精密成形铣齿主支撑位置切削力信号分析*
2014-06-29洪荣晶
邵 杉,洪荣晶,张 金,王 超
(南京工业大学 机械与动力工程学院,南京 210009)
0 引言
上世纪90 年代,国际上齿轮加工设备著名企业,GLEASON-Pfaufer,Liebherr,Toshiba Machine,Niles 等进行了相关研究与开发,推出了铣齿类相关产品。数控精密成形铣齿机配置有盘铣刀进行铣齿加工,属于一种近年来逐渐推广的高效加工工艺方法,该铣齿机床的加工对象是一些使用在大型机械(如风力发电设备,建筑机械,港口机械)的大模数齿轮,可以提高加工效率3~6 倍[1-2]。而切削力是加工过程中刀具为克服对工件和切屑的挤压和摩擦而产生的力,是将机床、刀具、工件和夹具联系起来的最直接的纽带和评价依据[3-4]。切削力的大小决定了切削过程中所消耗的功率和加工工艺系统的变形,直接影响切削热的产生,并进一步影响刀具的磨损、破损、刀具耐用度等,进而决定着加工精度和表面质量[5-7]。相对稳定的切削力对于降低刀具的磨损及提高加工零件表面质量非常重要[8-9]。为了获得切削力信号,有电流法,变形法等手段。切削力传感器的灵敏度可以做得较高以感知切削力的微小变化获得瞬时切削力数据,通过监测切削力信号的幅值及其变化来监控切削过程[10-11]。基于Kistler 9255B 切削力精确测量系统对精密成形铣齿切削力进行分析,采用功率谱分析法对动态信号进行处理。
1 精密成形铣齿切削力模型分析
精密成形铣齿工艺系统一般包括机床、刀具、工件、夹具四个部分。精密成形盘铣刀(以下简称盘铣刀)一般包括刀体和可转位刀片两部分,其轴截面为成形刃形,单侧有一种刀片可以成形,余量均匀。精密成形铣齿工艺中,工件采用多点支撑安装在工作台上。定义坐标系(O - XYZ)固联于工件,刀具坐标系为(Os - XsYsZs);盘铣刀轴向为X方向,此方向力为轴向力;机床导轨方向为Y方向,此方向力为径向力;机床主轴方向为Z向,此方向力为切向力。刀具在如图1 所示位置切削工件,加工时主运动为盘铣刀转速n,主轴箱进给运动为υf,去除工件材料形成齿槽进而成形。测力仪则安装在x1y1位置,测量工件近切削点处,即主支撑位置切削力,获得切削力动态信号。

图1 多点支撑下铣齿切削力测量
切屑由盘铣刀上相邻两个刀齿切削形成,由已成形切屑表面、当前成形切屑表面和工件外表面组成,采用拓扑造型法形成如图2a 的成形铣齿切屑拓扑结构,刃形曲线为Zc = f(R),实际切屑见图2b。

