GSK980T车床数控系统与PC机数据通讯的实现*
2014-07-31孙晓燕
丁 航, 刘 娜, 孙晓燕
(1.济南大学 工程训练中心,山东 济南 250022; 2.山东建筑大学 机电工程学院,山东 济南 250022)
GSK980T车床数控系统与PC机数据通讯的实现*
丁 航1, 刘 娜2, 孙晓燕1
(1.济南大学 工程训练中心,山东 济南 250022; 2.山东建筑大学 机电工程学院,山东 济南 250022)
使用RS232C技术实现了GSK980T与PC机的数据传输,并使用VB编程工具,开发了基于Windows操作系统的通讯软件,操作简单、方便,界面人性化,方便程序的调试,提高了生产效率。
GSK980T;PC;MSCOMM;串口;车床数控系统;串口通讯
1 引 言
GSK980T车床数控系统(CNC),是广州数控设备有限公司研制的普及型数控系统,为经济型数控系统的升级换代产品[1]。该数控系统目前配备了由第三厂商生产的基于DOS操作系统的PC端通讯软件,使用该软件需要记忆大量的操作命令,使用非常不方便。该数控系统目前还没配备基于Windows操作系统的PC端通讯软件。为实现GSK980T车床数控系统与PC的数据通讯,笔者使用RS232C技术实现了数控车床与PC机的硬件连接[2],并研发了一款Windows操作系统下CNC与PC通讯的的软件:“GSK980T车床数控系统与PC通讯软件”(Serial Communication Software,简称SCS)。
2 GSK980T与PC串口通讯原理
2.1 CNC与PC连接线
此顶设计中,需要两段连接线来共同完成数据的传输,分别称为A段和B段[3]。A段的一端称为C端,另一端称为非C端。C端用于连接CNC后面板的XS36端口,非C端安装在数控车床操作面板的急停按钮面板区。A段只有非C端暴露在车床外。
在连接时,A段的两端不能互换。B段的两端可以互换。A段的连接图如图1所示。B段,DCE与DCE的相同标号的针脚用导线相连。A段与B段连接线均采用通用屏蔽传输线,屏蔽层内含9根导线,屏蔽层焊接在DB9的金属体上,A、B两段的两端都要焊。A段传输线长1 m即可,无须加长。B段视CNC与PC之间布线距离而定。B段一端与非C端连接,另一端与PC连接。

图1 A段接线图
2.2 CNC与PC数据端通讯流程
CNC端固化通讯软件只支持单双工数据通讯[4]。 CNC与PC之间的连线与CNC端固化通讯软件相匹配,支持单双工数据通讯[5]。即通讯中的任何一方发送,则另一方接收;反之亦然。
2.2.1 CNC发送PC接收[6]
(1) 打开PC端串口。DTR引脚为有效状态,DSR、DCD、 RTS、CTS引脚无效。
(2) 打开CNC端串口。串口打开时,CNC端串口的DTR引脚有效。致使CNC端DSR和DCD引脚有效,PC端DSR引脚有效。
(3) CNC端发送数据之前, RTS 引脚变为有效。致使CNC端CTS引脚有效,PC端DCD引脚有效。CNC端开始发送数据,PC端开始接收数据。
(4) 发送过程中:CNC端DTR、DSR、DCD、RTS以及CTS引脚保持有效状态;PC端DSR、DCD引脚保持有效状态,RTS、CTS引脚保持无效状态。
(5) 发送结束后,CNC端RS232C串口关闭:CNC端DTR、DSR、DCD、RTS以及CTS引脚变为无效状态;PC端DSR、DCD引脚变为无效状态,RTS、CTS引脚保持无效状态[7]。引脚状态变化如表1所示。
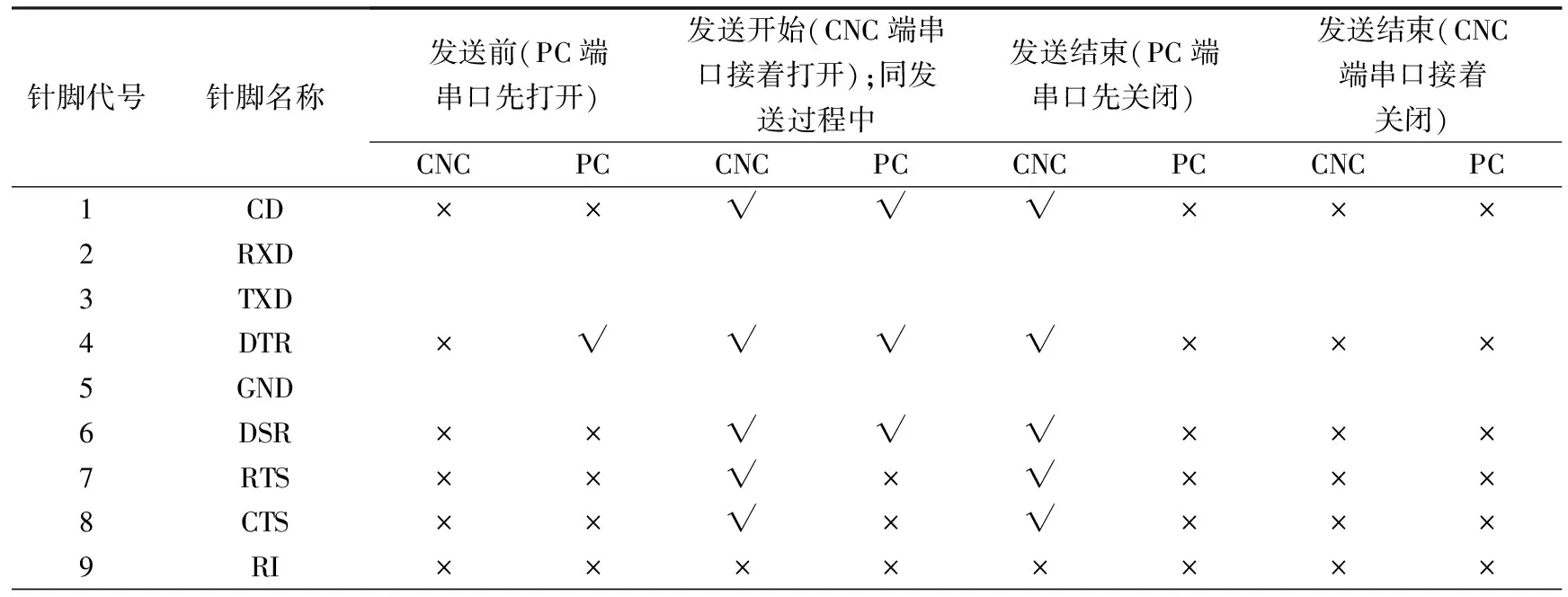
