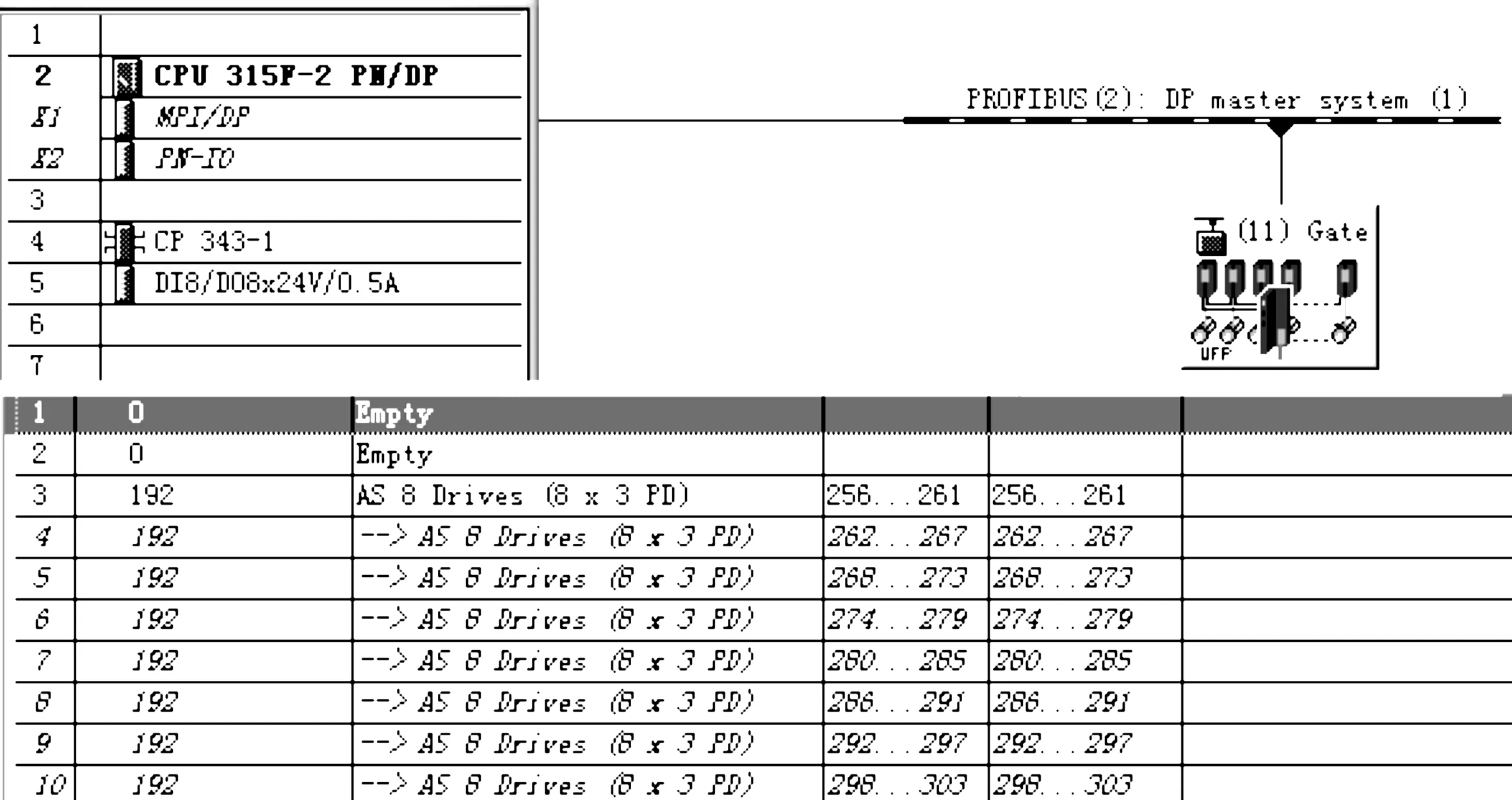
图5 硬件组态
4.2 PLC程序的编写
在PLC程序中采用SCF14和SCF15分别读写控制字和状态字,其顺序是先初始化各个电机控制器,然后依次读取8个变频器的状态字,根据状态字判断系统的运行状态和故障情况,然后再依次根据上位机,利用控制字将设置的速度和外部按钮的启停情况写入控制器。为了方便期间,以下只列出1#控制器状态字和控制字的读写程序:
CALL SFC14//读取连续的DP站内数据
LADDR:=W#16#100//1#变频器的PIW地址为256~261
RET_VAL:=MW1//返回数值,0=OK
RECORD:=P#DB10.DBX0.0 BYTE6//数值写入由DB10开始的6个字节
UNE 0.1//快速停止
SPBstop//跳转到stop处理
LW#16#6
SPBgo
stop:LW#16#0//控制字,电机快速停止
go:TDB10.DBW50//将控制字写入DB10的DBW50中
L5000//初始速度设置
TDB10.DBW52//将转速写入DB10的DBW52中
CALLSFC15//调用连续写模块
LADDR:=W#16#100//PIW 256~261
RECORD:=P#DB10.DBX50.0BYTE6//PO区的起始地址
RET_VAL:=MW2//返回数值,0=OK
其他依此类推,上位机采用触摸屏,通过MPI方式和PLC通信,通过对应的MW区间和DB区间的映射来读取和设置电机的转速并进行启停控制。
5 结语
本机器在南方某公司应用近2个月,性能稳定、故障率低,取得了显著的效果,提高了生产效率,减轻了工人负担,达到了设计目的。
[1]SEW—传动设备(广州)有限公司.变频调速器MOVITRAC 07系统手册[K],2002
[2]鲍燕伟.变频器的故障诊断与维护技术[J].机床电器,1999(6)
[3]赵洪恕,王忠石,简维新.PLC控制交流变频调速控制系统在电梯中的应用[J].基础自动化,2000,7(1)
项目名称:广州市“节能减排(水处理)自动化技术应用研究创新学术团队”,项目编号穗教科2009[11]号
2014-03-07
罗隆(1976—),男,湖南隆回人,硕士研究生,讲师,研究方向:智能控制、控制网络与系统集成。
