QFN封装芯片切割分离技术及工艺应用
2014-07-04郎小虎闫伟文王宏智
郎小虎,樊 兵,闫伟文,王宏智
(北京中电科电子装备有限公司,北京100176)
QFN(Quad Flat No-lead Package,方形扁平无引脚封装)是一种焊盘尺寸小、体积小、以塑料作为密封材料的新兴的表面贴装芯片封装技术。其内部引脚与焊盘之间的导电路径短,自感系数以及封装体内布线电阻很低,所以能够提供卓越的电性能,此外,通过外露的引线框架焊盘提供了出色的散热性能。
近年来,由于QFN 封装具有良好的电和热性能,再之体积小、质量轻,逐渐成为便携式电子器件封装发展的趋势,其应用正在快速增长。随着封装元件的小型化进程不断加快,QFN 封装芯片尺寸和边缘加工精度要求越来越严格,对QFN 的切割方法和切割效率也提出了更高的要求。但是不论加工方法如何改变,能否有效抑制加工过程中铜材料毛刺的发生,并最大限度地提高生产率已成为QFN 芯片切割加工时的关键因素。
1 QFN 封装结构
QFN 芯片制造工艺类似晶圆制造,前期是在整片方形基板上制作了多片QFN 芯片且均匀分布排列在一起,然后再将单个QFN 芯片切割分离出来,其中单个QFN 独立芯片,外观为方形,大小接近于CSP,元件底部具有与底面水平的焊端,中央有一个大面积裸露焊端用于导热,围绕大焊端的四周有实现电气连接的I/O 焊端,如图1 所示。其中I/O 焊端有两种类型:一种只裸露出元件底部的一面,其他部分被封装在元件内;另一种焊端有裸露在元件的侧面部分。
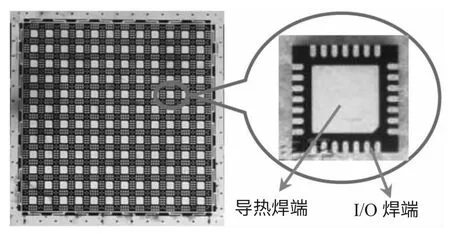
图1 QFN 封装料条及芯片
2 QFN 芯片传统分离技术
目前的QFN 单个产品的分离方式主要有两种:一种是采用传统的铣床进行加工,由于铣床加工质量差,成品率低,已被淘汰;第二种是冲压式QFN ( punch type QFN),是通过剪床设备以冲压的方式将QFN 剪除剥离,其示意图如图2 所示。
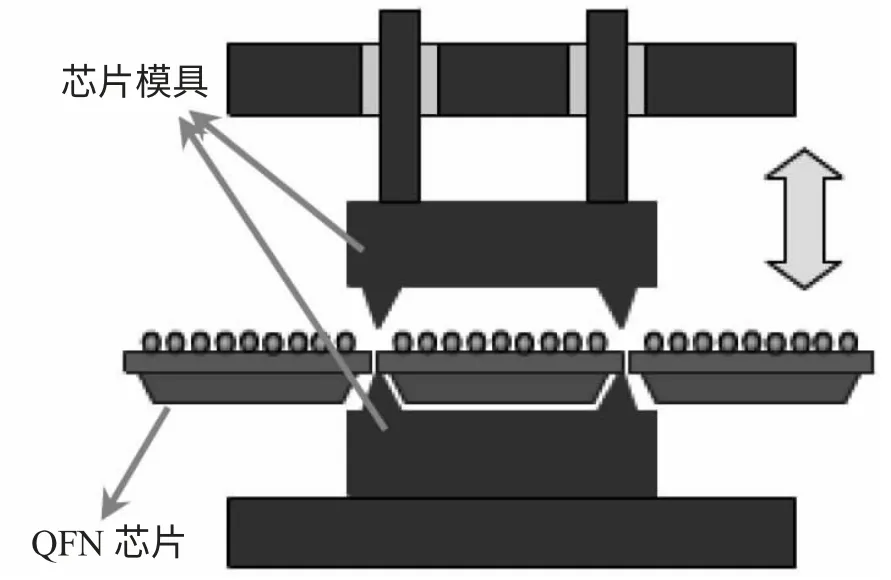
图2 剪床加工示意图
