钢钉自动成排装置的研制
2014-07-08王照锋
王照锋
(河南职业技术学院,郑州 450046)
0 引 言
随着社会的发展,钢钉因其具有较高的硬度、强度,广泛应用于建筑、装修行业中[1]。目前,钢排钉的生产主要依靠人工排列涂胶,将钢钉粘成一排,尚未实现大批量自动化生产,已不能满足社会发展的需要。为了提高钢排钉的生产效率,实现自动化生产,国内外学者积极开展了钢钉成排装置的研制工作,五邑大学的阳大志[2]设计了QZD 型排钉机,依靠电磁振动实现上料定向,在重力的作用下,钢钉落入半圆形滑道中成排,这种装置虽然也能部分实现钢钉成排,但对于表面镀覆的钢钉,经过碰撞、摩擦后镀层会出现严重磨损。陈铭[3]等人设计了一种钢排钉自动成排装置,但该装置在检测不符合要求的钢钉时,每次只能剔除1 个钢钉,如果连续有2 个不符合要求的钢钉,则不能完全剔除。鉴于此,作者设计了一种新型的钢钉自动成排装置,利用永磁材料对杂乱无序的钢钉定向,利用PLC、传感器、液压等实现钢钉的自动成排,满足钢排钉自动化生产的要求。
1 钢排钉自动化生产的工艺过程
钢排钉主要以中低碳钢为原材料,通过拉丝机多次拉拔减径,由制钉机生产,经过淬火处理、抛光机抛光,再进行镀覆,最后由手工作业完成排列、涂胶、烘干等工序。其中拉拔、制钉、热处理、抛光和镀覆已实现自动化。图1所示为钢钉自动成排工艺流程,由图1 可见,钢钉自动成排工艺包括下列几个步骤:分离、定向、成排、涂胶、烘干。其中分离、涂胶、烘干目前已有机械可实现自动化生产,而钢钉的定向、成排工艺大多靠人工作业完成。因此,自动化生产钢排钉的关键工艺是钢钉的自动定向和成排。
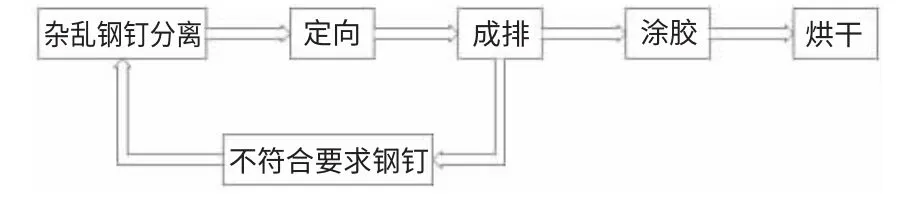
图1 钢钉自动成排工艺流程
2 钢钉自动成排装置设计
2.1 总体设计
自动化生产钢钉的关键工序是把杂乱无序的钢钉定向、排列。经分析研究,设计了钢排钉自动成排装置的总体结构。如图2 所示,杂乱无序的钢钉经定向装置定向后,传送到排列装置中排列整齐,最终达到成排要求。
2.2 自动定向装置设计
钢钉在进入成排装置前的自动定向是实现钢排钉自动化生产的一个比较关键的工序。经过研究分析,设计的钢钉自动定向装置如图2 中定向装置4 所示。该装置由输送机构、永磁材料和收集斗三部分组成。其中输送机构上端安装电磁振动器,杂乱无序的钢钉经过电磁振动器分离后,落入输送带上,并随输送带一起运动。永磁材料安装在输送带的下方,输送带上的钢钉运动到永磁材料的位置时,在磁场的作用下,钢钉被磁化,磁化后的钢钉两端分别为S 极和N 极。在永磁材料的N 极、S 极的吸引下,输送带上的钢钉会发生旋转,保持同磁力线方向一致,从而实现了钢钉的自动定向,定向后的钢钉经过收集斗进入到成排装置中。
