铝镁硅合金焊接工艺研究
2014-08-30,
,
(1.佳木斯电机股份有限公司,黑龙江佳木斯 154002;2.佳木斯防爆电机研究所,黑龙江佳木斯 154002)
0 引言
铝及铝合金具有独特的物理化学性能,密度小,电阻率小,具有优异的低温性能和耐蚀性能以及较高的比强度(强度/密度)。电机转子制造中用铜量很大,价格昂贵,如果铜条转子改为铝合金,则可以大幅降低电机成本,同时也可以节省铜资源。经测算,铝合金端环结构的转子比铜端环节约一半以上的成本,因此铝合金转子端环及导条在电机中的应用是一个研究方向,铝合金转子端环与导条焊接工艺是这项技术的关键。本文主要对6082铝镁硅合金的焊接工艺进行分析。
1 焊接可行性分析
1.1 铝、铝合金、铜的性能比较
铝、铝合金及铜从性能上进行比较,铝合金的抗拉强度、屈服强度及电阻率都比铝及铜大,但铜的延伸率要比铝及铝合金大,具体性能比较见表1。
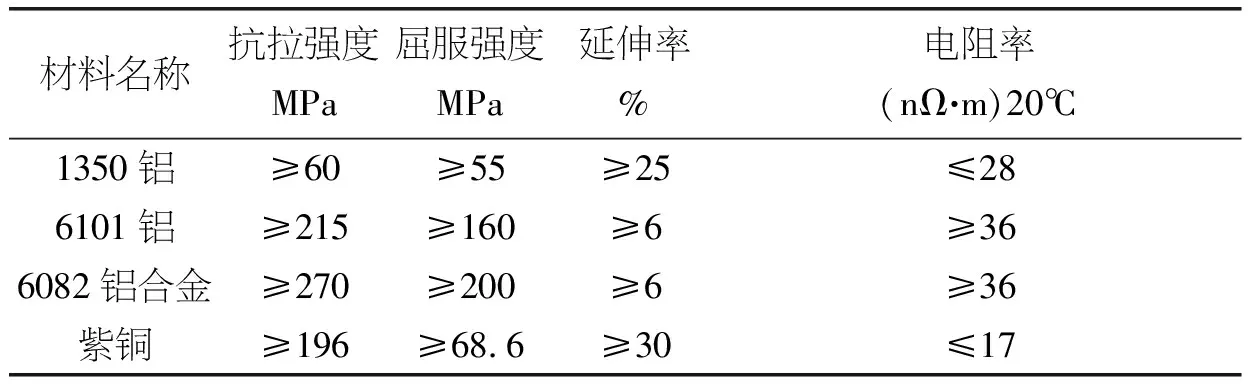
表1 铝、铝合金、铜的性能比较
1.2 6082铝合金焊接性分析
铝合金具有独特的物理化学性能,因此在焊接过程中会产生一系列的困难,主要有以下几点。
1.2.1 强的氧化能力
铝与氧的亲和力很强,为保证焊接质量,焊前必须严格清理焊件表面的氧化物,并防止在焊接过程中再氧化。为了保证焊接质量,焊前必须严格清理零件表面的氧化物,并防止在焊接过程中再氧化,对熔化金属和处于高温下的金属进行有效的保护。
1.2.2 铝的热导率和比热
铝合金的导热系数大,导热快,须采用能量集中、功率大的热源,对于较厚部件需采用预热措施。
1.2.3 容易形成气孔
铝合金的液体熔池很容易吸收气体,在高温下熔入的大量气体,在由液态凝固时,熔解度急剧下降,在焊后冷却凝固过程中来不及析出,而聚集在焊缝中形成气孔。
1.2.4 焊接接头容易软化
6082为热处理强化铝合金,由于焊接热的影响,焊接接头热影响区会出现软化,强度降低。因此应采用能量集中的焊接方法和小能量焊接,以减小接头强度降低。
1.2.5 熔化后无色泽变化
铝及铝合金焊接时由固态转变为液态时,没有明显的颜色变化,因此需掌握好焊接时的加热温度,尽量用平焊的方法焊接。