图2 切屑
1.1 切削状态分析
盘铣刀直径处于300~450mm 之间,比普通刀具大,切削齿高为h,图3 确定了不同阶段的切削基本状态。在加工辅助长度(切入阶段)、刀具轴线完全进入工件(切中阶段)、刀具部分脱离工件(切出阶段)后,刀具与工件的接触不一样,受力状况不一样,对加工精度影响也不同。处于切入阶段时,承受典型的冲击切削力,切中阶段时较平稳,切出阶段则接触时间减少,合成切削力逐渐减小。
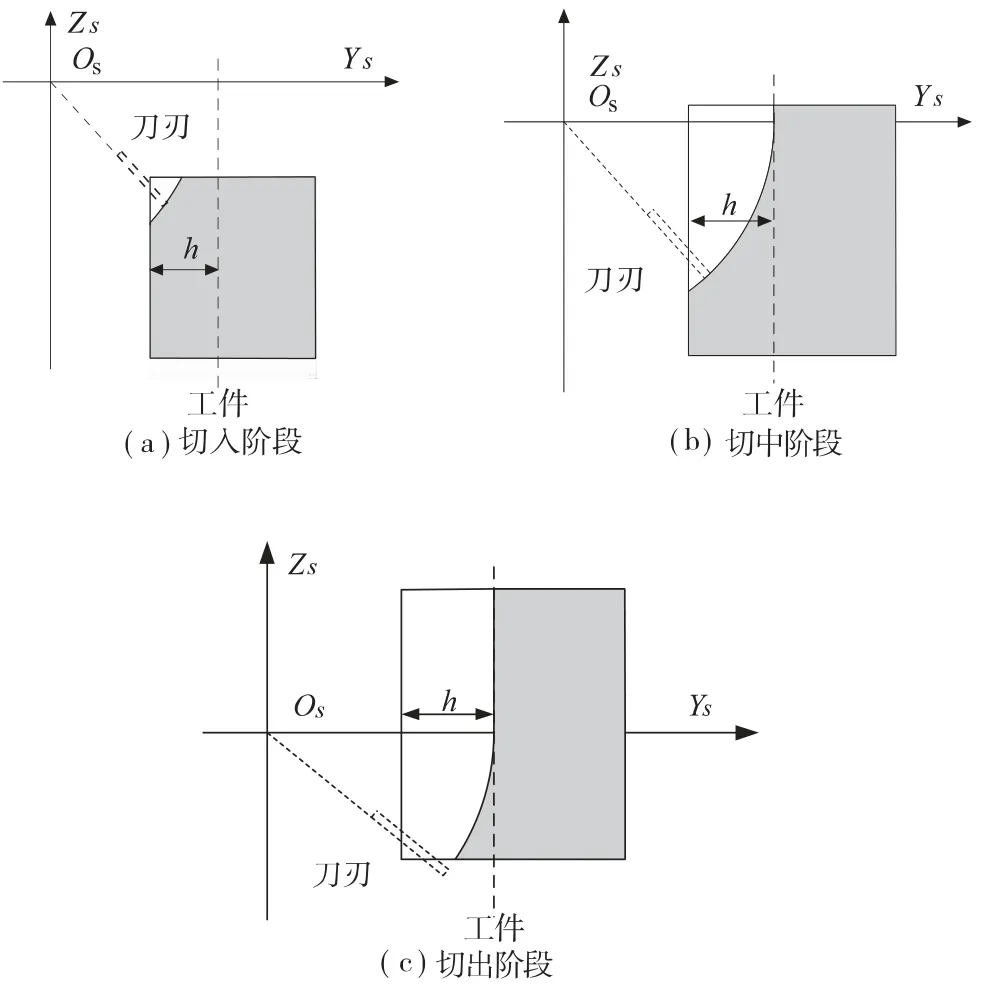
图3 切削不同阶段
1.2 断续切削力计算模型
实际切削加工中,盘铣刀上的各个刀片与工件的接触位置与初始切削的长度相关,即辅助长度L0,如图4 其最大与最小值计算见式1。

图4 刀片与工件接触位置

式中:R0——盘铣刀最大截面半径;
L0—工件上端面距Ys轴的距离(mm);
fz—每齿进给量;
由于fz相比L0小,影响不大,故而可取最大值。根据图2 的切屑拓扑结构,获得微段切屑,与之相应切向切削力dft、径向切削力dfr及轴向切削力dfa可以用6 个切削系数表示成以下的线性向量形式[12]:

式中:u—剪切作用在切向的切削系数,也称为单位面积切削力(N/mm2);
C1、C2—剪切作用在径向及轴向的切削力对切向力的比例系数;
up—犁耕力在切向的切削系数(N/mm),也称为单位长度切削力;
C3、C4—犁耕作用在径向以及轴向的切削力对切向力的比例系数;
ae—微段切削深度;
dap—微段切削宽度。
将微段切削力积分,获得切向切削力Ft、径向切削力Fr及轴向切削力Fa,其线性向量形式见下:

