角接触球轴承锁口的设计改进及工艺实现
2014-07-22赵荣多
赵荣多
(中山市盈科轴承制造有限公司,广东 中山 528437)
符号说明
ae——外圈沟道位置
c——柱面宽度
C——外圈宽度
di——内圈沟道直径
De——外圈沟道直径
Dw——钢球直径
D3——锁口直径
D4——斜挡边上距非基准端面测高点H处的直径
D5——斜挡边上与测高点H处间距h的直径
h——斜挡边上与测高点H处的间距
H——斜挡边上距非基准端面测高点
M——锁口至测高点H处的距离
N——锁口至沟道中心的距离
Re——外圈沟曲率半径
t——锁量
θ——斜挡边角度
Δae——外圈沟道位置加工误差
ΔC——外圈宽度加工误差
ΔD3——锁口直径累计误差
ΔDe——外圈沟道直径加工误差
ΔRe——外圈沟曲率半径加工误差
1 角接触球轴承锁口分析
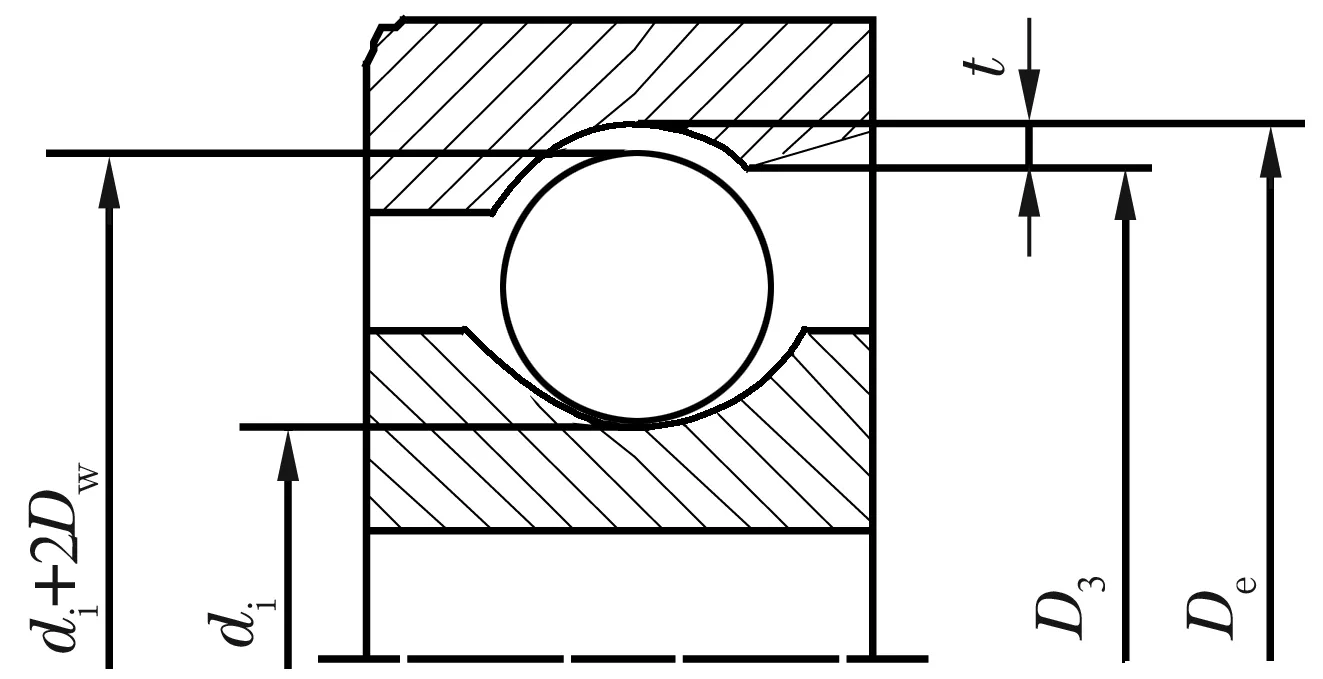
图1 锁口示意图
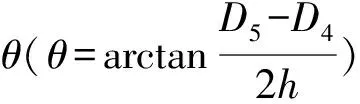
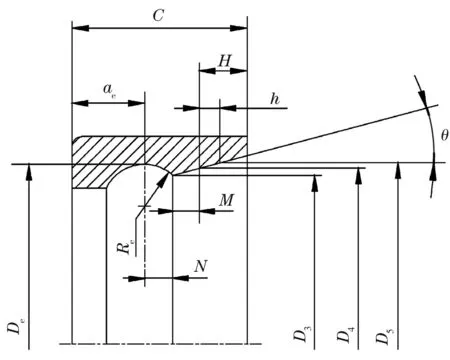
图2 锁口直径的间接测量方法
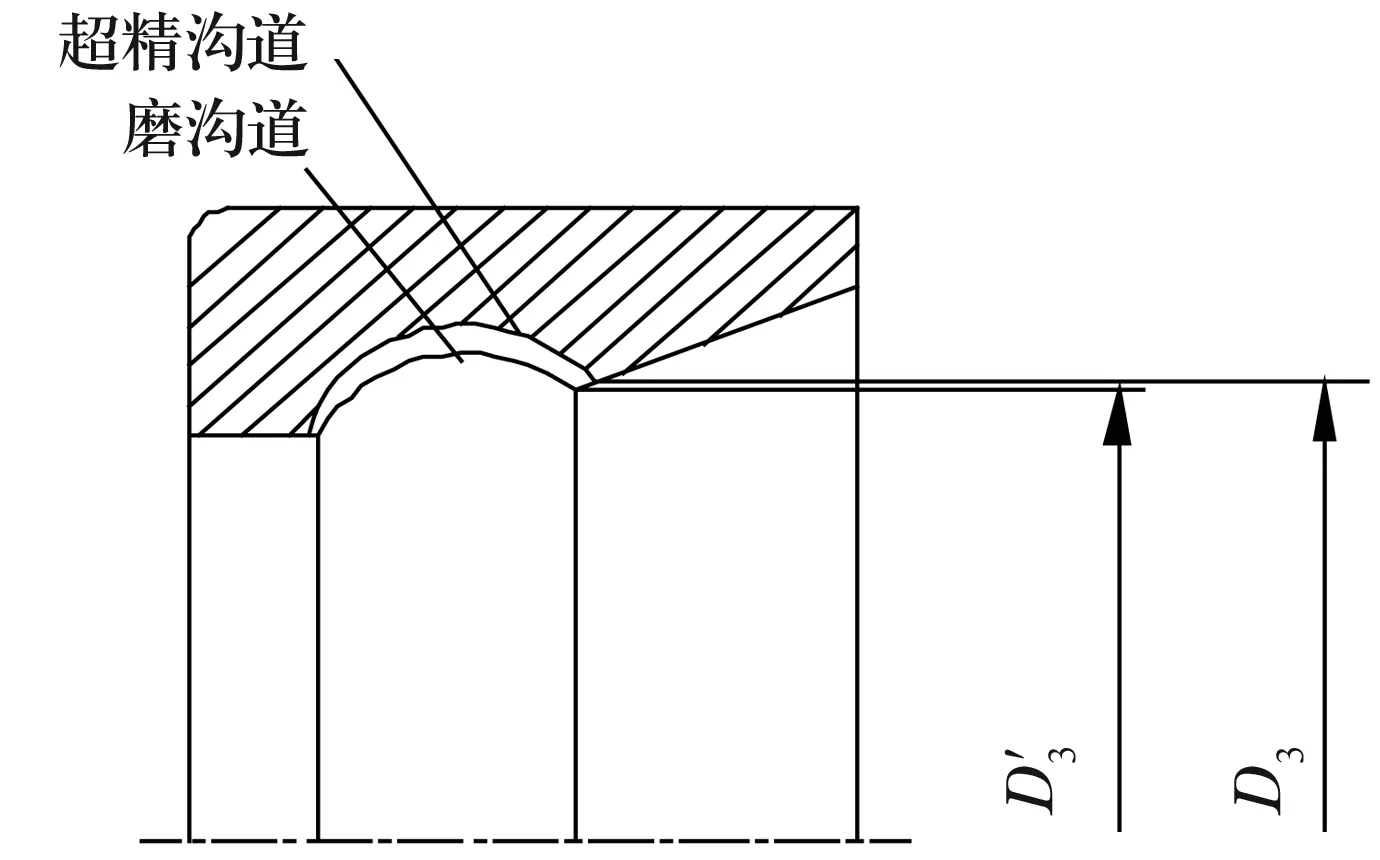
