全低变工艺系统运行总结
2014-07-10齐汉强
齐汉强
(陕西洋县玉虎化工有限责任公司 陕西汉中723309)
0 前言
陕西洋县玉虎化工有限责任公司(以下简称洋县玉虎公司)原有生产能力为30 kt/a合成氨, 现在已扩能至80 kt/a合成氨和30 kt/a甲醇。扩能前变换系统采用0.8 MPa 中串低变换工艺,不能满足扩产后需求,且设备陈旧、腐蚀严重,系统压差较大(≥0.12 MPa),蒸汽消耗定额高。经过多方考察调研,新变换系统选用湖北华烁科技股份有限公司的全低变工艺,并于2010年3月下旬顺利投运,经过不到2个月的优化调整,各项指标均达到了设计指标,取得了较为满意的效果。
1 工艺技术方案
1.1 工艺流程
来自压缩机二段出口的0.8 MPa的半水煤气经煤气冷却器降温后(≤40 ℃)送至丝网除油过滤器滤除气体中夹带的油,然后进入饱和热水塔饱和段与热水逆流接触,经增湿升温饱和后的半水煤气(95 ℃)由饱和热水塔塔顶出来,再进煤气水分离器,经添加适量蒸汽达到工艺要求的汽气比后进入热交换器管内,与变换气换热提温至180~200 ℃,再经过电炉进入低变炉一段顶部,进一步过滤脱除气体中的杂质后进入一段催化剂床层,经一段变换反应后温度升至380 ℃左右,再进入增湿器增湿降温至200~210 ℃后进入低变炉二段床层继续进行变换反应,温度升至270~280 ℃进入热交换器换热管外与半水煤气换热降温至190 ℃左右,然后进入低变炉三段催化剂床层进行反应,反应后的变换气(温度210 ℃,CO体积分数<1.5%)经一水加热器管间和热水塔回收热量后温度降至约70 ℃,再去软水加热器管内加热来自软水岗位的软水,进一步降温后的变换气去变换器冷却器用循环水冷却降温至40 ℃,最后经变换器水分离器分离夹带的液滴后送碳化或变脱系统。
1.2 主要设备
主要设备参数见表1。
表1 主要设备参数
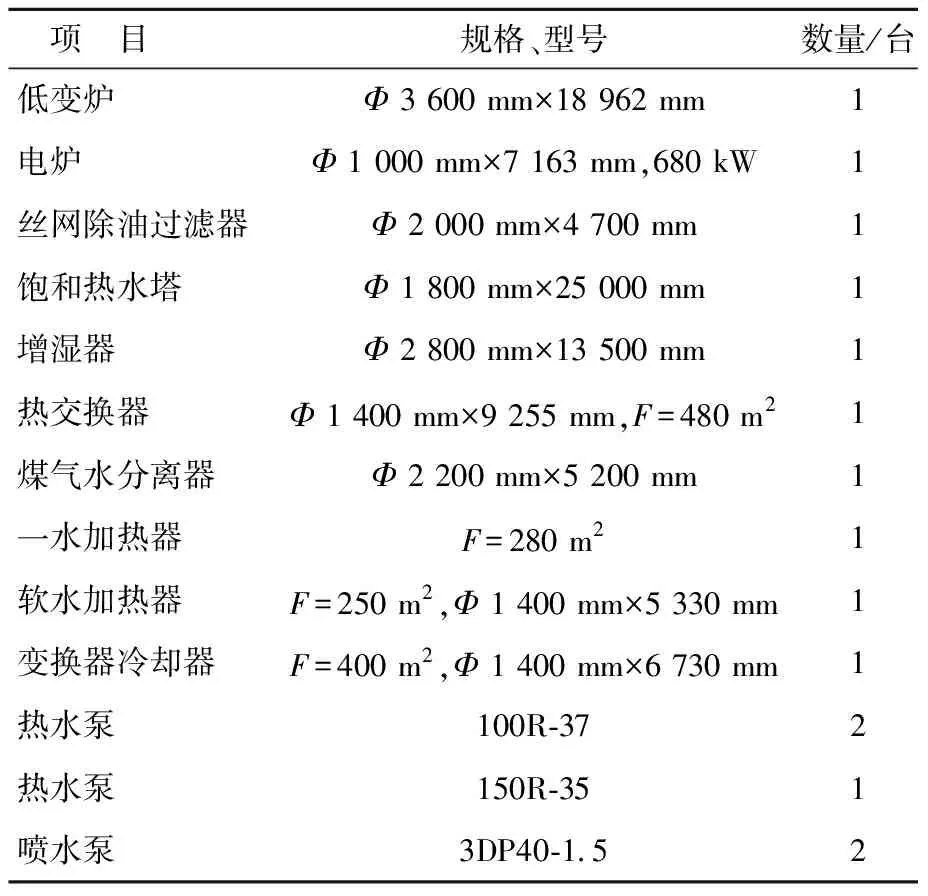
项 目规格、型号数量/台低变炉Φ 3 600 mm×18 962 mm1电炉Φ 1 000 mm×7 163 mm,680 kW1丝网除油过滤器Φ 2 000 mm×4 700 mm1饱和热水塔Φ 1 800 mm×25 000 mm1增湿器Φ 2 800 mm×13 500 mm1热交换器Φ 1 400 mm×9 255 mm,F=480 m21煤气水分离器Φ 2 200 mm×5 200 mm1一水加热器F=280 m21软水加热器F=250 m2,Φ 1 400 mm×5 330 mm 1变换器冷却器F=400 m2,Φ 1 400 mm×6 730 mm1热水泵100R-372热水泵150R-35 1喷水泵3DP40-1.52
2 开车情况
2.1 催化剂装填
低变炉一段上层装填保护剂4 m3、抗毒剂6 m3,低变炉一段下层装填B303Q型催化剂11 m3;低变炉二段装填B303Q型催化剂12 m3;低变炉三段装填抗毒剂1.5 m3、B303Q型催化剂20 m3。每层催化剂底部交错铺设2层不锈钢网(8目),装填高200 mm的Φ50 mm耐火球。
2.2 低变催化剂升温硫化