2 试验材料化学成分
本次试验时母材采用6082铝镁硅合金锻件,这种铝合金母材原始供货状态为铸锭,经过锻打,去除铸锭中心的疏松部分,其化学成分实际检测值见表2。
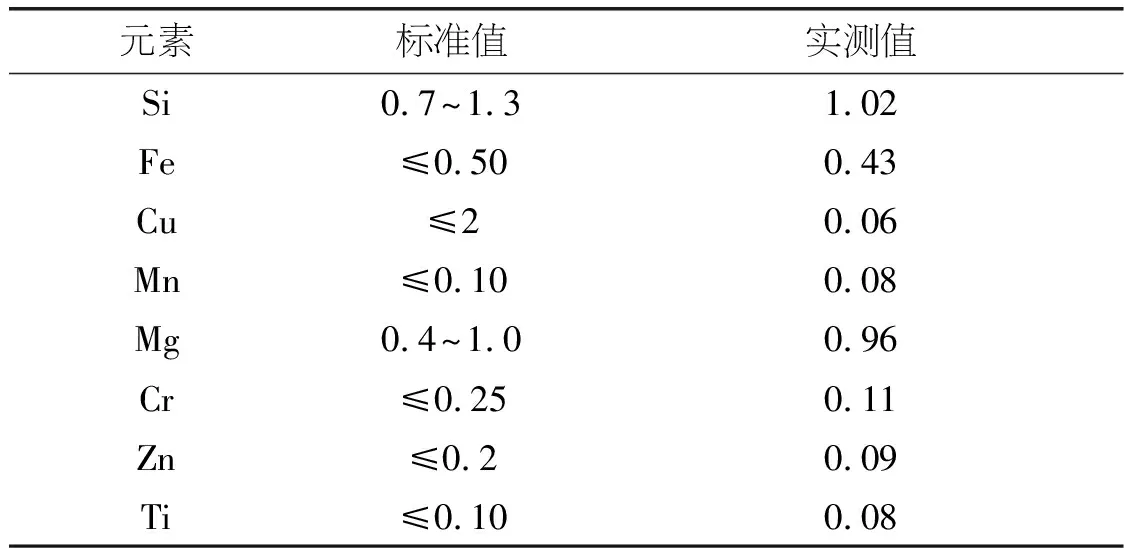
表2 母材6082铝合金化学成份(%)
本次试验时选取ER5356和ER4043作为焊接材料,并且在本次试验前对焊接材料的化学成分进行了检测,焊材化学成分的实测值与标准值对比详见表3。
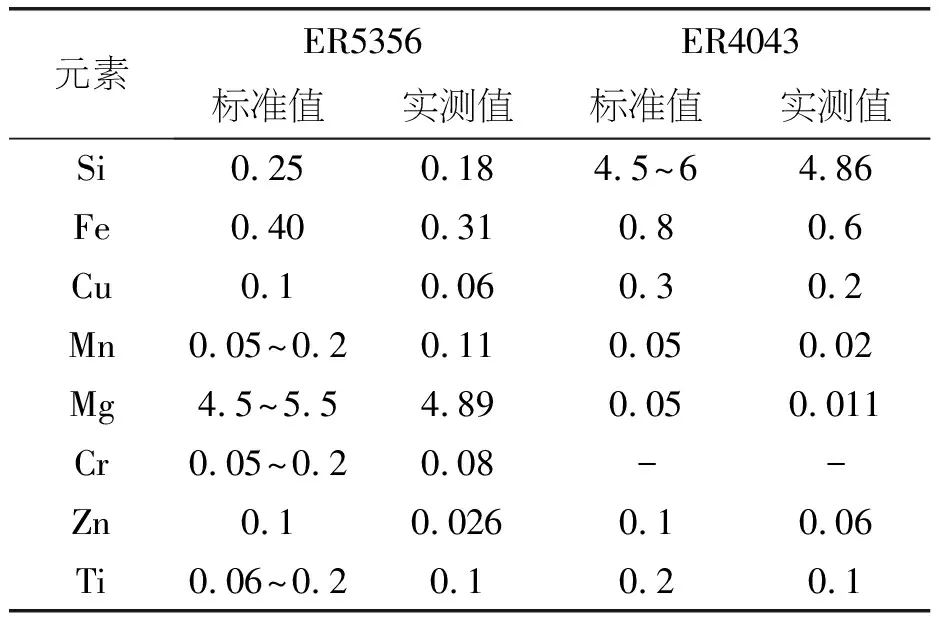
表3 焊材化学成份(%)
3 试验内容及试验过程
试验内容有小试样TIG焊、性能试板TIG焊接、性能试板MIG焊、试板做射线检测及力学性能检测。
3.1 小试样TIG焊
先在小块试样上进行TIG焊试验,接头尺寸见图1,坡口表面用不锈钢钢刷去掉氧化膜,坡口背面衬以紫铜板,铜板上开槽,槽与坡口背面对齐,先调整焊接电流至150A,电流极性为交流,由于母材导热快、不熔化,当焊接电流调整至200A时,电弧加热处才熔化,此时开始填丝,铝丝直径为φ3mm,起初铝丝不熔合,形成一个小球,待母材温度继续升高之后小球消失,焊丝与母材熔合。
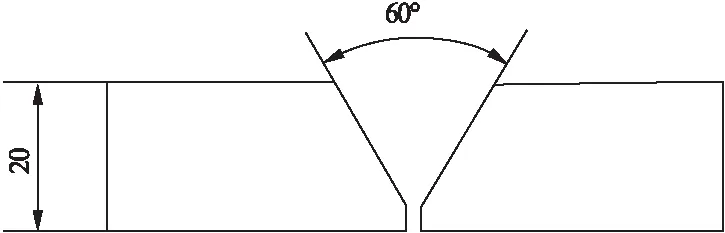
图1 小试件焊接接头
为减少热输入量,同时提高焊丝熔合速度,改用脉冲电流做试验,电流峰值调整到250~300A,基值电流150A,这时焊接成型明显改善,但焊接速度有所减慢。
通过小试件焊接得到铝合金TIG焊的初步经验:铝合金导热速度远大于碳钢、不锈钢,在同样的热输入条件下母材不易熔化,因此铝合金施焊时需先进行预热;由于铝合金的熔点低,焊接速度慢会使前几层焊道熔化,导致焊缝塌陷,所以焊接速度及层间温度不可过高;通过实际焊接可以发现焊丝ER4043形成的焊道比ER5356形成的焊道要光亮一些。
3.2 TIG焊接性能试板
