聚甲醛双螺杆挤出机的维护和故障处理
2014-09-01
(开封龙宇化工有限公司 聚合厂,河南 开封 475000)
聚甲醛双螺杆挤出机的维护和故障处理
杨艳兵
(开封龙宇化工有限公司 聚合厂,河南 开封 475000)
简述了聚甲醛行业双螺杆挤出机的日常维护,并根据我厂运行情况,介绍挤出机的常见故障和处理办法。
双螺杆挤出机;模板;切粒;维护;故障处理
在聚甲醛行业,双螺杆挤出机是将聚甲醛粉料与稳定剂混合、混炼、熔融反应、剪切、挤出及造粒的设备,是产品成型的终端设备,其重要性是显而易见的,因此加强对挤出机的日常维护,确保其安全、稳定、长周期运行显得尤为重要。
开封龙宇化工有限公司聚合厂双螺杆挤出机组是从德国进口,型号为ZSK177,主要由加料系统、驱动装置、机筒主体、切粒装置和干燥分级系统等主要部分以及机筒冷却水系统和真空抽气系统等辅助部分组成。根据几年的运行经验,现就该机组的日常维护和经常出现的问题及解决方法作简单介绍。
1 机组各系统的维护
1.1加料系统
加料系统是由4台重量计量喂料器组成,由重力加料器的称重装置发出的信号控制螺旋给料器的速度实现计量加料,聚甲醛粉料和人工配好的稳定剂通过各喂料器进入挤出机混合反应。
喂料器由驱动电机、减速机、称重传感器、料斗、搅拌桨叶和输送桨叶组成,对于加料系统的日常维护,主要是控制来料的清洁度。稳定剂在配制过程中,由于员工的疏忽大意,会将编织袋或其他异物随稳定剂一块倒入设备中,编织袋进入喂料器后缠在搅拌桨叶或输送桨叶上,如果不及时发现长时间会造成桨叶变形,进而影响计量的准确性和送料的流畅性,所以提高员工的责任意识,规范配料,同时经常检查喂料器桨叶,是加料系统维护的日常内容。
1.2驱动装置
驱动装置由功率为1 154 kW的变频电机、离合器、齿轮箱及润滑油冷却系统组成。离合器维护主要是经常检查离合器摩擦片磨损情况(距离由4.5增加到12 mm应更换摩擦片),定期检查密封圈密封情况,检查柱销弹性块磨损情况,每年检查联轴器对中情况(径向偏心为最大 0.35 mm,轴向偏心为最大 0.15 mm)。同时为了提高离合器的寿命,在日常操作中发生堵塞跳车后应当在20 min后再启动主电机,以避免离合器过热受损。
齿轮箱的维护主要是对润滑油的检查:①每天查看齿轮箱油位、测量油温,保证油位在正常位置,油温最高不超过65 ℃;②每天检查齿轮箱有无漏油,经常清理油过滤器和油冷却水过滤器;③每年更换一次润滑油,每月进行油品分析,保证油品质量。
1.3机筒主体
