FANUC数控机床频率响应检测与故障分析*
2014-07-31韩京海
韩京海, 徐 鹏
(南京交通职业技术学院 机电工程系,江苏 南京 211188)
FANUC数控机床频率响应检测与故障分析*
韩京海, 徐 鹏
(南京交通职业技术学院 机电工程系,江苏 南京 211188)
利用伺服调试软件Servo Guide来检测数控机床的频率响应,通过手动设置滤波器和调节伺服参数,有效抑制振动现象。详细分析了频率响应曲线特性,检验了伺服轴的静态和动态特性。根据测量的频率响应曲线分析了数控机床振动故障原因,通过调试参数和机械维修的方法排除了故障。
数控机床;频率响应;振动;故障
1 前 言
FANUC数控系统利用伺服调试软件Servo Guide 对系统参数进行调整,达到优化机床性能的目的。数控机床可通过频率响应来测量机床各个轴的共振点,设定滤波器参数抑制共振,然后再提高速度增益,重新测量频率响应,检查波形是否满足要求。
伺服调试软件Servo Guide产生正弦波扰动,将频率变化的正弦扰动输入至扭矩指令,使得机床产生振动。通过正弦波扰动输入和速度控制器输出,即可获取速度环的频率响应。其原理如图1所示[1]。

图1 伺服控制原理图
2 数控机床频率响应的检测
FANUC SEVRO GUIDE具有测量机床的频率响应的功能。它可通过SEVRO GUIDE软件自动生成以下程序:
G91G94
N1G01X100.000F120.000
G04X1.000
N999G01X-100.000F200.000
M99
程序中机床移动指令由不同的频率组成,机床移动频率通过编码器反馈,数控系统根据反馈的数据得出幅频响应特性曲线。
在设定伺服轴的基本参数基础上,首先需要在JOG方式,检验伺服电机是否能够在低刚性下稳定工作,一般小型机床速度环初始增益都可以设定至150%,位置环增益设定至3 000;大型机床速度环增益设定至100%,位置环增益设定至1 500~3 000。如果在低刚性下,机床不能稳定,请检验机械安装是否完善,或重新加载伺服电机参数,排除误设伺服参数引起的一些问题;再有可能需要事先人为加入滤波器,先滤波再测试频率响应。
(1) 手动加入滤波器的方法为:①在一组中心频率中加入如下参数:PRM 2360:300(中心频率);PRM 2361:80(带宽);PRM 2362:10(阻尼);②利用JOG和自动G01进给,测试该轴运行是否稳定。
如果机床振动无改善,可将PRM 2360参数以每次50进行增加,并再次利用JOG和G01进行,直至机床运行稳定。
(2) 在实际加工时,伺服轴的频率响应测量需要使用速度增益切换(PRM 2202#1=1)功能,调整时将切削时速度增益倍率(PRM 2107) 设定为100,将快速/切削速度环增益设定相同值,速度环调试完成后,结合切削时速度增益倍率,将快速/切削速度环增益分开设定。
(3) 使用系统速度环比例相高速处理功能(PRM 2017#7=1)和加速反馈功能(PRM 2066),可进一步提高速度环响应的功能,此时,速度环增益可以设定更大值。一般情况下,小型车床、立式加工中心建议选用速度环比例相高速处理功能;龙门落地镗铣床等负载惯量大的机床,建议选用加速反馈功能。
(4) 频率响应主要是针对速度环进行测定,在测定频率响应环之前,需要注意电流环HRV控制的设定,对于0i-C系列,HRV1/HRV2/HRV3都可以使用,但在0i-D系列中,最少使用HRV2,使用HRV1将出现ALM456报警(非法电流环控制)。缩短了伺服电流采用周期,机床可能出现高频振动[2]。
3 频率响应曲线特性分析
通过SERVO GUIDE软件,利用图形窗口中的【工具】―【频率响应】―【测量】可以测定机床频率响应如图2所示。频率响应图反映了电动机驱动机床工作台移动的状态。机床刚性好,静动摩擦力小,电动机轴与滚珠丝杠轴连接的同轴度高,电动机就能很轻松地驱动工作台移动,其频率响应图就很好;反之,则很差。
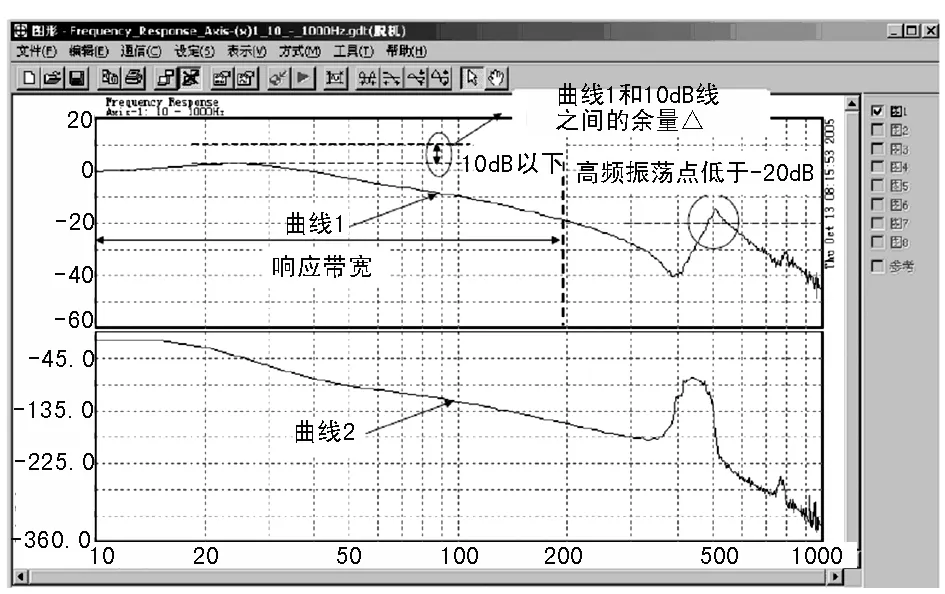
图2 数控机床频率响应图
所测试频率响应曲线分为上下两组曲线,曲线1为幅频特性,曲线2为相频特性,调试中主要以曲线1作为考察伺服特性的主要依据。
(1) 10~200 Hz为低频特性响应区,该区域内,接近0dB的曲线代表系统的响应带宽,接近0dB 的曲线越宽,系统的响应特性越好。响应带宽主要通过调整伺服环的位置增益参数(PRM1825)、速度环增益参数(PRM2021)来实现,使响应带宽越宽越好。
(2) 200~1 000 Hz为高频特性衰减区,利用该区域的曲线,可以测试出机床高频振荡点,利用系统HRV滤波器可以过滤振荡点,使机床高频共振被抑制,此时高频共振频率处的幅值应低于-10dB。在SEVRO GUIDE参数窗口,点击【滤波器】―【消除共振】,进行设置。
(3) 截止频率(幅频曲线开始下降的地方对应的频率)处的幅值应低于10dB,若高于10 dB,应降低速度环增益(PRM2021)。
(4) 在1 000 Hz附近的幅值应该低于-20 dB。
从频率响应曲线1分析可知机床的驱动状态,通过调整伺服位置环增益、速度环增益和使用HRV滤波器就可以使频率响应图达到要求,从而达到优化电动机驱动,抑制共振的目的。但将速度环增益提高到合理值后,只能验证伺服轴在全行程范围内某一点的静态特性,为了合理反映伺服轴在全行程范围内的动、静态特性,需要注意以下两项。
(1) 测试伺服轴的频率响应,适当选取3个位置:如在行程正向最远、负向最远以及中间位置,分别验证所测试的最终速度环增益对应的频率响应曲线,观察高频衰减区有无剧烈变化,如果振动点发生变化,需要再次进行滤波或机械需要进一步检查。
(2) 为了验证伺服轴在速度环增益调整完成后的动态特性,首先,利用手轮按照倍率×1、×10、×100、×1 000的档位,测试伺服轴是否运行有明显振动;其次,手动JOG/快速测试伺服轴是否运行平稳有振动;最后,利用伺服软件测试伺服轴的扭矩波形(Tcmd)、速度波形(Vcmd)运行是否平稳。
通过消伺服轴的高频振荡点,可以保证在提高速度环增益后,系统的响应带宽变宽。通过测试伺服轴的频率响应,结合滤波器消除高频振荡点,可以充分发挥出伺服电机的刚性余量,又可以保证伺服轴稳定运行。
4 故障实例分析
(1) 故障现象:某FANUC数控机床各进给轴单独移动时,各轴运动平稳,但在X、Y联动进给时出现:X轴在移动时,Y轴产生振动。
故障分析:频率响应的测量往往是单轴测试,单轴分析。在单轴测试稳定的情况下,而在联动进给时出现故障:X轴在移动时,对Y轴动态特性产生影响,从而产生振动。
故障处理:利用TCMD滤波器功能,在参数PRM 2 067=2 000(约110 Hz)进行滤波,振动现象消失。
(2)故障现象:某FANUC数控机床运行时Y轴有低沉共振声,加工表面纹路粗糙,效果不好。
故障处理:①测试Y轴的静态频率响应曲线如图3所示,从图中可以看出,是机械特性不好或者装配不良常出现的波形。使用滤波器参数无法解决,需要进行机械修调;②进行机械的调整。机械调整后再次进行频率响应测定,使用滤波器来抑制共振,低沉共振声消除。加工效果改善,表面效果好,问题解决。机械修正后再进行调整的波形如图4所示。

