光学镜片平面行星式研磨加工关键技术研究
2014-06-27祁小苑李大琪鲁卫国
祁小苑,李大琪,陈 勇,鲁卫国
引言
光学镜片是控制激光陀螺光路长度的重要组件,其加工质量直接影响到激光陀螺的性能[1]。在现代光学加工中,采用具有平面行星式结构的研磨机对光学镜片进行平面研磨,使加工过程具有较高的加工效率和柔性,目前已成为主要的光学镜片平面研磨加工方法。实践表明,平面研磨机研磨盘磨损的均匀性直接影响到光学镜片的研磨质量,特别是镜片的厚度一致性和平行度[2-3]。因此,改善研磨盘磨损的均匀性以获得高研磨质量的光学镜片已成为光学零件平面加工领域的一项关键技术[4]。
近年来,众多研究学者针对提高工件在平面研磨机上的加工质量展开了研究[5-7],但其研究方向多为对材料去除规律的研究或加工机理的研究,对光学加工领域内研磨盘磨损均匀性与光学镜片研磨质量之间关系的研究甚少。本文通过对光学镜片在研磨加工过程中的运动规律进行分析,建立了差动轮系条件下镜片运动的轨迹和速度计算模型,开发了Matlab仿真程序。结合生产实际,对行星轮系条件下工件运动的轨迹和速度进行了仿真,确定了研磨机速比对研磨盘磨损均匀性的影响规律,通过优化工艺参数,获得了厚度一致性小于0.002mm,平行度小于0.002mm高研磨质量的光学镜片。
1 运动规律建模
在光学零件的研磨过程中,材料去除率由Preston[8]方程描述:

式中:ΔZ(x,y)表示单位时间内光学零件上的点(x,y)处的材料去除量;K是与材料性质和加工条件有关的常量;P(x,y)表示工件上点(x,y)处相对研磨盘的压力;V(x,y)表示工件上点(x,y)处相对研磨盘的瞬时速度。Preston方程表示工件与研磨盘接触点的材料去除率正比于该点的接触压力和相对速度。而在平面行星式研磨过程中,工件表面所受正压力随时间改变保持不变,故工件在研磨盘上运动轨迹的复杂性和不同位置线速度的差异是研磨盘磨损不均匀的主要原因,也是影响光学镜片研磨质量的重要因素。因此,分析工件的运动轨迹和在不同位置的运动线速度的差异是光学零件平面行星研磨加工中的重要问题。
1.1 加工现状分析
待加工光学镜片材料为微晶玻璃,结构为圆柱形,且圆柱高与底面直径之比不大于0.5。其加工精度要求较高,工件厚度尺寸一致性要求不大于0.003mm,单个工件两端面平行度要求不大于0.003mm。
光学镜片的加工精度通过平面研磨实现。利用特制游星轮和配加专用磨料的双面研磨机加工圆柱形工件两端面,如图1所示。
在加工过程中,双面研磨机内、外齿圈依靠齿轮啮合带动游星轮产生绕研磨盘中心的公转以及绕游星轮中心的自转,游星轮带动零件孔中的零件产生复杂的运动,伴随上盘施加一定的压力以及专用磨料的持续供给,实现光学镜片的双面研磨加工。

图1 双面研磨机加工光学镜片Fig.1 Machining optical lens on two-sided lapping machine
1.2 光学镜片运动机理分析
光学镜片在双面研磨过程中的运动机理,可归结为待分析对象在周转轮系中的运动机理问题。周转轮系因自由度的数目不同又可进一步划分为差动轮系和行星轮系,其中差动轮系自由度为2,而行星轮系的自由度为1。将光学镜片的双面研磨运动机理置于差动轮系条件下进行分析,有利于提高分析结果的通用性。

图2 光学镜片研磨加工原理图Fig.2 Schematic of lapping process of optical lens
在图2所示的研磨加工原理图中,外齿圈半径为R1,内齿圈半径为R2,游星轮上零件孔内的光学镜片距离游星轮中心的距离为R3,内齿圈自转角速度为w内,外齿圈的自转角速度为w外,游星轮因齿轮啮合而产生的绕内齿圈中心的公转角速度和绕其自身中心自转的角速度分别为w公和w自,研磨盘的自转角速度为w研。为便于分析,规定逆时针为角速度正方向。
如假定在研磨盘不转动的情况下,因w研、w外和w内三者均为绕内齿圈中心的自转,故可叠加为

