薄膜电路通孔结构光刻胶喷涂工艺
2014-07-04魏晓柳龙华邱颖霞
魏晓 ,柳龙华,邱颖霞
(中国电子科技集团公司第三十八研究所,安徽合肥230088)
薄膜电路是采用金属化、涂胶、曝光、显影、电镀加厚、刻蚀、去胶等工艺在特定介质衬底上制作的互连电路结构。它具有线条精度高、互连密度高和可集成无源元件等特点,在机载、星载和航天等邻域中的微波电路上有着广泛的应用[1]。微波薄膜电路由于工作频率高,对接地要求也特别高。相比于传统的金丝接地方法,利用薄膜金属化通孔接地不仅能够减小电路串扰和插入损耗,而且可以增加电路散热和可靠性[2]。
光刻(包括涂胶、曝光、显影)作为薄膜多层电路研制中最重要的工艺步骤之一,是目前唯一可在基底上制作亚微米精度图形的技术。而涂胶则是光刻工艺中的重要环节,因为光刻胶涂覆的厚度和均匀性对光刻后图形的精度有直接的影响。传统的光刻胶涂覆方式为旋涂,其原理是在高速旋转的基片上,利用离心力使滴在基片上的胶液均匀地涂覆在基片表面,光刻胶涂覆的厚度取决于胶液和基片间的粘滞系数、旋转速度和旋转时间等因素。旋涂方式只适用于表面平整度较高的基片,难以在形貌起伏很大、具有高深宽比的非平面表面实现光刻胶的均匀涂覆,而且对于非圆形基片表面的涂覆同样无法达到理想的工艺效果。近年来,微机电系统(MEMS)、微光机电系统(OEMS)等技术的发展使得旋涂法遇到越来越多的挑战,薄膜器件中许多微结构的三维特性给旋转涂胶造成一定的困难。随着超声波喷嘴喷涂等精细雾化技术的成熟,喷涂法开始用于光刻工艺中的涂胶工艺。1999年,奥地利EV Group 公司推出了选用超声雾化喷嘴作为喷涂工具的EVG 101 系列喷涂设备,用于光致抗蚀剂的喷涂。2000年,德国SUSS MicroTec 公司推出了与之类似的喷涂设备(Delta AltaSpray 喷胶系统)。相比传统的光刻胶旋涂法,喷胶法具有的优点包括:(1)不规则形和特重型基片的涂胶;(2)多个小基片同时涂胶;(3)易碎结构的保护性涂胶;(4)填充悬空;(5)光刻胶利用率高等。
1 多通孔薄膜电路制作工艺