图3 Y轴的静态频率响应曲线

图4 Y轴机修后的频率响应曲线
5 结 语
当数控机床的机械特性不良或者装配不好时,可能有低沉的共振声;导致加工中出现震动,引起表面光洁度不好,纹路粗糙等问题。当机床高频出现共振,无法使用滤波器消除。会引起加工表面不好。数控机床振动的抑制是一项复杂的工作,可以通过静态频率响应测试的波形来协助判断,同时需要通过修调机械来解决。
[1] 孙汉卿.数控机床维修技术[M].北京:机械工业出版社,2005.
[2] 刘树青.数控机床故障诊断与维修[M].北京:人民邮电出版社,2009.
The Frequency Response Detection and Fault Analysis for CNC Machine Tools Based on FANUC
HAN Jing-hai, Xu Peng
(DepartmentofMecha-electronics,NanjingCommunicationsInstituteofTechnology,NanjingJiangsu211188,China)
The frequency response detection method of CNC machine tools through Servo Guide soft ware is introduced, the vibration phenomenon of NC machine tool can be improved by the servo parameters adjustment and the filter setting. The characteristics of frequency response curve are analyzed in detail, the static and dynamic characteristics of the servo axis are tested. The vibration reasons according to the measured frequency response curve are analyzed. Some fault diagnosis methods are put forward through the parameters adjustment and mechanical maintenance.
CNC machine tools; frequency response; vibration; fault
2013-11-27
2011年南京交通职业技术学院大学生实践创新项目“基于三菱系统PLC实训台的改造”(编号: CX1115)
韩京海 (1978-),男,江西新余人,硕士,主要从事数控技术、机电控制技术等方面的研究工作。
TG502
A
1007-4414(2014)01-0188-03