数控机床加工铁路车厢链轴方案
2014-07-09戴光群
戴光群
摘 要:机械零件加工工艺编排一般都采用常规加工手段,但在一些特殊情况下,采用非常规手段加工零件,会收到意想不到的理想效果,笔者根据实际加工工艺设计环节中的一点体会,与同仁分享。
关键词:阶梯轴孔;非常规;加工工艺
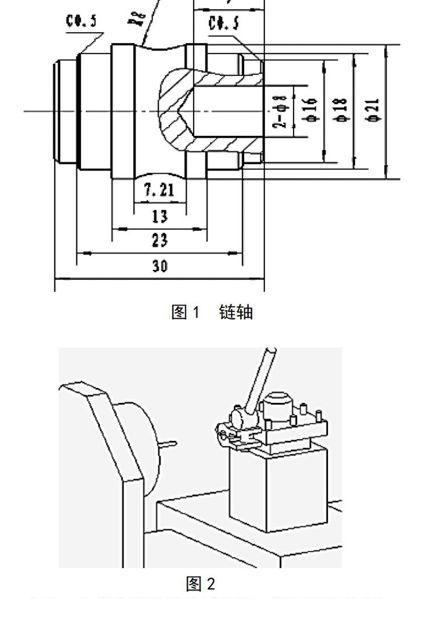
学院校内实训基地接收了一批外部委托加工任务,用于学生实训,任务的内容是加工几十万件铁路车厢链轴(如图1所示),材料为Q235,零件为一阶梯轴,结构并不复杂,左右两端为阶梯,中间有一凹槽,两端中心各有一个直径8mm的孔,如此之大的加工数量,为了提高加工效率必定选用数控机床加工,经过认真分析拟采用如下加工方案:
图1 链轴
将圆钢毛坯用无齿锯切成1200mm长若干段,零件长度30,切槽刀选用宽度为3mm,因此一件需要毛坯长度为33mm,将毛坯圆钢从数控车床主轴外端插入,定位夹紧,先车削右端外圆,为减小机床振动,在数控机床的主轴孔内安装辅助支承。由于数控车床的刀架有4个刀位,因此刀具数量最多4把,加工外圆时采用刀尖角35度、主偏角为90度的外圆车刀,直接精车而成,为了减少装夹次数、提高加工精度,零件左端采用切槽刀切槽,反偏刀从槽部下刀,注意适当减小吃刀深度,外圆切削完成后,换切槽刀切断,零件两端直径8mm的孔在数控机床不便完成,下面着重分析如何合理加工轴端孔。
轴端孔加工有多种方案:
(1)采用普通车床尾座分别安装中心钻、钻头钻孔,这也是最通常的加工思路,能够达到加工精度,但加工效率太差,根本无法满足如此之大加工数量的进度要求。
(2)采用台式钻床加工,先用中心钻钻孔,然后再用钻头钻孔,该方案不可行之处在于,该零件数量极大,装卸零件不方便,钻孔环节全部依靠手工来完成,工人劳动强度大,经过实际操作测试,加工1个零件的两个孔需要1分钟。
(3)采用数控钻铣床加工,在铣床工作台上固定几个三爪卡盘,并记录卡中心坐标,编制一程序专门用于加工轴孔,在实际加工中发现,必须先用中心钻头钻引入孔,再用钻头钻孔,否则,钻出的孔即是偏斜的。
能不能有更好的办法呢?既能高效地完成生产任务,提高效率,又能降低工人的劳动强度呢?为此,经过教研室几位老师的深入研究,总结出一套方案,供大家借鉴。
(4)打破常规做法,采用普通车床加工,所不同的是常规方案是将零件装夹在卡盘上、钻头安装在尾座上,用手工钻孔;新方案(如图2所示)是将钻头装夹在卡盘上,零件安装在刀架上的专用夹具上,采用车床的自动走刀结合快速走刀功能,实现钻孔,拆卸零件时,只需运用机床快速走刀功能将零件远离钻头,扳动扳杆,卸下零件、重新安装零件后,可再次运用快速走刀功能将零件靠近钻头,然后采用自动走刀完成钻孔,在钻孔过程中冷却液始终处于打开状态,防止钻头烧损,车床主轴不用停转。
图2
实施新方案,专用夹具的设计是关键,保证零件精度是根本,提高效率是目标,轴孔与阶梯轴的同轴度是关键,零件在数控车床加工环节为一次装夹,因此,各圆柱面的同轴度均符合要求,可运用零件Φ21轴径定位,以保证孔的同轴度;为了固定专用夹具,可利用刀架的夹紧螺栓夹紧夹具,在专用夹具焊装一块长方体板,用于将夹具与机床刀架联接固定;为了减少拆装零件时间,夹紧机构宜采用凸轮结构,运用凸轮的死点夹紧工件,进一步提高效率,在夹具上设置压缩弹簧,当凸轮松开时,夹具夹口会自动张开,方便零件从专用夹具上取下;为了调整凸轮的死点位置、调整凸轮的夹紧力,在凸轮拉紧螺栓的下方装有高强度调整螺母。
安装专用夹具时需要以下几方面自由度:
(1)夹具中心与车床主轴的中心高度差,可用高度尺多次测量、加上调整垫片进行调整;
(2)夹具中心线与车床主轴中心线是否存在夹角,可在夹具上固定一特制心轴,用百分表测量心轴上下方向是否与机床导轨平行,前后方向是否与机床导轨平行;
(3)夹具中心点是否在主轴中心线上,可通过车床小溜板前后移动逐步调整,直至其误差在允许范围之内,经实际加工,零件的精度一旦符合要求,应尽快固定车床小溜板,使之不能前后移动,并记录手柄刻度,以便于今后调整精度。
该方案的缺点是夹具加工精度要求较高,调整时需要耐心,多个自由度需要同时调整,有一定难度,普通车床耗电量比台式钻床大。在条件允许的前提下,我们还可以考虑采用已冲孔的冲压件作为毛坯,这样加工效率会更高一些,但设备的投入也会相应提高。
经过实践检验,该方案优点是加工效率极高,加工一个零件的两个孔只需要半分钟,比其它方案提高效率一倍以上,劳动强度低,钻孔环节全部由机床自动进给系统完成。该设计方案表明,机械设计工作者应当打破陈规,开拓思路,在常规设备上可以采用非常规加工手段,可能会收到意想不到的效果。只要我们不断思考,不断创新,相信我国的机械制造业终究会走在世界的前列。
