纸基蜂窝芯零件的数控加工技术
2014-07-05宋育红
□ 宋育红
西安航空职业技术学院 西安 710089
纸基蜂窝材料是一种多孔固体结构的短纤维复合材料,其结构如图1所示,它不同于实心金属,它由厚度仅为0.05~0.1mm的铝箔或纸质围成的多个六方孔格组成,六方孔格的边长为2~5mm,并且有规则的排列。它具有的特点是:质量轻,比强度和比刚度高,自熄性能好,有良好的绝缘性能及化学惰性,抗压性能好;但其横向伸缩性很大,强度较低。正是由于蜂窝芯材料所具有的独特外形结构和特殊的各向异性力学特征而备受各界青睐,例如NOMEX蜂窝的比强度、比刚度一般是钢的9倍[1]。所以蜂窝芯材料已经应用到许多工业部门,如航天航空、造船、汽车、医疗仪器、建筑桥梁、石化管道、自行车、运动娱乐器材、防护服以及高温烟气过滤系统领域。特别是在航空领域,近年来,发达国家大型飞机制造公司均把蜂窝数控加工技术作为降低飞机制造成本的关键技术,并取得了突破性进展。
金属基蜂窝在飞机上已经使用多年,但大型纸基蜂窝在飞机上的大量应用还存在一定的技术难题。纸基蜂窝与金属基蜂窝相比,具有更好的抗压性能和更轻的质量。但纸基蜂窝就其加工而言,有其特殊的工艺难点。
1 纸基蜂窝零件的加工问题

▲图1 蜂窝夹层结构组成

▲图2 碟形无齿铣刀

▲图3 带有打碎装置的碟形无齿铣刀
蜂窝芯材料制作完成后,大多数情况下需要进行一定的切削加工,以满足装配、连接等要求。目前蜂窝芯零件主要采用高速切削机床来加工,由于纸基蜂窝特殊的结构,使整个加工过程完全不同于金属加工,尤其对于较大型复杂结构纸基蜂窝的数控加工,目前国内仍缺少成熟的加工经验,存在一些有待解决的难题。
1.1 刀具的问题
蜂窝零件的数控加工在我国已有十余年的历史,但对于复杂纸基蜂窝型面加工刀具的选择十分困难,不合理的选型会造成加工过程中压伤、带起、表面粗糙等缺陷。由于纸基蜂窝和金属基蜂窝在结构上有很大的差距,加工纸基蜂窝必须采用特殊的刀具,以往金属基蜂窝加工采用碟形无齿铣刀,到目前已经发展了很多规格,刀具直径从20~200mm,具体形状如图2所示。另外,目前还有带有打碎装置的碟形无齿铣刀,如图3所示,此刀具在把切下来的纸片打碎时,如果机床没有抽风装置,碎末就会满天飞,使机床很难清洗,对人体的健康也会带来很大危害。如果机床有抽风装置,则既可以防止高速切削产生的热使蜂窝燃烧,也可以减少刀具的磨损。除此之外,还有有齿圆片铣刀、片状球头铣刀和切割兼粉碎的组合功能铣刀等。
1.2 蜂窝芯材常用的固定夹持方法
(1)聚乙二醇法。此法是利用聚乙二醇加热到70~90℃熔化后冷却固化的特性,对蜂窝芯材料进行固定夹持,其工作原理图如图4所示。此方法由于切削热会使聚乙二醇熔化而导致工件脱落,特别是加工到后缘段,因此处的蜂窝芯很薄,最容易脱落或被高速转动的刀具带走一块,造成产品报废。
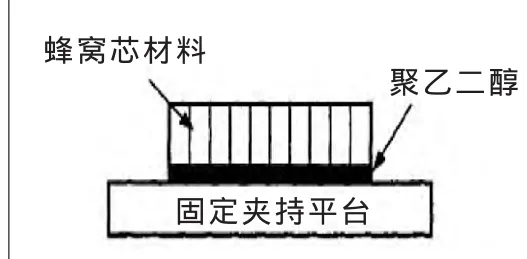
▲图4 聚乙二醇法

