JOY刮板输送机溜槽大面积磨损的修复研究
2014-07-07严正凯
严正凯
(1.太原理工大学,山西 太原 030000;2.晋煤集团金鼎公司,山西 晋城 048205)
JOY刮板输送机溜槽大面积磨损的修复研究
严正凯1,2
(1.太原理工大学,山西 太原 030000;2.晋煤集团金鼎公司,山西 晋城 048205)
为了适应大采高要求而配套的JOY工作面刮板输送机是现代化采煤工艺中不可缺少的主要设备。井下由于过煤量很大,采煤机的频繁行走,导致铲板和槽帮尤其是铲板两端头磨损非常严重,对铲板溜槽进行修复很有必要。考虑到铲板的材质、硬度、强度等相关技术参数,对其进行了焊接工艺和加工工艺研究,保证了修复后的溜槽在井下能够使用一到两个工作面。
铲板;磨损;修复研究
JOY工作面刮板输送机在晋煤集团寺河矿应用比较广泛,主要是为了适应大采高要求而配套的。现在寺河矿已有五套JOY刮板输送机进入大修期。在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。刮板输送机能保持连续运转,生产就能正常进行。否则,整个采煤工作面就会呈现停产状态,使整个生产中断。JOY刮板输送机溜槽在井下由于过煤量很大,采煤机的频繁行走,导致铲板和槽帮尤其是铲板两端头磨损非常严重。其磨损形式主要是铲板两水平端部和边缘的磨损及链道的磨损,相对而言,溜槽铲板的磨损情况比较严重。链道磨损采取耐磨焊丝补焊即可修复。但铲板由于牵涉采煤机滑靴在其上的行走,考虑到采煤机在煤矿生产中的重要性,若对磨损的溜槽全部进行更换,费用很高,因此,对铲板溜槽进行修复就很有必要,修复工艺就成为需要我们研究的课题。
目前JOY刮板输送机在国内应用比较广泛,寺河矿引进JOY刮板输送机时间较早,已率先进入设备大修理周期。煤矿设备的修旧利废直接牵涉安全生产和经济效益,考虑到铲板的材质、硬度、强度等相关技术参数,需对其进行焊接工艺研究,根据我公司现有设备情况,还应进行加工工艺研究。
根据铲板磨损情况,对铲板进行材质、强度、硬度化验和测试,进行焊材的选择和焊接工艺性试验,选用合适的专用设备进行焊接,制定详细的焊接工艺。根据公司现有设备,设计加工专用胎具进行加工。保证修复的溜槽在井下能够使用一到两个工作面。
根据溜槽使用情况,关键是焊接材料的选择、焊接设备的选型以及公司实际情况进行加工工装的设计和工艺制定。
1 焊接工艺
主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。我们选用H10Mn2埋弧焊镀铜焊丝,配合SJ101焊剂进行埋弧自动焊,焊缝金属具有优良的机械性能。焊接设备选用唐山开元的MZC-1250F自动埋弧焊焊车,电源采用ZD5-1250B晶闸管控制直流埋弧焊电源。根据铲板材料和机械性能制定了焊接工艺和焊接参数,保证了焊接质量。
1.1 焊接材料的选择
由于铲板平面较大且两端有斜坡,所以采用自动化水平高的埋弧焊。埋弧焊是以埋弧焊丝作为电极且电弧在颗粒状可熔化的焊剂层下燃烧进行焊接的方法。埋弧焊丝的选择主要依据被焊部件类型、工作条件、环境、性能要求等确定。碳钢和低合金钢用埋弧焊丝的选择原则是等强匹配,配以塑韧性要求。由于埋弧焊接是由埋弧焊丝和焊剂组合进行的,焊剂的不同同样决定着焊接性能的差异,对低合金高强度钢的焊接应选用相应的低合金埋弧焊丝和烧结焊剂组合,才能获得期望的优良焊接性能。根据以上原则,我们选用H10Mn2埋弧焊镀铜焊丝,配合SJ101焊剂进行埋弧自动焊,焊缝金属具有优良的机械性能。通过选用相匹配焊材,保证了修复后铲板的力学性能和硬度、强度要求。
1.1 .1 铲板和焊材的化学成分和力学性能指标