表1 CNC发送PC接收引脚状态变化
注:“√”表示有效;“×”表示无效。
2.2.2 PC发送CNC接收
(1) 打开PC端串口。DTR引脚为有效状态,DSR、DCD、 RTS、CTS引脚无效。
(2) 打开CNC端串口。串口打开时,CNC端串口的DTR引脚有效,致使CNC端DSR和DCD引脚有效、PC端DSR引脚有效。
(3) PC端发送数据之前, RTS 引脚变为有效,致使PC端CTS引脚有效。PC端开始发送数据,CNC端开始接收数据。
(4) 发送过程中:PC端DTR、DSR、DCD、RTS以及CTS引脚保持有效状态;CNC端DTR、DSR、DCD引脚保持有效状态,RTS、CTS引脚保持无效状态。
(5) 发送结束后,PC端RS232C串口先关闭:PC端DTR、DSR、DCD、RTS以及CTS引脚变为无效状态;CNC端串口接着关闭:DTR、DSR、DCD、RTS以及CTS引脚变为无效状态。其引脚变化如表2所示。

表2 PC发送CNC接收引脚状态变化
注:“√”表示有效;“×”表示无效。
3 GSK980T数控车床系统与PC软件设计
3.1 软件介绍
基于VB开发的SCS通讯软件,操作界面简洁,人性化(如图2所示)。在格式菜单下可设置字体的大小及背景色。在调试子菜单中可进行格式检查和语法检查,当出现错误时,会进行相关提示(如图3所示),在设置菜单中可以进行串口参数设置,就大写检查和输入过滤(如图4所示),帮助菜单下提供了详尽软件使用说明及代码说明,方便用户操作。

图2 SCS操作界面 图3 调试程序界面

图4 设置参数界面
3.2 SCS设置PC串口参数
本设计中有效波特率设置值[8]:300,600,1200,2400,4800,9600。
串行数据以贞的形式传输。本设计中每贞有10个二进制位组成,其中的有效数据有7位。实际数据传输波特率为设置值的0.7倍。
波特率不能设置太高或太低。CNC端CPU的处理能力非常有限。波特率太高会造成CNC端串口接收的数据因为得不到读取而丢失,波特率太低则会造成传输慢。以上有效设置值为适合CNC的设置值,PC端通讯软件在编程时应该同样遵守以上设置值。
在进行实际通讯时, CNC端与PC端的串口波特率设置值必需相等。否则,会造成接收错误[9]。
3.3 数控代码传输方式
ISO代码在CNC与PC间进行串行传输。传输完程序号以后,开始传送程序体[10]。SCS以及CNC端固化程序在发送完一个程序段后,均发送一个换行符然后开始下一程序段的发送。换行符表示一个程序段的结束以及下一个程序段的开始。SCS在接收到换行符时就将输入转到下一行的第一个字符处,以示新程序段的开始。CNC与PC中任一方发送及接收的有效数据均是ISO标准NC[11-12]。
4 结 语
目前SCS使用过程中运行性能稳定可靠。使用容易,使用过程中可以参考软件内置的帮助文件,无需进行相关的技术培训或者查找相关技术手册。输入程序后,使用“全面查错”功能可对当前数控程序进行深度查错。可以实时显示接收到的数控程序,用户可以通过发送时显示的进度条了解数控程序发送的进度。
[1] 广州数控设备厂. GSK980T车床数控系统操作手册[Z].广州:2010.
[2] 尤 勇,张 超.PC机与数控机床的通讯方法[J].西安航空技术高等专科学校学报,2005,23(5):56-62.
[3] Jaber A, Hidehile Y, Rizauddin R. Optimization of Operation Sequence in CNC Machine Tools Using Genetic Algorithm[J]. Journal of Advanced Mechanical Design, Systems, and Manufacturing, 2007,1(2):61-65.