图3 锁口直径在沟道超精前、后的变化
2 锁口直径误差分析
间接测量锁口直径,由图2可知
D3=D4-2Mtanθ,
(1)
M=C-ae-H-N,
(2)
(3)
(4)
D3的误差与C,ae,Re,De,D4,D5,h,H相关,其中D4,D5,h,H的误差属于测量误差,可忽略;C,ae,Re,De为加工误差,属于工艺控制误差,是构成D3误差的主要因素。D3与ae,Re成正比关系,与C,De成反比关系,H,h,D4,D5不变,由(1)~(3)式可得
D3max-D3min=2[Cmax-Cmin+aemax-aemin+
(5)
近似得到锁口直径D3的累积误差ΔD3为
ΔD3≈2(ΔC+Δae+ΔRe+ΔDe/2)tanθ,
(6)
即锁口直径误差为C,ae,Re,De加工误差的累积误差,并且随斜挡边角度θ的增大而增加。
Δt=(ΔD3+ΔDe)/2=0.027>0.01 mm,
说明实际加工的锁量t的误差不满足设计要求。
3 锁口的设计改进
为了能够精确控制锁量,对锁口处尖角进行设计改进,改进后锁口如图4所示。(1)将锁口的形状由尖角改为柱面,当斜挡边角度θ=0时,锁口直径误差不受C,ae,Re,De加工误差的影响。