式中:φ—刀片的旋转角度(rad);
R—刀盘刃部距中心轴线的半径;
z0 、z1 —刃型曲线的上下极限。
合成切削力为
由于不同刀刃的成形位置不同,不同刀刃的切削力信号相位不同,切削精度产生变化。根据图1,测量的切削力信号实际上为主支撑位置切削力,反映了成形铣齿切削力的基本情况。
2 切削力试验条件及结果分析
采用SKXC-2000 数控成形内齿铣齿机床进行试验,工件材料为42CrMn,使用某公司生产的精密成形盘铣刀见图5,几何参数见表1。根据切削参数的不同研究数控精密成形铣齿切削力信号,分析了切削参数(切削齿高h,进给速度vf,主轴转速n)对切削力的影响规律。

表1 盘铣刀几何参数

图5 精密成形盘铣刀
2.1 切削力的时域信号分析
图6 所示切削参数为h=20mm,vf=240 mm/ min,n= 80r/min。由图可知切削过程持续约78s,其中切入和切出阶段各占约20s,切削平稳阶段为38s 左右。从图中可以发现切入阶段与切出阶段相比相对不平稳,在进入切中阶段前切削力突然增大,这是由于处于切入阶段时,承受典型的冲击切削力;切中阶段时最平稳,切出阶段则单刃切削时间减少,合成切削力发生变化,最后逐渐降低,与前面对切削状态的分析相一致。

图6 切削力波形图
图7 所示为h=20mm,vf=240mm/ min,n=80r/min 时切削稳定阶段典型铣削力信号图。从图中可以看出:X,Y和Z方向的切削力波形大致为周期信号,且一个周期为盘铣刀一转内切削力的变化情况;盘铣刀轴向切削力信号呈现交变特性。
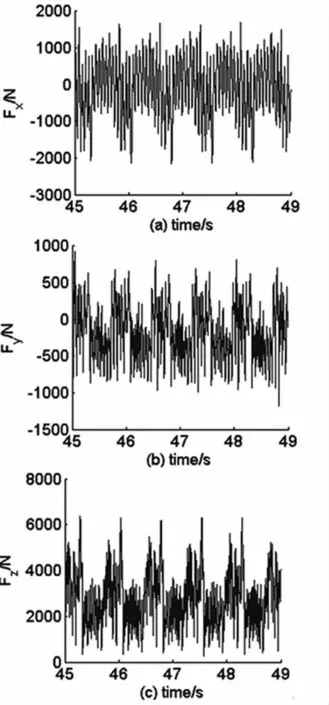
图7 切削力波形图
2.1.1 盘铣刀刀具的评价方法
盘铣刀每转动一周,形成一个转动周期,而一个转动周期包括N组刀片的铣削周期,因为每个刀片的几何角度,刃口质量等略有差异,刀片的制造和安装误差造成偏心引起了切削参数的改变。相邻刀片铣削周期之间的铣削力波形并不一定相同[13]。把不同工况下盘铣刀在切削过程中由于跳动和刀片制造误差的不同表现进行分析,判断刀具制造精度的优良。
图8 所示为盘铣刀一转内Z向的切削力波形图,时间为0.665s,盘铣刀转速为90r/min,通过计算可知盘铣刀一转所用时间t =60/90=0.665 s,与实际值相吻合。从图中大致可以看出24 组刀片加工时切削力的变化情况。

图8 切削力周期图
表2 所示为不同工况下X和Z向切削力变动情况,该评价指标是根据一个周期内“(切削力最大值-切削力最小值)/切削力平均值”求得,该值越小说明一个周期内切削力的变化越小,切削过程越平稳。由表2 中1、2、3 组可以看出随着切削齿高的增加切削逐渐平稳;在切削齿高一定的情况下,由2、4、5 组可以看出随着进给速度的增加切削更稳定;由3、5、7 组可以看出在切削齿高和进给速度都增大的情况下切削加工过程较平稳;另外由2、6 组可以看出盘铣刀转速较小时切削平稳些,但是相对于切削齿高和进给速度不明显。