[4] Shigeru UENO,Hideaki INOUE,Shinichiro CHINO,et al.Devolepment of the Standard Application Program Interface(API) for Open FA Controller in Japan[J]. Open Architecture Controller Precision Machine Tools,2008,2(3):23-26.
[5] 邓三棚,方 溪.数控机床在线检测软件的开发[J].机械设计与制造, 2006(1):12-14.
[6] 严 遂,张桂香.开放式数控系统在数控车床改造中的应用[J].机械与电子,2007(6):34-37.
[7] 盛 军.柔性生产线控制系统[J].电器技术与自动化,2007(2):50-52.
[8] 邓 建.西门子810D数控车床与PC机的数据通讯方法[J].江苏冶金,2007,4(35):112-116.
[9] 赵 斌.数控加工局域网组建技术的研究[J].黑龙江八一农垦大学学报,2005,6(17):221-225.
[10] 王兆鹏.基于以太网DNC系统的研究[J].新技术新工艺,专题技术,2007(1):423-428.
[11] 李 斌.基于校园网的数控机床联网方案[J].机械工程与自动化,2007(5):236-239.
[12] 任立民.网络数据制造系统中常用DNC通讯接口模式[J].装备制造技术, 2007(7):84-85.
Realization of Data Communication Between GSK980T CNC Lathe and PC
DING Hang1, LIU Na2, SUN Xiao-yan1
(1.EngineeringTrainningCenterofJinanUniversity,JinanShandong250022,China;2.SchoolofMechanicalandElectricEngineeringofShandongJianzhuUniversity,JinanShandong250022,China)
In this paper, the data communication between GSK980T CNC lathe and PC is realized by RS232C. The communication software based on Windows operating system is developed by using VB, It can be operated simply, conveniently with humanity communion interface, and the program is debugged conveniently, the produce efficiency can be improved.
GSK980T; PC; MSCOMM; RS232C; CNC for lathe; serial port communication
2013-12-09
丁 航(1978-),女,山东潍坊人,讲师,主要从事数控车床教学工作。
TG51
A
1007-4414(2014)01-0178-03