2010年3月21日01:30,低变催化剂开始升温硫化;3月22日23:00,开始降温置换;3月23日 06:00,降温置换结束,拆、加盲板;3月23日13:08,制得合格变换气[CO体积分数1.30%,H2S质量浓度2.15 g/m3(标态)]送至后工序,轻负荷运行后一直较为平稳。催化剂升温硫化总共用时约54 h,升温硫化期间因出现CS2着火和气体中O2含量偏高等意外情况而停止硫化,实际升温硫化时间约42 h。低变催化剂升温硫化严格按照华烁科技股份有限公司制订的“B303Q型催化剂升温硫化方案”进行,且该公司技术人员在现场指导硫化,催化剂硫化较为彻底。
3 运行状况
3.1 系统压差
原中串低变换系统时常出现超压现象,运行正常时压差为0.08~0.10 MPa,运行状况较差时压差达0.15 MPa,系统被迫停车处理。自2010年3月 底新变换装置投运以来,变换系统压力≤0.80 MPa,系统压差一直较为稳定(<0.05 MPa)。2012年9月,系统压差增大至0.07 MPa,原因是饱和热水塔中规整填料腐蚀、杂质油污堵塞严重,致使压差增大。停车检修、清洗并更新部分填料后,系统压差恢复至0.05 MPa。2012年11月大修期间,将饱和热水塔由填料型更换为泡罩塔板型(Φ2 200 mm×24 950 mm ),系统压差仅有~0.04 MPa。
3.2 床层温度及热量回收
原中温变换热点温度在450~480 ℃。全低变催化剂低温活性较好,低变炉各段进口气体温度均在200 ℃左右,床层温度比中串低变换工艺下降了100~250 ℃。热量回收效率高,有效热能损失少,出热水塔变换气温度降至100 ℃以下,换热设备面积可缩小一半左右。
3.3 蒸汽消耗定额
中串低变换系统蒸汽消耗4.0~4.5 t/h;全低变装置运行近3年以来,蒸汽消耗为0.85~1.05 t/h。吨氨烟煤消耗由原175 kg降至55 kg。
3.4 全低变工艺要求
半水煤气总硫指标150 mg/m3(标态),因此原料煤的含硫量可放宽。洋县玉虎公司半水煤气脱硫采用传统氨法脱硫工艺,目前负荷很轻(造气原料煤是宁夏煤,含硫低,半脱装置几乎可以停运);全低变工艺有机硫转化率高达98%,有利于铜洗系统操作、降低铜耗。
3.5 操作中应注意的事项
①半水煤气中氧体积分数应严格控制在<0.5%;氧体积分数达到0.5~0.8%时,系统应减量生产;氧体积分数>1.0%时,系统应停车;发现氧含量超标时,首先应减少蒸汽添加量,以防止催化剂反硫化,严禁用加大蒸汽量压温。②生产中如遇突然减量,应立即减少或切断蒸汽供给,否则短期内会由于汽气比过大而引起催化剂反硫化。③如需临时停车或突然跳闸停车时,必须先关闭蒸汽总阀并进行汽包泄压,才能切断煤气,否则会因汽气比剧增而引起催化剂反硫化,导致催化剂失活。④严防饱和塔气体带水或蒸汽带水入变换炉。⑤正常生产中,应对一段蒸汽添加量、二段喷水量、调温副线、热水循环量进行整体合理调节,达到优化调控催化剂床层热点温度的目的。⑥调整控制好热水循环量,确保良好的热回收效率。⑦强化增湿器喷水水质管理,严防催化剂层结垢产生阻力;稳定喷水量,确保二段入口气体温度指标。⑧加强变换系统各设备排污操作,防止油污、杂质等对催化剂的危害。
4 结语
全低变装置运行近3年来,工艺稳定、操作简便、节约蒸汽明显。与中串低变换工艺相比,以80 kt/a合成氨、烟煤价格600元/t计,年可节约烟煤9.6 kt,年节能增效价值约576万元。