而在以上假设条件下,游星轮自转和公转的角速度w公和w自仅与叠加后产生的w1和w2有关,根据机械原理相关知识计算可得:

在实际加工中,研磨盘转速独立调节,而内、外齿圈转速均通过设定二者速比值或二者之一与研磨盘转速的速比值调节,因此定义速比I1=w外/w内,I2=w研/w内,可直接反映出机构自由度为2的差动轮系特点。将I1、I2带入(1)式和(2)式中,可得:
1.3 光学镜片运动轨迹建模
光学镜片在双面研磨加工中呈现较为复杂的运动轨迹,其运动轨迹是关系研磨盘磨损均匀性以及光学镜片研磨质量的重要因素。
在加工初始状态游星轮位于o2点,镜片处于M点,其与游星轮中心的相位夹角即Mo2与x轴正方向的夹角为α。经过了t时间,游星轮由o2点运动至o3点,而镜片则运动至M1点。从图2分析可知,o1M1为o1o3和o3M1的矢量和,即:

分别计算o1o3和o3M1在x、y方向的分量,可得:

进一步得出镜片在M1点的运动轨迹模型为

将式(4)代入上式中,即可得到镜片在差动轮系条件下的运动轨迹模型。
1.4 光学镜片运动速度建模


故光学镜片在加工过程中瞬时线速度的大小为

从(8)式和(9)式可知,光学镜片在双面研磨加工中的瞬时速度与其在加工坐标系中所处位置有关。将(6)式计算所得的镜片的瞬时坐标代入(8)式,即可获得镜片在某一时刻的瞬时速度。
2 仿真实验及参数优化
笔者所在的光学加工车间,使用15B双面研磨机研磨光学镜片。该设备研磨盘转速与内齿圈转速之比出厂前已预先设定,即I2=w研/w内无法调节。在实际加工中,操作者可通过设定速比值I1=w外/w内并调节研磨盘转速实现不同要求的光学镜片加工需求。该设备的运动机构类型为自由度为1的行星轮系结构。
通过对设备运行状态进行观察,分析其结构特点,确定设备固有速比I2=w研/w内为1.5。利用Matlab软件编制仿真程序,如图3所示。

