个性化立体相框的设计及其数控雕刻方法
2014-08-16谌鹏袁伟
谌鹏,袁伟
(南京信息职业技术学院,江苏 南京 210023)
0 引言
相框作为一种家居用品其主要由一张冲印好的照片和具有一定外形尺寸的框架组成,浮雕由早期的艺术创作逐渐被应用到现代的家居装饰中。能否想象一下将一张平面的照片变为立体的浮雕,再配合一个个性化的相框将两者合而为一,这将是多么有创意的设计,同时也具有一定的市场潜力。
本文介绍了基于图像的浮雕雕刻原理,讨论了个性化立体相框的主要设计思路、自动编程方法和数控加工的仿真测试方法,提供了其数控加工的操作流程。
1 基于图像的浮雕雕刻原理
图像的种类很多,彩色图像由于色彩丰富可以反映出物体的真实状况,灰度图像则由于色彩呈阶梯分布适合用于特殊的数字图像处理。在使用RGB三基色表示灰度图像时灰度等级最高可为256级且RGB三种颜色的数值相等,即RGB值的范围从(0,0,0)至(255,255,255),颜色由黑色至白色呈阶梯分布[1]。虽然灰度图像本身是平面的,但由于颜色深浅不同,因此颜色的深浅可以转换为三维浮雕表面的高低。在本次研究的浮雕雕刻中定义灰度图像中黑色所表示的浮雕表面高度最低,而白色所表示的浮雕表面高度最高,颜色由黑色至白色变化过程中其浮雕表面的高度呈线性变化。因此由灰度图像完成三维浮雕的数控加工时,只需控制刀具根据当前图像像素的灰度值切削至合适的深度即可。图1表示由灰度图像处理为刀具轨迹的对比情况,刀具轨迹为轴侧视角,且为了更清晰地表示灰度图像中颜色深浅与浮雕表面高度的关系此处的刀具轨迹只显示了图像中的部分区域。
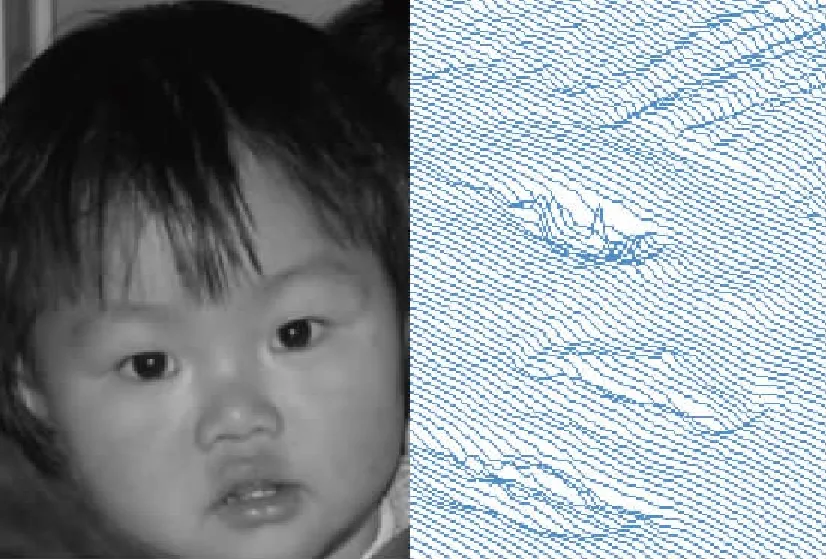
图1 由灰度图像处理为刀具轨迹
2 个性化立体相框的主要设计思路
2.1 图像的优化处理
由基于图像的浮雕雕刻原理可以看出,在对人物肖像进行浮雕转换时会出现错误的“高度处理”。例如人物的肤色较白,在进行高度处理时会将其面部区域加工为凸起的效果,而人物的头发如果是黑色的,在进行高度处理时会将其头发区域加工为凹陷效果。显然人物的头发、眉毛还有眼睛等因为其颜色将会出现错误的“高度处理”效果,因此必须在对图像处理为浮雕前进行优化,该方法是利用PHOTO SHOP软件将人物需优化的区域选定并进行反色处理。对于平面照片,复杂的背景可以起到衬托人物的作用,但对于浮雕来讲反而会使得整个图案错综复杂,扰乱视线,因此对于人物肖像还可使用PHOTO SHOP软件将人物背景更换为黑色以便在浮雕中突出人物特征[2],图像优化处理前与处理后的效果如图2所示。

