模型制作与钳工技术(上)
2014-08-11吴为安
吴为安

在模型的制作过程中,经常需要用到各种钳工方面的技术,由于许多模型零件比较小,运用的钳工技术也有别于普通的钳工。下面就试述一下这方面的知识。
1. 锉
用锉刀加工零件是钳工最基本的技术。在模型制作中,常用的是各种形状的小规格钢锉(如100~200毫米的平板锉、圆锉半圆锉、三角锉、方锉和大、小什锦锉)。
锉刀有粗齿锉、中齿锉和细齿锉、油光锉之分,在模型制作中,中齿锉、细齿锉用得比较多。锉铝还有专门的铝锉,它的锉齿特别粗。
在模型制作的过程中,用大平板锉锉削零件大面积表面的机会不多,经常碰到的是锉削零件的某个小平面。这时,可能会用到“推锉”的方法。
所谓推锉,就是用单手或双手(视锉削面大小或位置而定)平捏住锉刀,在需要锉削的零件表面平推,要求锉刀放平,用力均匀。
还有的时候,要锉削的零件较小,用桌虎钳夹持还不如用手拿方便,这时可以将零件拿在手上,锉刀放在桌上倒着锉。如需光洁度更高,最后可用油光锉锉削。若遇到硬度较高的金属零件,像内燃机气缸、曲轴等,用一般钢锉无法完成,可以用金刚石什锦锉刀来锉。
锉薄铁皮边缘时,稍不留神,锉刀的锉齿就会将铁皮“带弯”,这时要选用细齿锉刀并斜向锉;如要锉的铁皮较长、窄,就更容易弄弯,可用两块硬木块夹住铁皮后再锉(图1)。
有的模型零件需锉的长孔很窄、很小,连小什锦锉刀也放不进,这就需要把什锦锉刀磨去一边,在砂轮上把锉刀磨薄、磨小后再锉。
2. 锯
钢锯锯条安装时应使齿尖向前,旋紧钢锯的螺母,将锯条绷紧。夹持零件的台钳钳口高度应是人体站立屈肘时的高度(图2)。
使用钢锯时,两脚前后站稳,一手握钢锯把手,另一手扶住锯弓前端,向前推时向下平稳用力,注意前进方向是否正确,并不要左右摇晃;向后拉时放松手臂,不要向下施加压力,推拉速度不宜太快。
钢锯条有粗齿、中齿、细齿之分,粗齿锯条适用于锯割较软的金属,细齿锯条适用于锯割薄壁及较硬的金属材料。
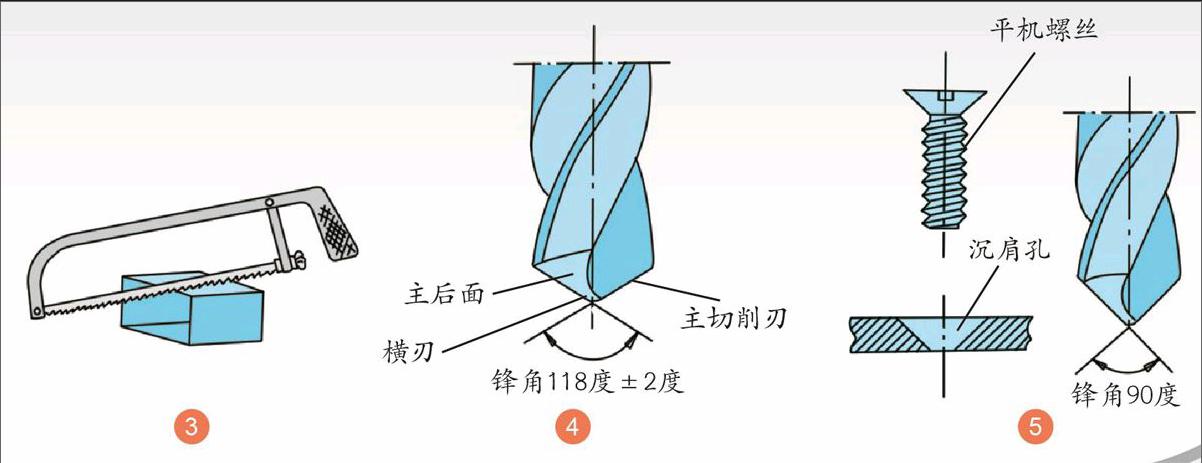
但在锯割有些薄壁模型零件时,即使是用细齿锯条仍会产生崩齿或卡住的现象,这时,采用小角度锯割的方法可能会奏效(图3)。
如果还不行,不妨将细齿锯条改为齿尖朝后安装,再用小角度方法锯割,可以产生满意的效果。锯条的锯齿是左右叉开的,因此,锯出的槽的宽度比锯条的厚度要宽一些,这就是“锯路”。有时需要锯割一条比锯路窄得多的槽,我们可以用砂轮机磨去锯条锯齿的两侧,将锯条磨窄后再锯。
3. 钻
做模型时常用的钻孔工具是手摇钻、手枪钻和台式钻床。
钻单个的、要求不高的孔或需要缓慢地转动钻头时,就可以用手摇钻。但如果要钻很多孔,用手枪钻比较合适。