1.1 .2 铲板材料经化验,确定其成分为30MnSi,其化学成分和力学性能指标见下表:ZG30MnSi化学成分:
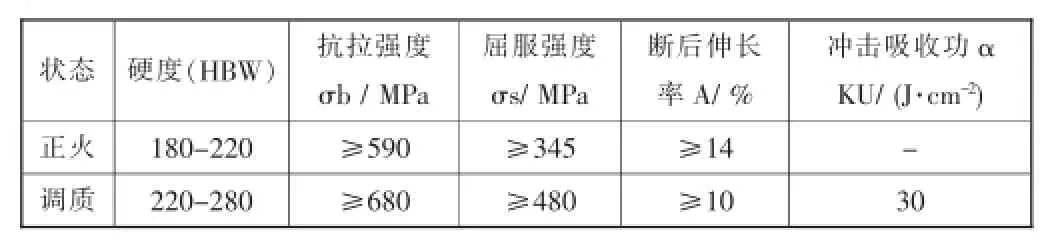
ZG30MnSi槽帮的力学性能指标要求:

1.1 .3 埋弧焊镀铜焊丝H10Mn2化学成分和力学性能指标见下表:H10Mn2化学成分:
熔敷金属力学性能(配合HJ101):

1.2 焊接参数的选择
焊接设备选用唐山开元的MZC-1250F自动埋弧焊焊车,电源采用ZD5-1250B晶闸管控制直流埋弧焊电源。埋弧自动焊最主要的焊接规范是焊接电流、电弧电压、焊丝直径等,其次是焊丝伸出长度、焊剂粒度和焊剂层厚度等。根据铲板焊接要求和焊丝情况,选用焊接参数并进行了验证。焊接参数见下表:

1.3 焊接工艺的确定:焊材和焊接参数确定后制定的焊接工艺
1.3 .1 所有溜槽喷砂处理,保证铲板处无煤泥、油污、锈蚀等影响焊接的因素。
1.3 .2 铲板处两端和边缘磨损严重处,用CO2保护焊方式进行补焊打底,焊丝为JM70,要求焊接后铲板处基本处于同一平面内,局部误差允许在2mm范围内。
1.3 .3 将工溜上平台,使用焊枪或喷枪对铲板侧铲板和槽帮进行加热,要求加热均匀,温度为120℃,然后使用MZC-1250F自动埋弧焊车进行焊接,焊接材料为焊丝H10Mn2,焊剂为SJ101(在使用前按300-500℃保温六十分钟烘焙焊剂),要求焊接高度保证小于278mm,(即铲板绝对高度均在85mm以上),随时利用自制弯尺进行测量。在焊接过程中,随时继续监控并采取加热措施保证铲板温度,同时严格执行《自动埋弧焊车安全操作规程》。焊接后对其进行去除焊瘤、打磨处理等工作。
1.3 .4 焊接后采取室温冷却方式进行冷却。
2 加工工装的设计和工艺制定
加工焊接后的铲板设备最好使用龙门刨或者龙门铣。但公司内现有加工槽帮铲板的设备只有TX6113C/2数显卧式铣镗床。在这种情况下,需要重点考虑的就是焊接后的铲板装卡和加工问题。考虑到变线槽的加工,设计了铲板加工专用工装,加工时通过调节高度和紧定螺栓固定,保证了铲板加工质量。加工时采用可调支撑和加紧定位装置,能同时满足普通中部槽和变线槽的加工。
下图为中部槽图纸,磨损位置见图:


在这种情况下我们设计制作了《铲板加工专用工装》。加工工艺为:利用专用工装对溜槽铲板处进行镗削加工,加工时通过调节高度和紧定螺栓固定,保证铲板平面与铲板槽帮两上平面平行,镗削加工后保证溜槽铲板槽帮侧平面与铲板距离为280mm(即铲板绝对高度83mm),加工后清除毛刺、飞边等。检验合格后,对溜槽进行喷漆。底漆喷涂防锈漆,面漆喷涂白漆。最后出厂。
3 应用推广情况
因为矿方使用的JOY刮板输送机已分别进入大修期,溜槽修复将为矿方节约大量成本,并为公司产值、利润的完成提供良好的条件。同时,JOY溜槽修复后,可根据其实施经验,对其他煤矿的各类溜槽实施修复。
严正凯,男,山西临猗人,高级工程师,现在晋煤集团金鼎公司从事生产技术管理工作、进口煤矿设备大修和大型设备修理工作。
TH122
A
1003-5168(2014)03-0120-02