图2 图像优化处理前后效果对比
2.2 相框的选择
普通的相框本身就是立体的,因此在个性化立体相框的设计中应选择适合的能转换成具有立体浮雕效果的相框素材,最终才能将图像与相框合成并生成整体的浮雕效果。相框素材的选择应注意的事项如下:首先内框尺寸应与图像的长宽尺寸匹配;其次图框内外框之间的距离不能太大,否则图框将会占去整个图案太多的面积,不利于人物的表达;最后图框的图案不能过于错综复杂,否则雕刻出的浮雕会有喧宾夺主的效果。
2.3 相框与图像的合成处理
当相框设计好后,一般可以把相框内框的背景色设置为黑色,然后使用PHOTO SHOP软件的“钢笔”功能即可把人物通过抠图与相框合成,或者将已编辑好的人物图像直接与相框合成,其设计好后的效果如图3所示。

图3 个性化立体相框的合成效果
3 个性化立体相框的自动编程方法
个性化立体相框的自动编程实际上就是基于灰度图像生成立体浮雕的数控编程,此处使用作者设计的浮雕雕刻自动编程软件进行编程处理。软件的核心算法就是通过读取灰度图像各像素点的灰度值,并参考编程者给出的最大加工深度值,将各像素点处理为连续的、高度呈线性变化的刀具轨迹。软件提供了数控加工所需的加工参数选项,同时可对图像进行“平滑处理”,可避免因相邻像素之间的灰度值相差过大(即图像部分区域颜色变化剧烈时)而出现刀具轨迹的剧烈跳动,否则加工出的浮雕表面将会过于粗糙[3]。软件的后置处理支持FANUC数控系统,所生成的数控加工程序在FANUC 0i—MATE—MC数控系统上经过测试,运行正常,软件的运行界面如图4所示。

图4 浮雕雕刻自动编程软件运行界面
下面以图3中的图像为例说明其浮雕雕刻自动编程方法。
1) 选择软件的“打开文件”按钮加载图像文件,如原文件不是灰度图像则将被自动转换为灰度图像;
2) 选择“平滑处理”按钮,软件将完成图像的平滑处理以使得刀具轨迹能够平滑过渡;
3) 根据加工要求选择合适的加工参数并确定xy向原点位置;
4) 如需生成粗加工程序则选择“快速切削加工”复选选项(否则生成精加工程序)并选择“生成程序”按钮,软件将完成数控加工程序的生成;
5) 如需将处理后的图像生成为可供其他自动编程软件读取的“点云”数据文件则选择“生成ASCII”按钮,软件将完成“点云”数据文件的生成。
4 浮雕数控加工的仿真测试
当灰度图像被处理为数控加工程序后可利用仿真软件对加工效果进行测试,此处选择了Northwood Designs公司的专业数控加工仿真软件“The MetaCut Utilities”进行测试。生成数控加工程序时该自动编程软件采用的加工参数分别是:加工速度为1000mm/min,最大深度为-2mm,冷却液为OFF,主轴转速为3000r/min,比例系数为1.9,xy向原点位置为毛坯上表面中心,测试中仿真软件选择的毛坯尺寸为150×108×10,刀具选择直径1.5mm的球头铣刀,其最终的加工效果如图5所示,总的加工时间经模拟计算约为34min。

图5 浮雕仿真加工后的效果
5 浮雕数控加工的操作流程
经仿真软件测试数控加工程序无误后,即可对其在数控机床上进行加工,此处使用南通机床厂制造的V600数控铣床进行加工,机床配备了FANUC 0i—MATE—MC数控系统。加工前应准备好制作个性化立体相框的毛坯,其材质为质地较硬的红衫木或橡木,以确保加工出的表面光滑且切屑不缠绕刀具,同时还应准备好直径1.5mm的高速钢球头铣刀。由于加工用程序其容量超过机床数控系统的程序存储空间,因此加工时需先将程序下载至CF卡并通过数控系统的DNC加工模式进行加工,其数控加工的操作流程如下:
1) 机床开机,回参考点;
2) 安装刀具,使用机用虎钳将毛坯装夹;
3) 根据编程时所设计的编程原点进行对刀,并对设置的原点进行校验;
4) 将CF卡安装至数控系统的对应插槽,选择工作方式为“DNC”,通过数控面板操作选择CF卡中需运行的程序,确认无误后按下“程序启动”按钮,数控机床即开始加工。
6 结语
介绍了基于图像的浮雕雕刻原理,讨论了个性化立体相框的主要设计思路、自动编程方法和数控加工的仿真测试方法,提供了其数控加工的操作流程。由于个性化立体相框具有相框的外观和浮雕的艺术特色,如将其投入市场应该具有一定的商业潜力。
[1] 杨珍.利用Photoshop制作数控浮雕的若干问题[J].上海工程技术大学学报,2009(3):60~62.
[2] 张哲峰,张蔚.中文版Photoshop CS3图像处理实用教程[M].北京:清华大学出版社,2009.
[3] 谌鹏.基于图像的浮雕雕刻自动编程软件的开发[J].信息化研究,2011(2):75~78.