18节筒节通过螺栓连在一起组成挤出机机筒主体,内部为两根同向旋转的螺杆,螺杆通过联轴器和减速机输出轴相连,密封系统由迷宫密封件和氮气密封组成。联轴器是由一个内部带花键的连接套筒和两端的分割环及固定螺纹环组成,在捏合机操作过程中要注意温度及转速的调节要平稳,避免因温差过大造成螺杆轴向位移,及转速剧烈增加造成联轴器扭矩瞬间增大,进而引起联轴器螺纹环的损坏。
迷宫密封件的结构和机械密封类似,是由两个密封环和中间的密封条(动环)、内侧的固定片和外侧的压盖(静环)及套有压缩弹簧的固定螺栓组成。迷宫密封外设有氮气密封,以提高密封效果,氮气压力设置在0.12 MPa左右。日常维护要查看氮气压力,压力降低则说明轴封泄漏,此时适当拧紧固定螺栓,必要时更换密封条和密封环。
1.4切粒装置
熔融物料从螺杆部分被挤出,经过换网过滤器过滤杂质后进入切粒装置模板部分,模板上分布有近400个直径2.5 mm的小孔,从小孔内流出的物料在模板表面上被旋转切刀切成均匀的颗粒,并被甩进切粒机罩内的水环中冷却,颗粒最终随水环从切粒机出口喷嘴处排出。
切粒装置的维护有以下几方面内容:①根据换网过滤器的压力大小及时更换其上的过滤网,以免物料内的杂质进入模板而堵塞模孔,同时也避免产生小黑粒而影响产量和产品品质;另外,一般10~15 d要更换一次模板,更换下的模板要放进清洗机内将模孔内杂质彻底清洗干净。②切刀上有豁口或切刀变钝时,会产生异形粒和粘连料,正常生产时,3~4 d应更换一次刀盘(切刀安装在刀盘上),更换下的刀盘应及时更换刀片,调整时保证刀片刀刃和调刀盘表面间隙在0.05~0.15 mm,间隙要均匀。切刀常见故障及处理方法见表1。③模板表面有一层0.2~0.3 mm厚的碳化钨合金涂层,光滑耐磨,切刀在其表面旋转切粒,使用一段时间后,其表面涂层会由于摩擦、热胀冷缩或其他因素发生起泡、脱落,部分涂层脱落后模孔周围表面变的凹凸不平,就会产生较多的带尾巴料,对产品品质影响较大。
切粒装置的维护有以下几方面内容:①根据换网过滤器的压力大小及时更换其上的过滤网,以免物料内的杂质进入模板而堵塞模孔,同时也避免产生小黑粒而影响产量和产品品质;另外,一般10~15 d要更换一次模板,更换下的模板要放进清洗机内将模孔内杂质彻底清洗干净。②切刀上有豁口或切刀变钝时,会产生异形粒和粘连料,正常生产时,3~4 d应更换一次刀盘(切刀安装在刀盘上),更换下的刀盘应及时更换刀片,调整时保证刀片刀刃和调刀盘表面间隙在0.05~0.15 mm,间隙要均匀。切刀常见故障及处理方法见表1。③模板表面有一层0.2~0.3 mm厚的碳化钨合金涂层,光滑耐磨,切刀在其表面旋转切粒,使用一段时间后,其表面涂层会由于摩擦、热胀冷缩或其他因素发生起泡、脱落,部分涂层脱落后模孔周围表面变的凹凸不平,就会产生较多的带尾巴料,对产品品质影响较大。
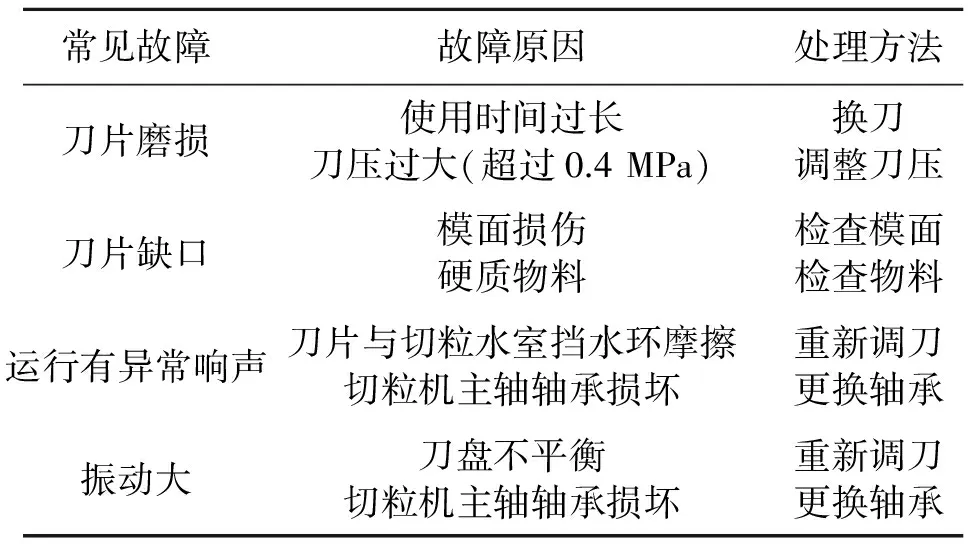