含有金属化孔结构的薄膜电路制作工艺包含打孔、金属化、光刻、电镀、去胶和刻蚀等步骤。如图1 所示,光刻胶旋涂法无法在起伏结构的尖角部分覆盖光刻胶,会造成孔边缘处无光刻胶保护,从而导致边缘处的金属层被刻蚀掉,即所谓的“破孔”现象,形成孔两侧金属层之间的断路。通过优化工艺流程,可以调整工艺步骤,在打孔之前光刻、刻蚀,制作出正面的薄膜电路图形[3],其工艺流程见图2。这种方法采用旋胶法涂胶,通过先光刻再打孔避开了通孔结构的旋涂难题,适用于无喷胶设备的情况。但由于此种方法无法使用已预先打好孔的基片,生产效率相对较低,不适用于对产量和效率有一定要求的批产任务。
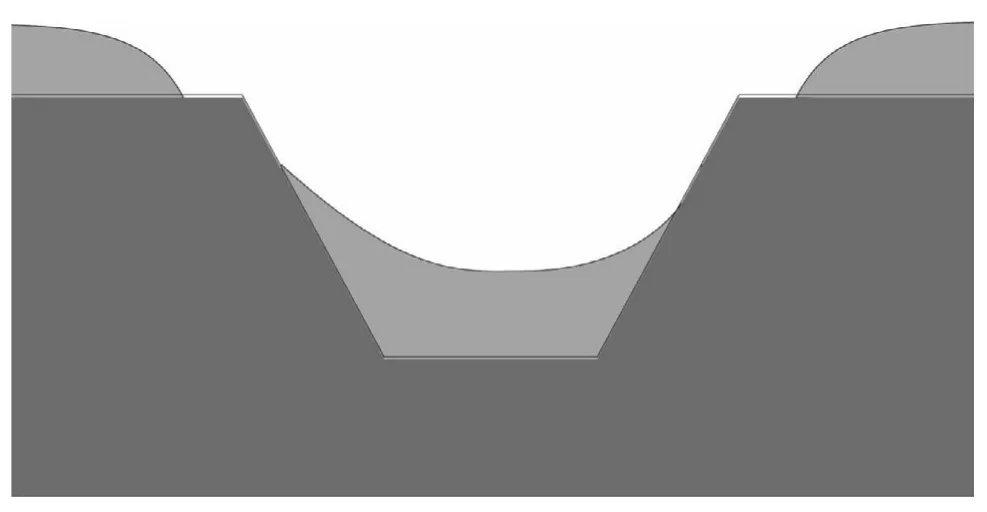
图1 起伏结构旋涂效果示意图
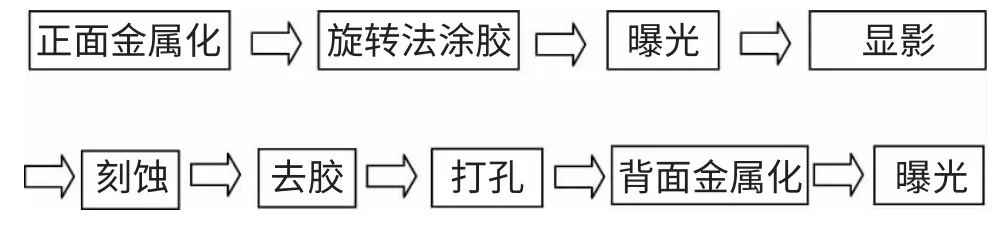
图2 旋涂法多通孔薄膜电路工艺流程图
相对于旋涂法,喷涂法特别适用于起伏结构,如通孔、坑道、深槽等的光刻胶涂覆。通过使用高压气流将光刻胶液滴打碎,形成雾状喷射,喷在起伏结构的表面,形成如图3 所示的均匀光刻胶膜层,避免了“破孔”现象的产生。采用喷涂法的多通孔薄膜电路的工艺流程见图4。

图3 起伏结构喷涂效果示意图
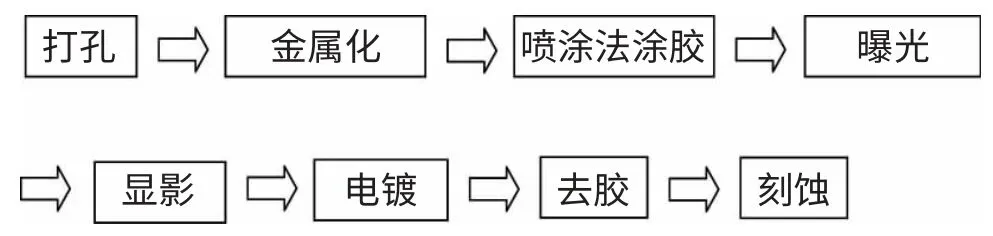
图4 喷涂法多通孔薄膜电路工艺流程图
2 喷胶实验及结果
2.1 喷胶机
本实验采用的喷胶机集涂胶功能和喷胶功能为一体,既可以进行旋转涂胶,也可进行喷雾涂胶,适用于研发和小批量生产的应用。
喷胶机所用的超声喷头包含有胶雾过滤器和氮气喷射环, 它利用超声波将光刻胶雾化成精细液滴,其平均特征直径约为20 μm。氮气喷射环通过调节压力可控制胶雾运动的区域和运动速度, 以及辅助胶雾在结构侧壁的快速干燥, 从而在室温下实现高深宽比结构的均匀涂胶。为满足良好雾化的要求,选用的光致抗蚀剂的黏度必须低于0.02 Pa·s[4]。稀释后的光刻胶溶液采用自动注射泵系统精确控制喷雾剂量。