表2 X 和Z 向切削力稳定性评价指标
2.1.2 盘铣刀轴向力估算方法
加工过程中工件所受的轴向力虽不是主切削力,但是轴向方向是工艺敏感方向,其大小影响所加工齿轮的齿形精度和齿向精度。在切削齿高较小的情况下,用盘铣刀的轴向力Fx的绝对值均值与机床Z向力Fz的绝对值均值之比估算,由图9 可以看出,该比例系数约为0.7,指导切削加工。

图9 轴向力与切向力比例关系
2.2 切削力的频域信号分析

表3 不同切削齿高下切削力大小
图2 中切削力的波形图,周期性与主轴转速有关,主轴转速发生变化,周期也会随之发生变化。
通过对信号进行频谱分析,可揭示力信号的频率构成。采用平均周期图法(PSD)估计切削力的功率谱。计算公式表达式为

式中:nfft—为窗宽长度;
xi—为样本点[14-15]。
主轴旋转频率fsR计算公式[16]:

刀具通过频率ft计算公式[17]:

2.2.1 不同切削齿高下切削力的功率谱分析
图10 为在不同切削齿高下随机抽取1024 点(时间约为1s)后得到的Fx、Fy和Fz的频谱图(h分别为10mm、20mm 和27mm 时的切中阶段,即切削平稳阶段切削力的频谱图)。从图中可以看出:①3 个方向力的频率分布都集中在100Hz 以下的低频带,50Hz 以下频率分布比较丰富,同时在不同的切削齿高下,X、Y和Z向的谱线图中都存在着一个特征频率,在该频率处其功率谱值取极大值。②特征频率幅值随着切削齿高的变化而发生变化。其他切削参数保持不变,改变切削齿高,特征频率幅值的变化反应了切削齿高的变化对切削力的影响;当切削齿高发生变化时,特征频率基本保持不变。从图中可以看出,X向最大峰值频率在18.07Hz 处,且随着切削齿高的增加功率谱值明显增加。Y和Z向特征频率值相同,在36.13Hz 处,由于Z向为主切削力方向,所以功率谱值高于Y向,且在36.13Hz 处反映了切削力随切削齿高增加而增加。

图10 不同切削齿高h 下切削力的频谱图
2.2.2 不同进给速度下切削力的频谱分析

表4 不同进给速度下切削力
图11 为在不同进给速度下,抽取1024 点后Fx、Fy和Fz的频谱图(vf分别为120、240 和360mm/min时的切中阶段,即切削平稳阶段切削力的频谱图)。从图中可以看出:①在不同的进给速度下,X、Y和Z向的谱线图中都存在着一特征频率,在该频率处其功率谱值取极大值。②特征频率幅值随着进给速度的变化而变化。其他切削参数保持不变,特征频率幅值的变化反应了进给速度的变化对切削力的影响。从图中可以看出切削力谱值随进给速度的变化与切削齿高相似,即随着进给速度的增加呈现增大趋势,特征频率也出现在36.13Hz 处,切削能量主要集中在这一频率附近。同样X向的特征频率为18.07Hz,为Y和Z向特征频率的一半,主要因为X向为盘铣刀轴向,受交变载荷的缘故。