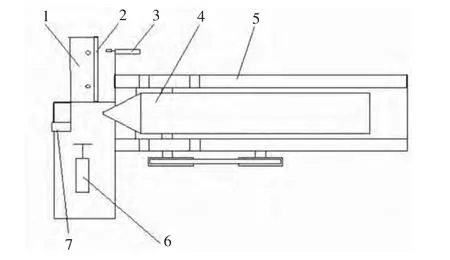
图2 钢排钉自动成排装置的总体结构图
2.3 自动成排装置的设计
成排装置的任务是把定向后的钢钉排列成排,便于后续涂胶工作。如图2 中,1 为钢钉自动成排装置。该装置由推钉机构、吸钉机构、检测机构、控制机构和滑道组成。当检测机构检测到由收集斗运动过来的钢钉时,信号传递到控制机构,由控制机构启动推钉机构,把钢钉推进滑道中,钢钉在滑道内自动排列。当从收集斗传送过来的钢钉与其它钢钉方向不一致时,检测机构把不符合要求的钢钉检测信号传递到控制机构,控制机构启动吸钉机构,把该钢钉直接从滑道中吸出,从而剔除不符合要求的钢钉。吸钉机构和推钉机构均采用液压系统,如图3 所示。当1DT 通电时,推钉机构动作,当2DT 通电时,推钉机构快速退回,完成推钉动作;当3DT 通电,吸钉机构动作,当4DT 通电,吸钉机构快速退回,完成吸钉动作。两缸的行程都由接近开关控制,两缸的动作由PLC 控制。
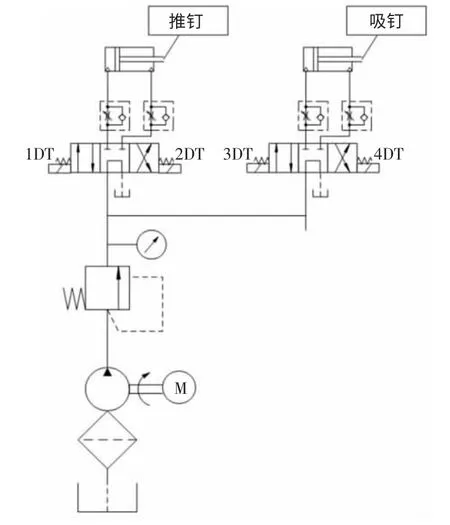
图3 液压系统原理图
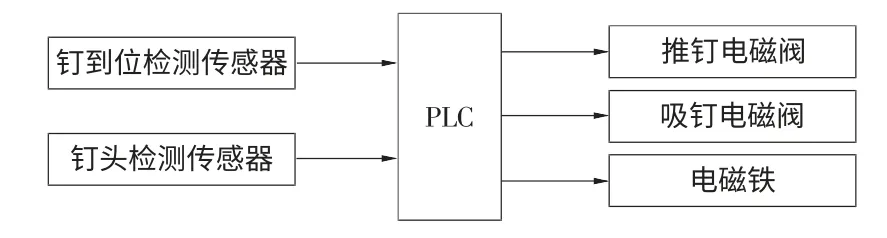
图4 PLC 控制原理图
2.4 PLC 控制设计
目前PLC 广泛应用于工业自动化智能控制领域[4-5],钢钉自动成排装置的推钉动作和吸钉动作均由PLC 控制。2个输入信号,3 个输出信号。检测传感器提供输入信号,输出信号与液压系统的电磁阀相连,控制吸钉、推钉动作。电磁铁安装在吸钉缸上,电磁铁通电吸钉。图4 所示为PLC 控制原理图,图5 所示为PLC 控制系统程序流程图。
3 结 语
钢钉自动成排装置采用永磁材料对钢钉定向,采用液压系统实现吸钉、推钉动作。由传感器、电感接近开关自动检测,PLC 控制吸钉、推钉过程。经多次试验,该装置每分钟可排钉160 多个,满足了设计要求,解决了钢排钉自动化生产的难题。
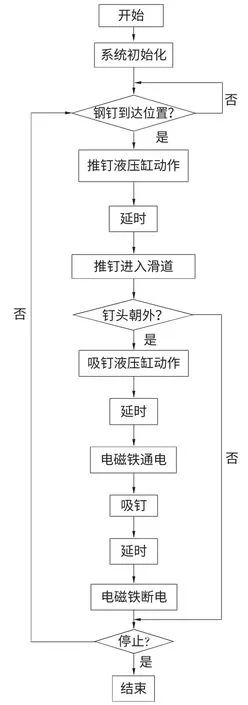
图5 PLC 控制系统程序流程图
[1] 单根立,李月英,白永鑫.新型制钉机液压系统设计[J].液压与气动,2009(5):18.
[2] 阳大志.QZD 型排钉机创新设计[J].新技术新工艺,2002(3):17-18.
[3] 陈铭,王文堂,赵清利.浅谈钢排钉的自动化生产[J].农业装备与车辆工程,2009(1):51-52.
[4] 李向东.电气控制与PLC[M].北京:机械工业出版社,2005.
[5] 张士博,单越康,潘勇.止推片自动检测系统PLC 控制[J].机床与液压,2009,37(7):130-132.
