2 000 t/a三氯乙酰氯生产工艺中氯气使用安全设计
2014-08-30
(盐城工业职业技术学院,江苏 盐城 224005)

1 生产工艺(图1)简介
液氯钢瓶中液氯经过氯气汽化器汽化后,进入氯气缓冲罐,再通过流量计控制氯气进入氯化釜,与二氯乙酰氯在催化剂作用下反应得粗品三氯乙酰氯,粗品经精馏釜精馏获取成品。
2 氯气使用安全设计
2.1 液氯钢瓶的安全管理
(1)液氯属于危化品,根据《危险化学品重大危险源辨识》(GB18218-2009),氯气储存量超过5 t的单元就构成重大危险源。因此,氯气钢瓶库存超过5 t时要进行重大危险源管理。
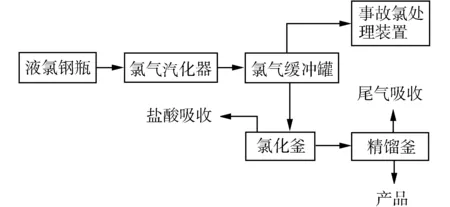
图1 三氯乙酰氯生产工艺流程框图
(2)根据《剧毒化学品目录》(2012版),氯气属于剧毒气化学品,液氯钢瓶使用场所要加装监控探头。
(3)氯气钢瓶泄漏的风险评价[1]。氯气理化数据:分子量M71,沸点t0-34.6 ℃,液体平均比热C0.96 kJ/(kg·℃),汽化热Mq289 kJ/kg。氯气危险浓度:吸入5~10 min致死的浓度p为0.09%;吸入0.5~1 h致死的浓度p为0.003 5%~0.005%;吸入0.5~1 h致重病的浓度p为0.001 4%~0.002 1%。
未采取任何防护措施,1 t液氯全部泄漏造成的危害,据上述氯气理化数据计算在沸点下蒸发蒸气的体积(取室温t=20 ℃):Vg=22.4WC(t-t0)/Mq×(273+t0)/273=49.96 m3。据浓度不同,有毒空气体积V=Vg/p,假设氯气以半球形向地面扩散,有毒空气体积V=2/3·π·R3;据上述氯气危险浓度可计算出其扩散半径R(见表1)。

表1 氯气扩散半径R m
在工作场所,液氯钢瓶泄漏存在极大的风险,距破裂中心423 m范围以外才能达到车间允许浓度0.315×10-6。
因此,安全设施中要装有毒气体泄漏报警仪,附近要设液碱池,其水体容积必须达到25 m3、100%液碱1 200 kg;且控制气瓶漏点时要将其浸没在水体中,控制吸收水温度<45 ℃,控制pH值>7,并采取防止液氯气瓶漏点反喷朝上的固定措施[2],此外,还应配备正压式空气呼吸器以及堵漏用的木塞。
2.2 氯气汽化器
采用盘管式氯气汽化器,工作中用不超过40 ℃的热水加热,加强对温度的监控,装设压力表、温度计;其材料采用16MnDG无缝钢管。
2.3 氯气缓冲罐
氯气缓冲罐直径为1 000 mm、体积为1.0 m3,工作温度为30 ℃,工作压力为0.3 MPa(设计压力1.1 MPa)。
氯气缓冲罐的设置,是为了保持向氯化釜通氯气时压力的平稳性。为了保证本质安全,在设计制造时就要予以考虑。尽管其压力属于低压范畴,但由于氯气是高度危害性物质,据《固定式压力容器安全技术监察规程》(TSGR0004-2009),氯气缓冲罐为第二类压力容器。设备材料选用Q245R。
氯气缓冲罐上装设防爆片,其整定压力不超过设计压力,防爆片后管道连接到事故氯处理装置(用碱液喷淋吸收);氯气管道上加设止回阀,防止物料倒流至缓冲罐内;氯气缓冲罐下方装设排污阀,定期进行排污清洗,防止三氯化氮积聚而分解爆炸[3]。
2.4 氯化釜
氯气通过喷头进入氯化釜内,与二氯乙酰氯在催化剂的作用下进行反应得粗品三氯乙酰氯;副产的氯化氢气体用2台石墨降膜吸收器吸收得副产品盐酸,并储存在玻璃钢储罐中。
为了深度氯化,氯化釜选用细长型带夹套的反应釜。氯化釜材质选用搪瓷,氯气喷头采用F4材料。
氯化釜在常压下使用,设有液位计,并加设温度计、氯气流量计、冷凝器等以控制反应温度。
2.5 精馏釜
粗品三氯乙酰氯进入精馏釜,初期精馏时由于有大量氯气存在,尾气管道接入碱液喷淋装置吸收。精馏釜上装设事故状态紧急泄压设施,如防爆片。
3 结 语
在三氯乙酰氯生产的安全管理中,我们要重点加强对氯气的安全管理,不仅要加强物(设备设施)的安全状态管理,还要从人的安全行为管理上入手,消除事故隐患,确保安全生产。
参考文献:
[1]周德红,张艳芳,王红汉.氯气泄漏扩散半径估算与应急处置[J].工业安全与环保,2006,32(8):4~6.
[2]中国氯碱工业协会.关于氯气安全设施和应急技术的指导意见[(2010)协字第070号].
[3]液氯使用安全技术要求(AQ3014-2008).