图11 不同进给速度vf 下切削力的频谱图
2.2.3 不同主轴转速下切削力的频谱分析
图12 为在不同主轴转速下抽取1024 点后得到的Fx、Fy和Fz的频谱图(n分别为80 和90r/min,切中阶段即切削平稳阶段切削力的频谱图)。从图中可以看出①主轴转速不同的情况下,特征频率不同,且X向的特征频率只为Y、Z向特征频率的一半。②Y和Z向特征频率与主轴转速和刀齿数有关。可以看出在转速为80r/min 时,Y和Z向的特征频率为32. 23Hz,X向的特征频率为15. 63Hz,计算的刀具通过频率为32Hz。当主轴转速为90r/min 时,Y和Z向的特征频率为36. 13 Hz,X向特征频率为18.07 Hz,此时刀具通过频率为36 Hz;从前面切削齿高的频谱图和进给速度频谱图中的特征频率可发现,在未改变主轴转速的情况下,特征频率处除了幅值的变化,频率大小并没有改变;据此可发现频谱图中的特征频率与刀具通过频率非常相关,而刀具通过频率又与刀齿数和主轴转速相关;频谱图中的特征频率随着主轴转速和刀齿数的变化而变化。③切削力随着主轴转速的增加而减小。Z向为刀具主切削力方向,切削力的变化最能表征切削的变化情况,从表5 和图12 都可以发现随着主轴转速的增加切削力减小。
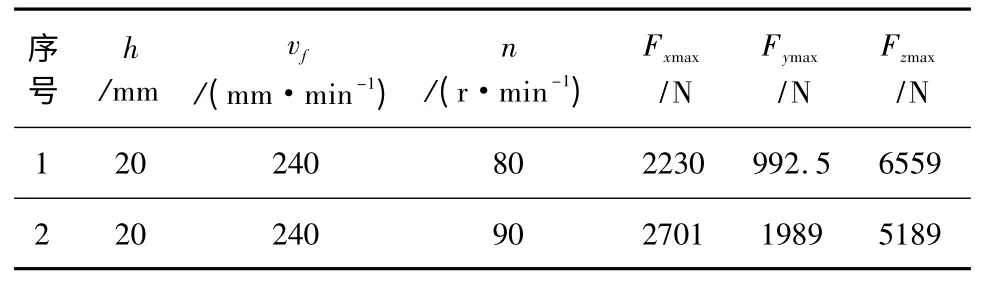
表5 不同主轴转速下切削力
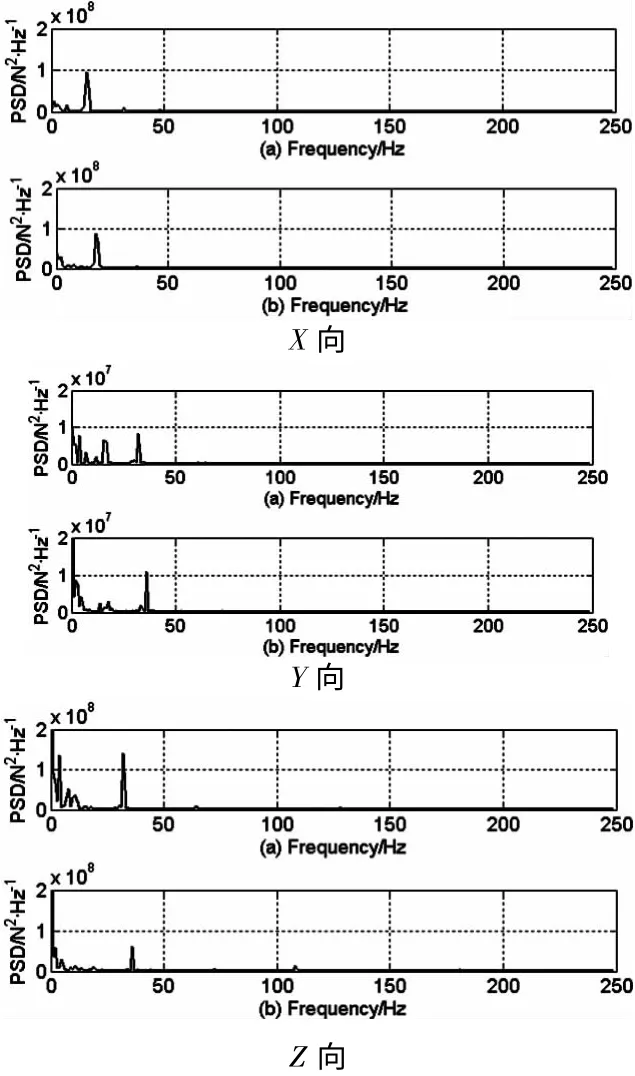
图12 不同主轴转速n 下切削力频谱图
从以上功率谱图中虽然能够得到切削力随切削参数变化的基本规律,但并不能很清楚地了解低频带的具体频率构成,采用细化的快速傅里叶变换(ZOOM-FFT)对0~50Hz 频率范围进行局部细化。经计算后得到图13 所示主切削力Fz的细化功率谱图。