小的手枪钻可以夹持直径1毫米的钻头,要夹再小些的钻头时,则需要在车床上车一个直径5毫米、长约20毫米的钻头套,在钻头套竖方向锯一条槽,把小钻头插进套里,夹在手枪钻夹头上,就能夹紧钻头。
有的手枪钻还带有无级调速开关,钻头越小,手枪钻转速就需越高。手枪钻使用起来灵活、方便,但钻削时不易稳定掌握,用力不当时还容易折断钻头,且难以保证孔的垂直度。
在这方面台式钻床就显示出了它的优越性,台钻操作稳定、可靠,钻孔垂直度好。
大的台钻能夹持直径12毫米的钻头。台钻的电动机轴和钻夹头轴由直径不同的几对皮带轮通过皮带传动,形成几档快慢不同的输出轴转速,当使用直径较大的钻头时,转速应放在慢档(电动机小皮带轮带钻夹头轴大皮带轮);当使用直径较小的钻头时,转速应放在快档(电动机大皮带轮带钻夹头小皮带轮)。
台式钻床应当配备一把平口钳,以使工件夹得更平稳。
现在使用的钻头大多是麻花钻头。麻花钻头系双刃切削,左右两个切削刃在钻头中心的交叉点处形成一个横刃(图4),钻头直径越大,这个横刃越长,由于横刃的存在,在钻孔时,钻头常常无法准确对准预定的中心钻孔。
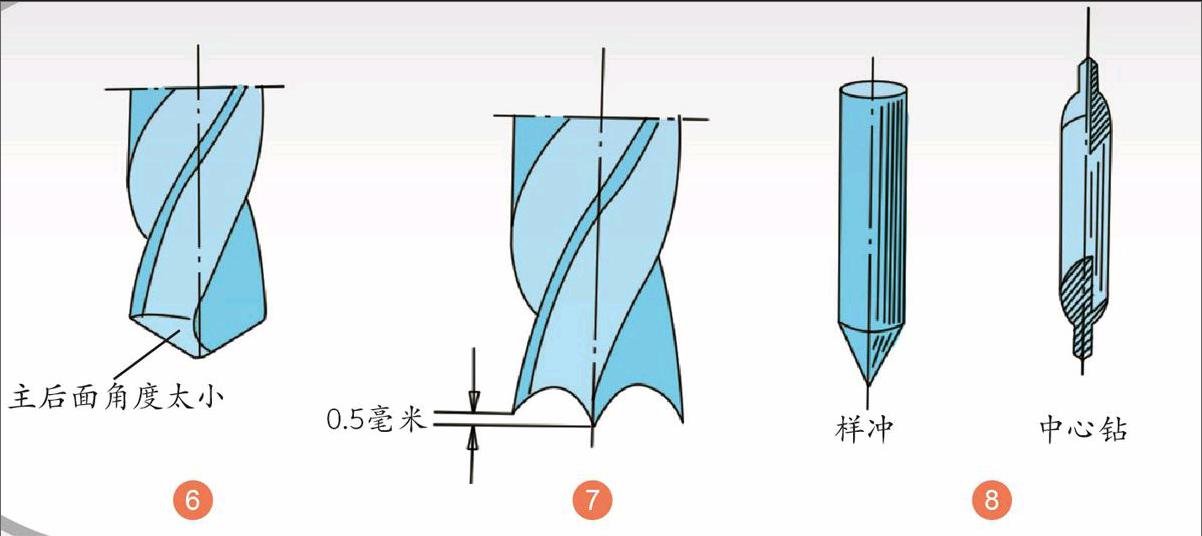
这时就需要用“样冲”(一种尖头的钢制工具,图8左)在中心处用榔头敲一个凹坑后再钻孔;也可以用中心钻(图8右)先在中心钻一个孔,再调换其他钻头钻孔。
钻头两个切削刃所形成的标准锋角为118度±2度(图4),但是,当需要钻平机螺丝或木螺丝的沉肩孔时,钻头锋角要磨成90度(图5)。
一般初学刃磨钻头的人容易犯的错误是刃磨的钻头主后面角度太小(图6)而导致切削刃无法切削,因此在砂轮上刃磨钻头时要特别注意。
制作模型时经常要用钻头在薄铁皮上钻孔,这时用标准锋角的钻头是不行的。因为钻头的刃口会卡住铁皮并将铁皮撬弯,还容易酿成安全隐患。
因此需要刃磨一个专用的薄板钻,它的形状如图7,它不是用刃口的全部切削,而是钻头中心定位,用两个尖角切削,因而很容易在薄板上挖一个圆孔。
由于钻头的两边刃口一般都是在砂轮机上手工刃磨的,因而两个刃口不对称而且中心偏移是常有的现象,用这样的钻头钻出的孔往往都大于钻头的直径。
另外,两边刃口不一样会使钻削时两刃的切削量也不一样,因而在钻深孔时,会使钻头向切削量大的一侧弯曲,使得钻出的孔不直。
在制作模型时,有时需要钻直径比较准确的孔,这就需要利用一种叫“套钻”的方法:即在钻孔前,先挑一个比需要的孔径略小的钻头(根据孔的大小,直径比所需孔径小0.2~0.5毫米)钻孔,然后再用要求的直径的钻头钻,这样钻出的孔就较为准确。
反过来,如要钻一个比手中的钻头直径大一点的孔,而身边又没有合适的钻头,那只要把现有的钻头中心故意磨偏,钻出的孔一定比钻头的直径大。
如果需要在硬度比较高的金属表面钻孔,一般的钻头是钻不动的,需要用一种硬质合金麻花钻头钻。