冲压式QFN 加工时不同的产品需对应相应的模具,加工时每颗QFN 芯片需对准模具上相应的位置,然后以冲压的方式将QFN 芯片剥离,因此冲压式QFN 对模具的要求比较高,不同尺寸的产品需要开专用的模具。对于I/O 焊端裸露在元件侧面部分的QFN 芯片,冲压式加工则体现出其优势,如图3 所示,冲压式QFN 分别使用30°和5°的压刀切出的铜材料截面,横截面清晰而光滑。
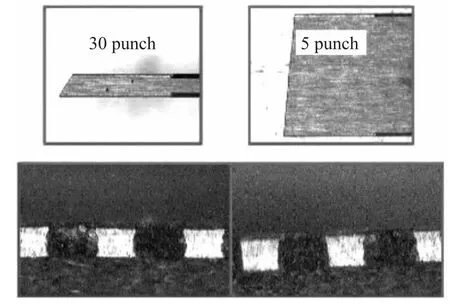
图3 冲压式加工铜材料截面图
3 QFN 砂轮切割技术
由于传统的QFN 切割分离技术,加工精度不高,切割效果一致性差,生产效率低下,像冲压式QFN 还需要开发专用的模具,这就需要增加额外的模具开发成本。随着QFN 封装应用快速增长,传统分离技术越来越无法满足新生产需求,因而迫切需要新的加工方式来替代。本文介绍一种新型QFN 砂轮切割技术,采用类似加工晶圆的切割设备,目前在硅集成电路,发光二极管,铌酸锂,压电陶瓷,砷化镓等材料领域具有广泛的应用。
3.1 砂轮切割机工作原理
砂轮切割机是通过安装在机械传动机构上的高速空气静压主轴带动刀片高速旋转(转速20 000~50 000 r/min),对加工对象进行强力切削加工,综合了水气电、精密机械传动、传感器及自动化控制等技术的精密设备。
图4 显示砂轮切割机刀体部实体图,其中空气主轴是砂轮切割机的核心部件,空气静压支承无磨擦、无磨损,并且精度高、振动小、运转性能可靠,可以获得平稳高速的线速度,而且高转速可以使超薄的刀片具有较高的刚性来实现切割。
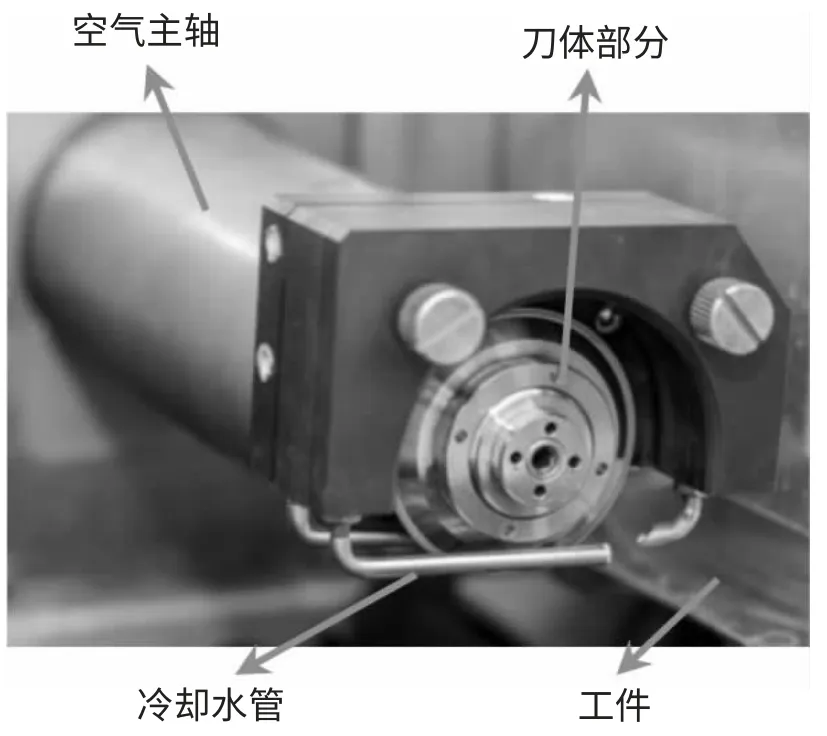
图4 砂轮切割机刀体部结构
3.2 砂轮刀片
砂轮刀片是以金刚砂磨料为原料,用金属粉、树脂粉等结合剂,制成的中央有通孔的圆形固结磨具,其外形如图5 所示。

图5 砂轮刀片
图6 是在高倍显微镜下刀片的微观视图,从图中可以看出,突起的一个个小的颗粒即是金刚砂,该砂轮刀片具有强度高、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小的优点,因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料。