▲图5 双面粘结带法
(2)双面粘结带[2]固定法。该法是采用双面不干胶将纸蜂窝和工装型面粘在一起固定,如图5所示。这种方法固定力小,不适合切削深度大及切削力大的零件,通常用于纸基蜂窝芯的加工。
(3)隔膜法。该法如图6所示,首先将塑胶薄膜利用双面粘结带粘结在纸基蜂窝芯材料上,然后将平台与薄膜之间抽成真空,达到对纸基蜂窝芯材料固定夹持的目的,加工完毕后再将薄膜材料去除。但由于纸基蜂窝芯材料的横截面非常小,很难粘结可靠,在实际加工中并不能达到满意效果。
1.3 产品结构设计及检验
如图7(a)所示,由于原产品设计中后缘没有修型,后缘处厚度很薄,造成精加工时一刀的切削深度大于蜂窝芯厚度,因此容易引起脱胶。
另外,由于装配用的工装、卡板及与蜂窝芯三边相协调的钣金件,都是用常规模拟量传递方法制造,而蜂窝芯是按数学模型截取数据经编程数控加工而成,产生不协调[3],装配时容易出现阶差。
2 改进措施
2.1 机床的主要改进措施
(1)机床转速。采用无齿铣刀加工纸基蜂窝芯材料,一般要求机床转速在6000~20000r/min范围内,刀具直径大时转速可以相对低一些,在JOBS机床上加工时,分别用直径为76.2mm和25.4mm的刀进行加工,转速在8000~12000r/min时,加工出来的型面很平整,符合尺寸要求。
(2)走刀速度。纸基蜂窝芯材料在加工时和金属零件的加工有相似之处,粗加工速度一般在3000~5000mm/min左右,精加工速度在1000~3000mm/min左右,空程返回一般在8000mm/min以上,这样就不会出现压倒和撕裂现象。

▲图6 隔膜法

▲图7 结构设计
(3)切削深度。切削深度应在2~20mm范围内,但不能大于20mm。切削深度太小,会使纸基蜂窝芯材料压倒,切削深度太大时,容易造成该材料撕裂。所以粗加工中一般取5~10mm,精加工一般取1~5 mm。
2.2 防止脱胶的主要措施
(1)加强数控机床的维修保养。数控机床主轴的漏油,将严重影响纸基蜂窝芯材料胶接固化的质量,这是绝对禁止的。
(2)改进胶接材料。将后缘处一条胶接材料改为双面胶接带,基础部位仍用聚乙二醇固定在夹具上,这样可以解决纸基蜂窝芯材料在加工过程中的脱胶现象。
(3)改进加工程序。对数控加工程序进行更改,保证修型区蜂窝芯厚度不小于 1.6~2.5mm。 如图 7(b)所示,理论外形为斜平面的,加工程序必须在后缘修型区特意走出斜面,保持蜂窝芯厚度2.5mm,并严格控制精加工余量,最后一刀不超过2mm。
(4)采用基于强磁场和摩擦学原理的蜂窝固定夹持方法[4]。传统固定夹持方法稳定性差,加工精度低,可靠性差,后续清理工作困难。采用基于强磁场和摩擦学的固定夹持原理,这种固定夹持平台以非铁磁材料为基体,通过纯铁磁极将平台内部的磁场引到平台上部,通过对填充铁粉的磁化实现固定夹持的目的,如图8所示。此方法固定夹持可靠,只要将磁场关闭,就可以轻松地将蜂窝芯零件取下,不需要后续的清理。
2.3 保证蜂窝芯理论外形相协调的措施
(1)要彻底解决不协调的问题,必须坚持用数字量传递方法制造所有零件和工装。
(2)蜂窝芯零件精加工余量既不能太大,也不能过小。余量大时切削容易出现脱胶,余量过小不但无法切削,反而会将蜂窝芯压倒。
(3)采用二倍铣夹具[5],如图 9所示。 此夹具采用铝合金铸造,既是固定夹具,也是检验夹具,因此,要在夹具体上划出找正用的所有基准线。当蜂窝芯零件的第一个理论外型面铣完后,用热水从夹具上将零件冲洗下来,零件在二倍铣夹具上胶接固化时,必须按照夹具上的基准线严格找正,这样可以减少不协调。
2.4 进刀和加工路线