不仅可以直接测量锁口直径,而且使斜挡边与沟道相交处尖角进一步钝化,从而减少了合套时对钢球的磕碰[2];(2)柱面宽度c依据轴承类型和尺寸可在0.5~3 mm之间选择。
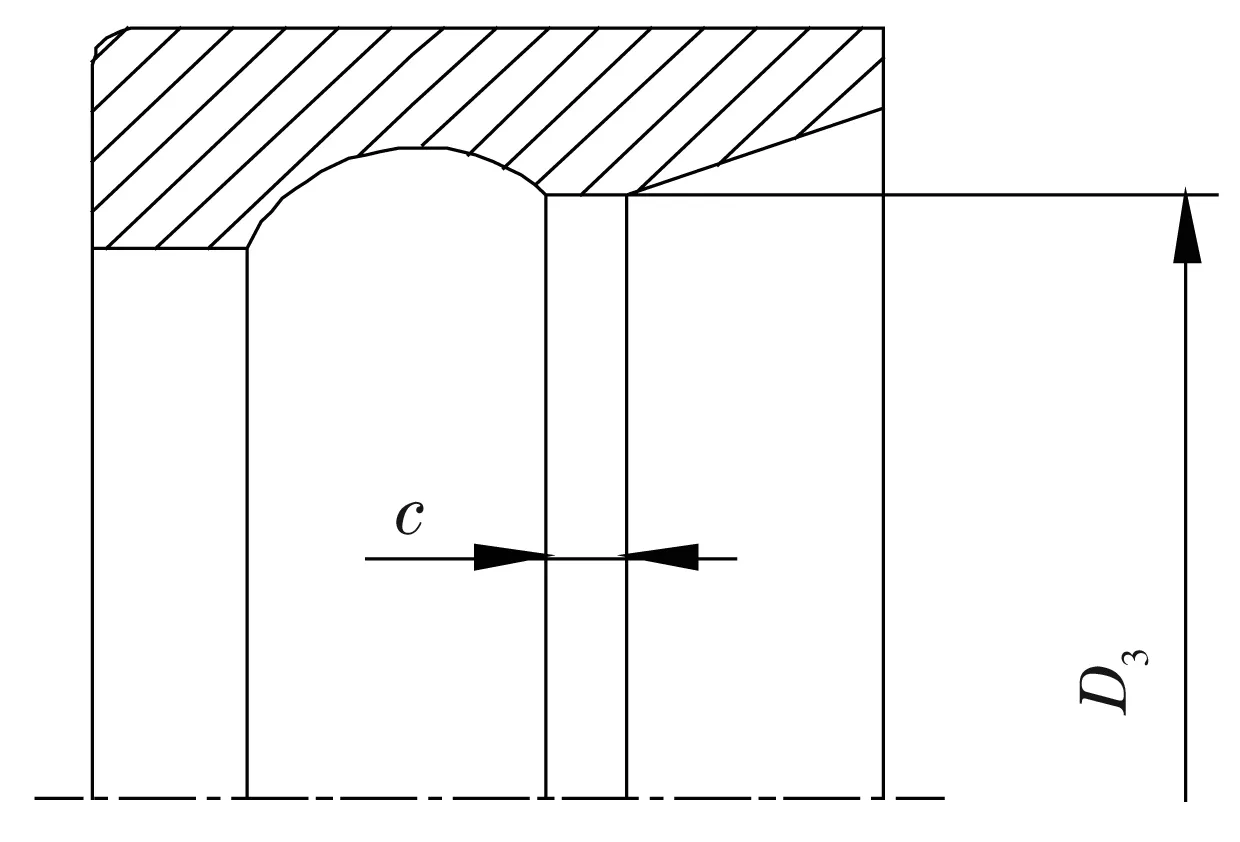
图4 改进锁口示意图
4 工艺实现方法
改进锁口后使沟道与斜挡边相交点由尖角变成柱面,外圈的一般加工工艺路线为:磨两端面→细磨外径面→磨引导挡边→磨沟道→磨锁口→磨斜挡边→超精沟道→精磨外径面。由于磨削柱面锁口时,砂轮离沟道底部的距离较近,容易擦伤沟道,加工时机床的调整难度较大。因此,采用复合磨削技术,高精度金刚石滚轮修整砂轮,实现了引导挡边、沟道、锁口和斜挡边的一次性复合磨削,锁口尺寸精度和磨削效率均得以提高。改进后的工艺路线为:磨两端面→细磨外径面→磨引导挡边、沟道、锁口、斜挡边→超精沟道→精磨外径面。
5 结束语
通过对角接触球轴承锁口和锁口直径误差的分析,将锁口由尖角改为柱面,消除了加工误差的影响,实现了锁口直径的直接测量;通过采用复合磨削工艺,实现了引导挡边、沟道、锁口及斜挡边的一次性复合磨削。改进结构和工艺方法后,减少了合套时锁口对钢球的磕碰,避免了磨削锁口时擦伤沟道,磨削效率大大提高。