图13 细化功率谱图
在图中可以清楚地看到在1.5Hz 和36Hz 处幅值较大。主轴转速为90r/min,主轴频率为1.5Hz,而盘铣刀上有24 组刀片,刀片组通过频率为36Hz,特征频率是主轴频率的整数倍,与前面细化前分析的频率分布情况相同[14]。
3 结论
数控精密成形铣齿机加工过程中,切削力频谱中存在若干特征频率,其功率谱幅值随着切削参数的变化而发生变化,分析结果发现X和Z向切削力都随着切削齿高和进给速度的增大而增大,且切削齿高的变化对切削力的影响更明显。实际齿轮切削加工时切削齿高一般是确定的,可利用频谱图的特征来判断进给速度的变化,同时X和Z向切削力随着主轴转速的增大而减小。综合以上分析在设备、刀具一定情况下,为了提高切削效率,减小切削力,可以在允许范围内尽量选择较大的进给速度和较高的主轴转速。
[1]廖绍华,刘德永,张孝峰,等. JIMTOF 2006 展出的齿轮加工装备[J]. 世界制造技术与装备市场,2007(5):40 -47.
[2]房瑞祥,黄筱调,洪荣晶. 数控高精成形铣齿机动态特性分析[J]. 机床与液压,2011,39(11):111 -113,117.
[3]臧小俊,徐锋,张柳. 铣削加工中切削参数对切削力的影响[J]. 电子机械工程,2011,27(3):47 -49,52.
[4]张金,黄筱调,彭琪,等. 铣齿断续切削机理的研究[J]. 机械工程学报,2011,47(13):186 -192.
[5]许春停,张冲. 高速铣削时铣削力的研究[J]. 电子机械工程,2009,25(1):58 -60,64.
[6]LIU Peng,XU Jiuhua,FU Yucan. Cutting force and its frequency spectrum characteristics in high speed milling of titanium alloy with a polycrystalline diamond tool[J]. Journal of Zhejiang University-SCIENCE A,2011,12(1):56 -62.
[7]彭琪,黄筱调,张金,等. 成形铣齿加工过程中的切削热模型[J]. 机械设计,2012,29(6):82 -86.
[8]李世春,彭程. 高速铣削系统切削力动态分析[J]. 南华大学学报(自然科学版),2011,25(2):22 -25.
[9]Ahmed Damir·Eu-Gene Ng·Mohamed Elbestawi. Force prediction and stability analysis of plunge milling of systems with rigid and flexible workpiece[J].Int J Adv Manuf Technol,2011,54:853 -877.
[10]樊宁,郭培全,王慧,等. 刀具磨损过程切削力频谱特性的研究[J]. 工艺与装备,2008(5):69 -71.
[11]郑敏利,周军,张为,等. 高速面铣加工的动态铣削力和刀具振动研究[J]. 机械设计,2010,27(9):15 -19.
[12]Liu Xiongwei,Cheng Kai. Modeling the machining dynamics of peripheral milling[J]. International Journal of Machine Tools & Manufacture,2005,45:1301 -1320.
[13]丁伟. 五轴铣削切削力信号研究[D]. 辽宁:辽宁科技大学,2011.
[14]梁航,樊宁,高子辉. 非稳态车削力信号频谱分析[J].山东理工大学学报(自然科学版),2008,22 (4):44 -48,53.
[15]王济,胡晓. MATLAB 在振动信号处理中的应用[M].北京:中国水利水电出版社,知识产权出版社,2006.
[16]Tamás Insperger,Brian P.Mann,Tobias Surmann,Gábor Stépán. On the chatter frequencies of milling processes with runout[J]. International Journal of Machine Tools & Manufacture,2008,48:1081 -1089.
[17]Kalvoda T,Hwang Y R,Vrabec M. Cutter tool fault detection using a new spectral analysis method[J]. J. Engineering Manufacture,2010,224,Part B:1784 -1.