▲图8 磁场和摩擦吸附原理图

▲图9 蜂窝芯二倍铣夹具

▲图10 刀路图

▲图11 纸基蜂窝芯零件典型工艺流程图
无论是金属基蜂窝还是纸基蜂窝,走刀都须从外面进刀,从最低点走向最高点。在顺X方向完成一层切削后,将刀具沿Z向抬起,空程返回起刀点,然后再沿Y向进一次刀,开始下一步加工,如图10(a)所示。下刀时要在零件外沿Z向下刀,下到所需的切削深度,然后沿Y向进给走刀,开始切削,如图10(b)所示。
3 工艺编程和质量控制
由于纸基蜂窝芯材料结构的特殊性,无法像金属结构件那样定位,而且其横向无法承受切削力,所以对其工艺和编程就要提出新的要求。
3.1 工艺方法[6]
纸基蜂窝芯作为一种新型材料,有着越来越广阔的使用前景,特别是在航天航空业中,所以有必要对其加工工艺流程、工装进行深入探讨和研究,以便提高纸基蜂窝芯零件的加工工艺,稳定产品质量。
纸基蜂窝芯零件加工具有典型的工艺流程,如图11所示。
3.2 编程方法
程序编制时涉及到产品质量和生产效率,纸基蜂窝芯零件的程序编制要与工艺方法和具体零件情况有机结合。
一般情况下,在铣削加工时,刀具的前刀面对工件存在挤压、摩擦,其挤压力和摩擦力的大小受走刀速度、主轴转速和切削深度的控制,在选用碟状铣刀切削时,可以利用机床高转速对蜂窝芯六方形晶格采用切割的方法加工出蜂窝芯理论外形,而不是靠挤压和摩擦,避免变形倒塌造成蜂窝芯不合格。
3.3 质量控制
采用严格的过程控制来达到保证产品的最终质量,措施为:①在对零件进行精加工之前,仔细检查固定夹持是否牢靠,并对粗加工完成的型面用卡板进行检验。②使用新工装前,先对工装的型面用测量机进行检验,并实时监控。对蜂窝芯零件进行全型面测量,在测量合格后再用卡板检验外形。
4 结论
随着纸基蜂窝在多领域的大量应用,我国航空领域纸基蜂窝芯材料的加工技术虽取得了一定的经验,但发展仍相对滞后。作为一种新技术,它还处于不断发展完善的过程。所以,在今后的发展中,还需进一步摸索试验,改进固定夹持方法,优化切削参数,提高程序编程效率,解决制约纸基蜂窝芯材料加工工艺的瓶颈,从而缩短加工过程,以提高产品的质量和效益。
[1] 柯映林,金成柱,刘刚.NOMEX蜂窝芯高速铣削加工工艺优化[J].中国机械工程,2006,17(12).
[2] 赵稼祥.新型高性能蜂窝芯[J].宇航材料工艺,1996(5):58-59.
[3] 佘敏娟,龚斌,贾保国.纸蜂窝数控加工技术[J].装备制造,2011,11(1):44-46.
[4] 刘刚.纸基蜂窝芯零件高速铣削加上固持系统[D].杭州:浙江大学,2004.
[5] 陈华辉.现代复合材料[M].北京:中国物资出版社,1998.
[6] 李勇.Nomex蜂窝在俄罗斯航空领域的发展及应用 [J].材料工程,2005(4).