表1 切刀常见故障及处理方法
新模板一般使用3年左右需要修复涂层,修复涂层时要先将原有涂层磨掉,同时模孔要做特殊保护,然后将熔融的碳化钨合金高压均匀喷涂模板表面,最后打磨至所需厚度及光洁度。
为延长模板涂层寿命,一是调整切刀时要间隙均匀,避免切刀对模板涂层的不均匀摩擦;二是清理模板表面时要使用铜质工具,且不可敲打表面;三是模板一般采用加热的方式进行整体清理,具体方法是将其放入细沙中,用液化气加热细沙,并鼓风使细沙呈沸腾状态,通过加热的细沙将模板内的物料清理干净,加热时温度不能过高,一般将加热室的温度控制在380 ℃,加热完毕后模板要在加热室内缓慢冷却,因为急冷不仅会破坏涂层,而且模板在剧烈的温度变化下也可能发生裂开而损坏。
1.5机筒冷却水系统
机筒冷却水系统由冷却水泵、水箱、换热器、进回水管线及电磁阀组成,冷却水通过泵输送至机筒各段夹套内对筒体进行冷却,冷却系统和装在筒体上的电加热系统相互配合,实现对机筒温度的精确控制。
对于该系统的维护一是要保证冷却水泵的正常润滑,并视情况更换机封;二是水箱的溢流管要保持畅通,确保水流中蒸汽的正常排出,避免出现水击;三是要经常清理换热器冷却水过滤器,必要时对换热器内部使用清洗剂进行清洗,保证正常的换热效果;四是要经常检查电磁阀的密封垫片是否完好,线圈是否通路,并经常清理电磁阀。
2 常见故障及处理
根据我厂运行情况,挤出机组经常发生的故障及处理方法如下:
2.1轴密封件泄漏
轴密封件泄漏时,密封压力会降低,一方面可能造成设备停车,另一方面机体内的物料会流进密封件内,长时间造成密封损坏及轴磨损,因此要及时消除泄漏。
密封件的压缩量过小造成泄漏时,需要重新拧紧压盖螺母;密封条或密封动静环面磨损造成泄漏时,需要更换密封条或密封动静环。
2.2机筒温度与设定值偏差大
机筒温度偏差较大时,会影响物料在筒体内的反应,造成产品质量出现问题。造成温度偏大的主要因素及相应处理方法简要说明如下:①冷却和加热脉冲设定时间未实现最优化,冷却时间或加热时间过长造成温度低于或高于设定值较多,此时需校准温度控制器或相应的控制器程序,或更换新的控制器;②温度低于设定值时,一是由于热电偶和机筒之间接触不良引起,二是由于冷却水阀门关闭不严一直对机筒冷却引起,此时一方面要检查热电偶接触是否良好,修复或更换热电偶,另一方面要检查电磁阀,清洁、维修或更换电磁阀;③温度高于设定值时,一是热电偶持续加热引起,二是由于冷却水阀门堵塞引起,此时要一方面检查、修复或更换热电偶,另一方面要清洗电磁阀,保证水流畅通。
2.3机筒内甲醛气排出不畅