为评定实际产品的力学指标,TIG焊接性能试板厚度40mm,坡口尺寸依据TIG焊枪喷嘴的大小设计,具体尺寸如图2所示。焊接方法:打底焊用脉冲TIG焊,峰值电流250~300A,基值电流150A,背面清根用旋转锉及铣床加工,填充及盖面采用交流电,电流200~250A,气体流量15L/min。
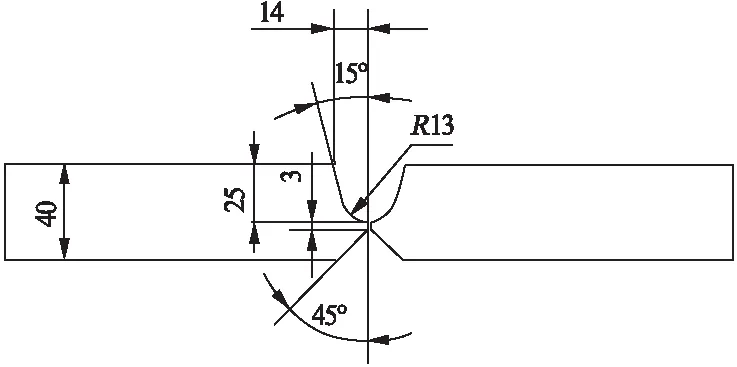
图2 TIG焊性能试板接头
3.3 MIG焊性能试板
试板坡口尺寸与TIG焊相同。焊接参数:焊丝直径:Φ1.2;氩气流量:20L/min;预热温度:100℃;层间温度:100℃~120℃;电流类型: 直流反接,有脉冲;焊接速度: 0.6m/min;干伸长: 15mm;操作技能要求: 前进法,不摆枪,焊枪工作角90°;行走角:20°;电流、电压:V型坡口,电流为211~235A,电压为24.4~25.8V;U型坡口电流为208~247A,电压为24.0~26.2V。
试板焊接前用电动钢丝刷进行清理,然后分别进行打底、填充及盖面焊接。
3.4 试件加工及力学性能测试
按标准要求对焊接试板进行切削加工,进行破坏性试验,分别取样对TIG焊接和MIG焊接试板进行检测,检测结果为MIG焊接试板的抗拉强度在215~220 MPa之间,断裂位置在母材及熔合线处,弯曲试验均合格;TIG焊接试板的抗拉强度在158~160 MPa之间,断裂位置在熔合线处,弯曲试验有部分试样不合格。
4 结语
从试验过程来看,铝合金导热速度快,无论用TIG焊还是MIG焊都需预热到100℃以上。但TIG焊焊接速度慢,导致工件温度较高,使接头热影响区容易软化,而MIG焊焊接速度快,效率高,母材温度相对较低,从破坏性检查来看,厚板MIG焊接头强度及塑性比TIG焊接头优越。另外铝合金焊接对操作者的要求比碳钢及不锈钢的难度大,需要一定的培训才能进行实际操作。从力学性能分析,铝合金转子接头强度远高于铸铝转子、略高于紫铜转子,但密度是紫铜的1/3,因此其运转的力学可靠性比铸铝转子及铜条转子优越。
[1] 傅积和,孙玉林. 焊接数据资料手册.北京:机械工业出版社,1994.6.
[2] 中国机械工程学会焊接学,焊接手册.机械工业出版社,2001.8.
[3] 黄旺福,黄金刚.铝及铝合金焊接指南 湖南科学技术出版社,2005.3.