图3 光学镜片轨迹/速度仿真程序Fig.3 Simulation program of lens motion trajectory and velocity

图4 光学镜片轨迹曲线和速度曲线仿真Fig.4 Simulation of lens trajectory curves and velocity curves
通过在仿真程序中改变速比I1的取值,生成在加工时间相同和研磨盘转速w研相同的条件下光学镜片的运动轨迹曲线和瞬时速度曲线,如图4所示。
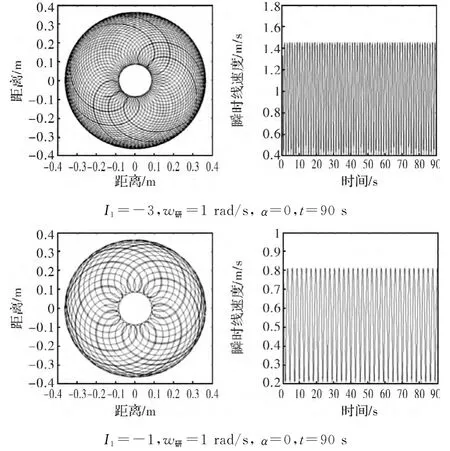
从镜片的运动轨迹曲线和速度曲线可以看出,速比I1的取值直接关系到轨迹曲线的复杂程度以及速度曲线的幅值大小。通过分析对比大量仿真曲线,可确定生产现场所使用的15B研磨机当速比I2=1.5时,速比I1对研磨盘磨损均匀性的影响关系。总结如下:
1)当速比I1<-1.5时,镜片运动轨迹复杂,轨迹遍及研磨盘各处,研磨盘得到均匀磨损,镜片研磨质量较高;镜片在加工中的瞬时运动速度差值较大,单位时间内的平均速度较快,研磨盘在短时间内得到了均匀磨损,镜片加工效率较高。
2)当速比-1.5<I1<4.5时,镜片在单位时间内的运动轨迹并未遍及研磨盘各处,研磨盘磨损不均匀,镜片研磨质量较差,且镜片的瞬时速度差值和平均速度均减小,加工效率较低。
3)当速比I1>4.5时,镜片运动轨迹较复杂,研磨盘得到均匀磨损,镜片研磨质量较高,但镜片在加工中的瞬时运动速度差值和平均速度较小,加工效率较低。
根据仿真分析结果,优化加工参数,将15B研磨机的速比I1设置为-2。通过实际加工验证,获得了厚度一致性小于0.002mm,平行度小于0.002mm的高质量光学镜片。
3 结语
为获得高研磨质量的光学镜片,进一步提升激光陀螺的性能,本文分析了研磨盘磨损均匀性与镜片研磨加工质量之间关系,建立了差动轮系条件下光学镜片加工中的运动轨迹和速度计算模型,在此基础上,利用Matlab软件编制了仿真软件。结合生产实际,对行星轮系条件下光学镜片的运动轨迹和瞬时速度进行了仿真,确定了现场加工设备速比值对研磨盘磨损均匀性的影响规律。根据仿真结果,通过优化加工参数,获得了厚度一致性小于0.002mm,平行度小于0.002mm的高质量光学镜片。
通过对光学镜片平面行星式研磨加工关键技术的研究,为光学零件平面行星式研磨、抛光加工过程提供了技术参考。文中提出的在差动轮系条件下工件的运动轨迹模型和运动速度模型具有较强的通用性,为提升我国光学零件制造业水平提供了帮助。
[1] Gao Bolong,Li Shutang.Laser gyro[M].Changsha:National University of Defense Technology Press,1990.
高伯龙,李树棠.激光陀螺[M].长沙:国防科技大学出版社,1990.
[2] Jiang Xuewen.Ultra-precision lapping and polishing technology[M].Beijing:National Defense Industry Press,1998.
姜学文.超精研抛技术[M].北京:国防工业出版社,1988.
[3] Wang Zhizhong.Precision lapping[M].Beijing:Measuring Press of China,1989.
王志忠.精密研磨[M].北京:中国计量出版社,1989.
[4] Shu Chaolian.Modern optics manufacturing technology
[M].Beijing:National Defense Industry Press,1998.舒朝濂.现代光学制造技术[M].北京:国防工业出版社,2008.
[5] Wu Hongji,Cao Lixin,Liu Jian,el al.Analysis of path curves of face grinding process on lapping machines[J].Journal of Dalian University of Technology,2002,42(4):451-455.
吴宏基,曹利新,刘健,等.行星式平面研磨机研抛过程运动轨迹分析[J].大连理工大学学报,2002,42(4):451-455.
[6] Liu Defu,Duan Jian,Zhong Jue.Motion analysis of lapping machine for end-face of optical fiber connector [J].Opt.Precision Eng.,2006,14 (2):159-166.
刘德福,段吉安,钟掘.光纤连接器端面研磨装置运动分析[J].光学精密工程,2006,14(2):159-166.
[7] Lu Yushan,Wang Jun,Zheng Xiaojiao,el al.Analysis of kinematics of lapping and polishing for fiber optical connectors[J].Journal of Shenyang Jianzhu University,2008,24(2):315-318.
吕玉山,王军,郑小姣,等.光纤连接器端面研磨与抛光的运动分析[J].沈阳建筑大学学报,2008,24(2):315-318.
[8] Preston F W.The theory and design of glass polishing machines[J].J.Soc.Glass Tech.,1927,11:214-256.
[9] Li Shunzeng,Song Xiaoli,Lu Weiguo.Ultra-smooth surface processing method of wedge mirror with double-symmetric angle[J].Journal of Applied Optics,2012,33(6):1123-1127.
李顺增,宋晓莉,鲁卫国.双面对称角度楔形镜的超光滑表面加工方法[J].应用光学,2012,33(6):1123-1127.
[10] Sun Huan,Chen Zuomo.Mechanisms and machine theory[M].Beijing:Higher Education Press,2003.
孙桓,陈作模.机械原理[M].北京:高等教育出版社,2003.