操纵喷嘴移动的喷胶臂可自由摆动。通过调节喷嘴与基片的高度和倾斜角度,以及其在基片表面扫描运动的速度,可以确保高深结构图形四周涂胶的均匀性。喷涂过程中,喷嘴角度保持某一角度不变,喷嘴沿直径方向在基片上方一定距离进行扫描,同时基片低速旋转,转速一般为30~60 r/min(示意图见图5)。为了保证膜厚均匀,喷嘴穿过基片上方时扫描速度应是不断变化的,其运行速率随所处区域不同而变化(图6)。如图所示,当喷嘴处于基片中心区域时,扫描速率最大;当喷嘴处于基片边缘区域时,扫描速率最小。图6 中的扫描轨迹被划分为15 个区域,喷嘴的扫描速率以电动机节距数来表示,速率曲线沿中心区域位置左右对称。
2.2 结果和讨论
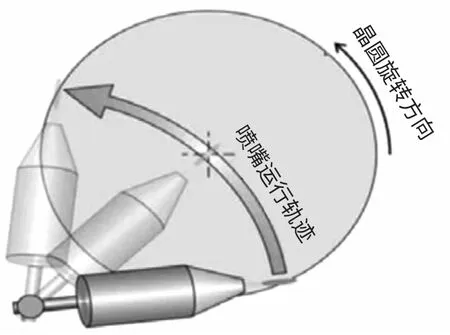
图5 喷嘴运行轨迹示意图
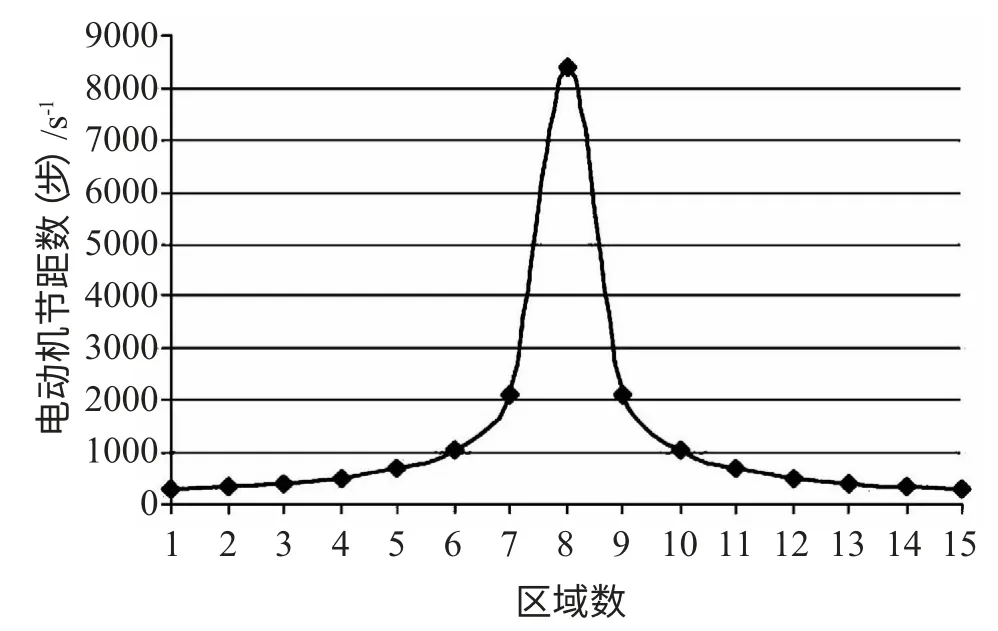
图6 喷嘴扫描速率曲线
基片采用厚度为0.381 mm 的2 英寸抛光氧化铝陶瓷片,通孔直径包含0.2 mm、0.3 mm 和0.5 mm 三种孔径,孔间距大于2 mm,侧壁与基片上表面夹角小于85°。采用丁酮和丙二醇甲醚醋酸酯(PGMEA) 将选用光刻胶稀释至黏度低于0.02 Pa·s(光刻胶∶丁酮∶PGMEA≈1 mL∶6 mL∶2 mL)。喷胶共进行9 次,基片旋转速度统一设为50 r/min,氮气流量固定设为60 L/min。前8次的喷胶流量设为10 μL/s,而最后一次的喷胶流量增大为20 μL/s,以获得较光滑的光刻胶表面。所有9 次喷嘴扫描速率曲线均一致,采用经过优化的工艺参数(见图7)。
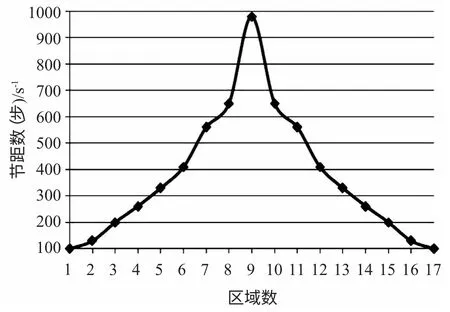
图7 经优化的喷嘴扫描速率曲线
喷胶完成后先在110 ℃下烘烤5 min,再选取4 个点T1、T2、T3和T4,分别用HITACHI 扫描电镜测量其光刻胶厚度,选取位置如图8 所示。T1代表基片表面,T2为通孔边缘处,T3为孔侧壁的中部,而T4则为通孔侧壁底部。光刻胶厚度均匀性由厚度的标准偏差除以厚度平均值再乘以100%获得,即:
均匀性=(标准偏差/厚度平均值)×100%
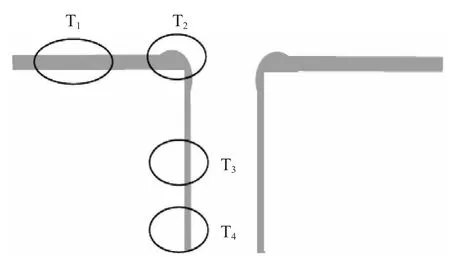