甲醛气不能及时排出,会造成产品中出现气泡料,同时也会使甲醛气从切粒水箱处直接排进大气中,污染环境。①真空负压不足,造成甲醛气不能被完全抽出,此时要检查真空泵运行是否正常、查看管线有无泄漏处,调节抽气阀门,以提高负压;②物料进入真空抽气管造成堵塞时,甲醛气不能被抽出,此时要拆开抽气管进行清理,保证管线畅通;③物料在熔融状态下,内部的甲醛气被分离出来,但机筒温度比较低时,甲醛气无法从物料中分离或仅小部分被分离,被抽出的甲醛量也就很少,此时需提高机筒温度,并根据产品分析数据及时调整;④进料量过高时,甲醛气会产生较多而超出真空泵抽气能力,此时需逐步降低进料量至合理数值,保证甲醛气产生和排出维持平衡。
2.4物料进入真空抽气管
物料堵塞抽气管使甲醛气抽出受阻,造成气泡料产生,同时也容易发生缠刀,影响产品质量和产量。①螺杆转速过低、进料量过高或后续阻力较大时,物料不能及时被挤出,就会流进真空抽气管内,此时要及时降低进料量、提高螺杆转速,并通过更换过滤器滤网或模头降低后续阻力,保证物料正常、及时被挤出造粒;②真空负压过高时甲醛气被抽出的同时物料也会被抽进真空管内,此时调节真空泵水环量及抽气阀门以降低负压,保证物料不被抽走。
2.5产品颗粒内有气泡
挤出温度过高造成物料气化严重,切出的粒子内会含有气泡;真空抽气管堵塞,物料内甲醛气不能被及时排出,切出的粒子内同样会含有气泡。防止气泡产生,一要降低挤出温度,使物料不发生气化,二要及时清理抽气管,保证物料内甲醛气及时被排出。
2.6产品颗粒形状不规则
粘连料、带尾料、结块料、片状料及非球形物料都属于异形粒,异形粒对产品品质影响较大,其产生原因也较多,现将原因及处理方法汇总如表2所示。
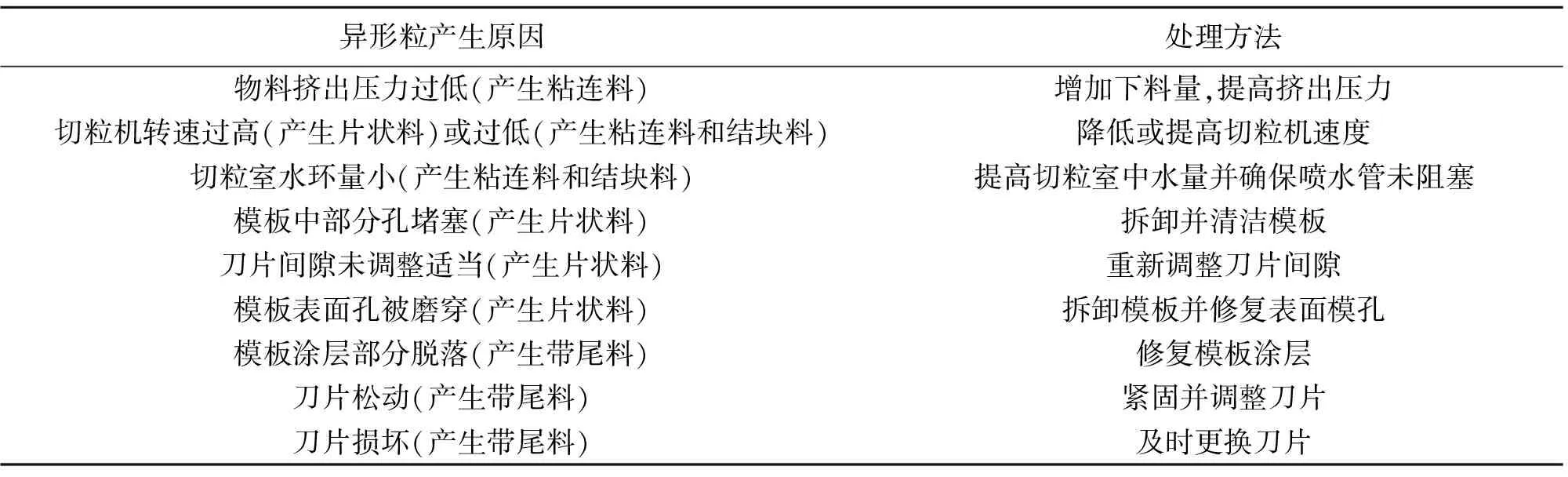
表2 异形粒产生原因及处理方法
3 结束语
挤出机作为聚甲醛生产的核心设备,必须全力保证其正常连续高效运转,然而要实现这一目标并非一日之功,必须要求各专业人员共同协作:①工艺人员依据操作规程认真操作,配料规范准确,根据日常操作摸索总结经验,达到进料量、螺杆转速、真空度、机筒温度、切粒转速及切粒水量等等参数合理匹配,实现最优化操作;②设备人员按照点巡检标准长期精心保养,按时巡检,定期换油,精确调刀,发现问题并及时处理,并保证备件库存充足,使设备时刻处于最佳状态;③电仪人员要经常对加热、监测元件进行检查,保证对机筒、模头等的精确加热和远程监控。
各专业人员有分工、有协作,操作规范、保证各部件完好,使挤出机保持良好的工作状态,确保聚甲醛生产“安、稳、长、满、优”运行,才能持续提升企业的竞争力!
2014-07-29
杨艳兵(1987-),男,助理工程师,从事化工设备管理工作,电话:13839994870。
TQ050.7
B
1003-3467(2014)11-0056-03