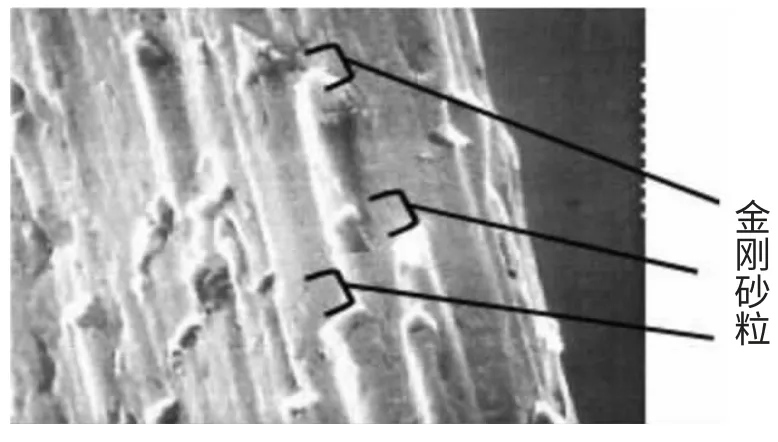
图6 砂轮刀片微观视图
对于切割设备,砂轮刀片是切割动作的执行体,在刃口暴露的金刚砂使刀刃呈锯齿状,在切割过程中,金刚砂磨料颗粒会不断地被磨损、剥落和更新,以保证刃口锋利。在一般的半导体封装元件进行切割加工时,通常使用的是电铸磨轮刀片。但是针对QFN 封装元件加工时,由于电铸类型磨轮刀片在半径方向上的消耗量比侧面少,导致其侧面形状相对单薄,切割出来的产品侧面品质会随着刀片的磨损逐渐下滑,使用一段时间后,更会引起芯片形状变形等问题,如图7 所示,明显侧面毛刺过多,导致产品废片。所以在砂轮刀片的选取上首先要充分了解切割对象的特性,然后确定相应的磨具参数,最终通过实验确定刀具类型。
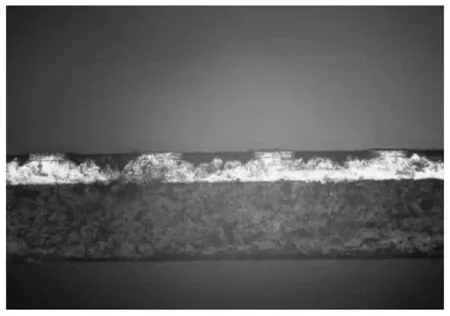
图7 QFN 废片侧面截面图
3.3 铜去除过程形变特点
由于金属材料具有较好的延展性,是指在外力作用下,受到拉伸应力和压缩应力时,变形但是不破裂,铜材料在这方面表现的尤为出色,这一良好的特性在切割加工时却是带来麻烦,因为铜在切割过程中经历塑性变形,截面从屈服开始到达最大承载能力然后断裂,材料在变形和断裂之间,会存留大量的毛刺如图7 所示。
通常情况下,金属的去除方式一般都是以剪切切屑形成方式去除,包括划擦和切屑的形成,在塑性变形时,塑性区域产生在磨粒的前下方,经磨粒扩大而形成剪切区,产生切屑而去除材料。我们设想在铜去除过程中材料直接断裂,其去除形变方式如图8 所示,只要能够保证切割过程中金刚砂磨料颗粒锋利度,就可以减少拉伸应力和压缩应力产生铜料不断裂不破裂现象,从而减少毛刺的发生。
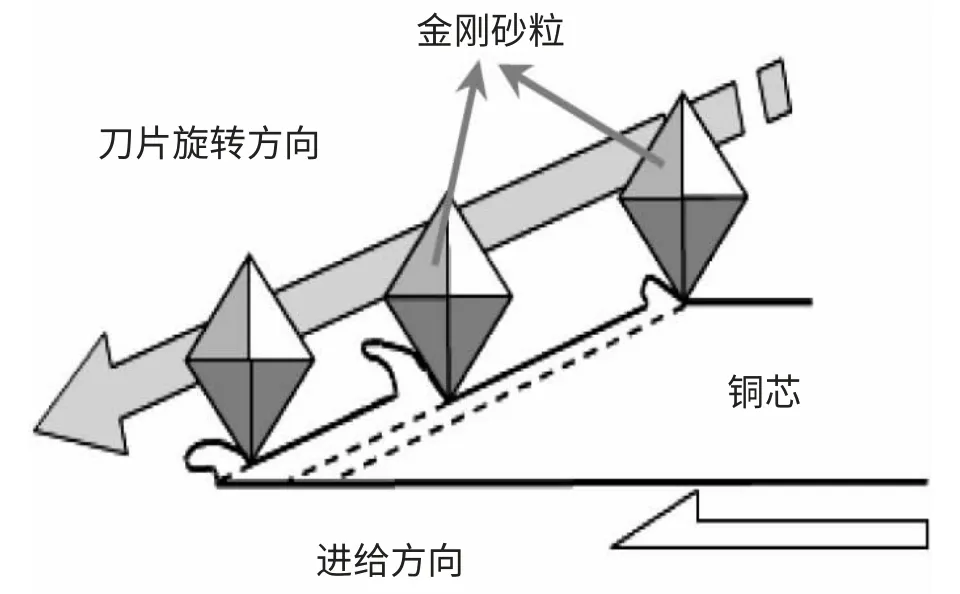
图8 铜芯材料去除形变示意图
4 切割工艺实验
综上所述,我们从铜本身延展性强的特性出发,同时展开对砂轮刀片磨粒及粘合剂的分析,然后通过一定量的工艺切割实验,总结不同的磨粒和粘合剂的切割刀对切割质量的影响。实验中平台采用北京中电科电子装备有限公司200 mm(8 英寸)HP-803 精密双轴自动划片机,装备自主研发的空气静压主轴,一切实验均在万级标准的净化实验室内进行,切割条件如表1 所示。