图8 光刻胶厚度测量点示意图
图9 为某一通孔截面的扫面电镜照片,分别标出了T1、T2、T3和T4处的光刻胶厚度, 它们之间的关系为T1>T2>T3>T4。其中,T2略小于T1,这是由于T2处于通孔边缘,喷涂上的部分光刻胶在干燥之前由于重力的原因流入通孔中。另外,T3和T4位于通孔侧壁上,雾状光刻胶液滴由于孔的几何外形的限制,较难抵达这两处,使得T3和T4远小于T1和T2。T4位于通孔底部,相对于T3而言,胶雾更难喷涂到,所以T4比T3更小。
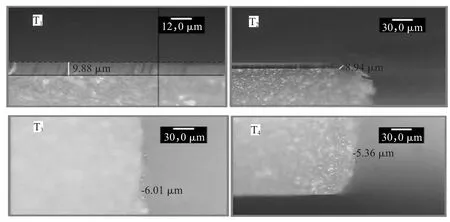
图9 经喷涂后的通孔截面扫面电镜照片
在同一基片上选取10 个不同通孔并分别测量每个通孔T1、T2、T3和T4四处的光刻胶厚度,测量结果见表1。
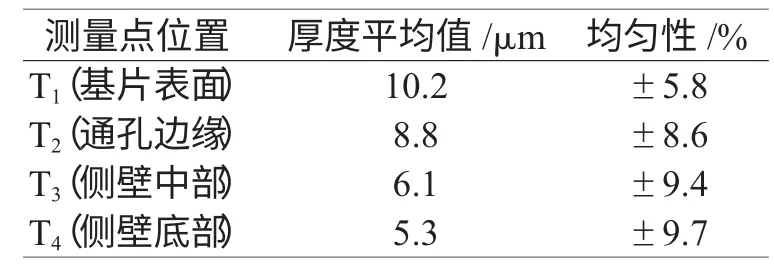
表1 光刻胶喷涂厚度测量结果
3 结 论
与传统的旋涂法相比,光刻胶喷雾涂胶法可以在具有起伏结构的基片表面实现光刻胶的均匀涂覆。另一方面,喷涂法的光刻胶利用率可达到90%,也远高于旋涂法的光刻胶利用率。本文采用喷涂工艺实现了通孔结构表面的均匀涂胶,满足了后续的孔金属化工艺要求,适用于高密度通孔微波薄膜电路的研制。
未来,光刻胶的喷涂工艺将在MEMS 器件制造和3D 互连集成等旋涂工艺难以满足要求的应用中得到更进一步的发展。
[1] 毛小红,高能武,项博,等.微波单片陶瓷电路技术研究[J]. 电子工艺技术,2009,30(2):86-88.
[2] 谢飞,高能武,秦跃利. 薄膜电路孔金属化工艺[J]. 混合微电子技术,2001,12(2,3):56-58.
[3] 柳龙华,解启林. 高密度通孔薄膜电路工艺技术研究[J]. 电子工艺技术,2012,33(03):142-144,181.
[4] Pham N P,Scholtes T,Klerk R,et al. Direct Spray Coating of Photoresist for MEMS Applications[J].SPIE,2001,4557:312-319.