表1 切割条件
4.1 铜芯截面
切割实验中,分别采用金属和树脂类型的软刀片,通过一定量切割实验,从实验结果得出一些规律,并选取了一些具有代表性的图片作为结论依据,如图所示,图9 是金属型刀片切割产品侧视图,图10 是树脂型刀片切割产品侧视图。
由切割图片可以看出,金属刀片切割质量一致性较差:边缘X,Y 向毛刺较大,超过30 μm,而且侧面存在铜碎屑残留,将相邻的铜芯连接起来,造成废片;而树脂刀片切割质量边缘整体一致性较好:X,Y 向毛刺控制较好,小于25 μm,侧面铜的截面清晰光滑,无碎屑残留。
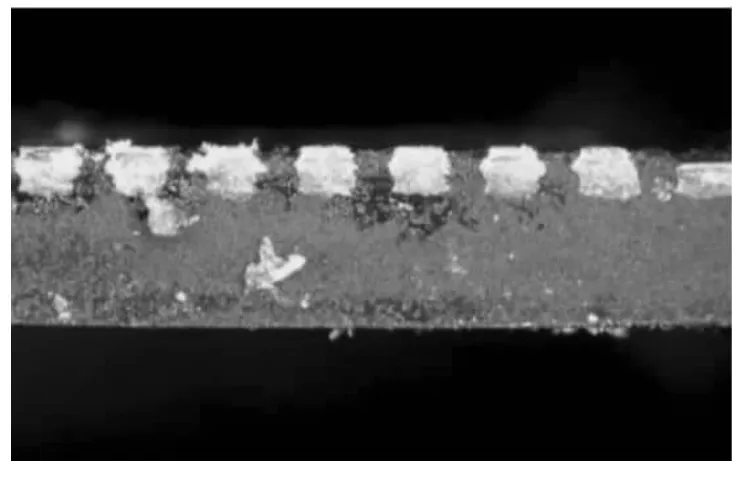
图9 金属型刀片切割产品的侧视图

图10 树脂型刀片切割产品的侧视图
4.2 毛刺检测
对于侧面铜材料毛刺的定义标准,我们通过检测X 向和Z 向毛刺拉升距离来衡量大小,如图11所示,客户一般要求两个方向小于40 μm 即可。

图11 侧面铜毛刺衡量参数
通过实验,我们随机抽取了样片进行检验,检测结果如表2 所示。毛刺大小在14~24 μm,完全满足行业要求。

表2 铜毛刺采样值
5 结 论
对比传统的冲压式QFN,切割加工方式简化了冲压式模具设计加工流程,而且砂轮切割机自动化程度高,人机交互友好,生产效率提高了10倍以上,并且切割质量一致性好,能够有效地抑制铜材料特有毛刺的发生。虽然切割式加工方式优点诸多,但要提高切割效率,仍然需要在切割工艺上进行更深入的研究。
[1] 鲜飞. QFN 封装元件组装工艺技术的研究[J]. 中国集成电路,2005,11(11):51-55.
[2] 虞惠华. CSP/QFN 切割技术和多刀应用[J]. 集成电路应用,2002(4): 34-35.
[3] 许欣瑜,林谷鸿.QFN 产品切割的稳健设计与制程最佳化[J]. 工程科技与教育学刊,2014,11(3):323-332.
[4] 李亚飞,赵文祥,王西彬. 杯形砂轮修整蝶形金刚石砂轮磨削力研究[J]. 金刚石与磨料模具工程,2004(5):37-39.
[5] 王利文,吴波,梁永生. QFN 器件工艺的缺陷与解决[J]. 电子工艺技术. 2008,28(5):261-263.