加工不锈钢硬质合金群钻钻尖的试验研究
2014-05-11李梦龙贺凤宝胡建忠
李梦龙,王 蔓,张 伟,贺凤宝,胡建忠
(大连工业大学 机械工程与自动化学院,大连 116034)
加工不锈钢硬质合金群钻钻尖的试验研究
李梦龙,王 蔓,张 伟,贺凤宝,胡建忠
(大连工业大学 机械工程与自动化学院,大连 116034)
0 引言
群钻是在普通麻花钻的钻尖基础上,磨出两个对称的月牙形圆弧槽,形成钻心退缩,从垂直于钻头轴线可看到三尖“W”刃形;再进一步修磨,减窄横刃,修出油隙面和两条较锋利的内刃。对于直径较大(d>15mm)的钻头,还在一侧外刃上再磨出1―2条分屑槽[1](如图1所示)。群钻的这种特殊刃形使其排屑效果明显。
某公司在使用普通麻花钻钻不锈钢时出现了断屑不好,切屑缠刀、粘刀,崩刃现象,刀具磨损严重。为了解决断屑问题,本文设计了具有群钻钻尖的硬质合金麻花钻。而群钻钻尖传统应用于高速钢麻花钻,应用在硬质合金材料时原有的钻尖参数已不再适用[2]。鉴于此本论文设计一种具有新的钻尖参数的硬质合金群钻,使在加工不锈钢时,可以起到良好的断屑作用,提高刀具的使用寿命。不锈钢(1Cr18Ni9)因为良好的综合机械性能而被广泛应用,故对其进行钻削试验具有实际的指导意义。

图1 基本型群钻钻尖
1 试验方法
本试验采用三支具有不同钻尖参数的硬质合金群钻,直径为φ10mm,槽长60mm,总长100mm。三支刀编号分别为1、2、3,三支刀变化的参数主要是尖高、圆弧半径、外刃长度和外刃峰角[3],其钻尖参数如表1所示。在较合理的切削参数下钻削不锈钢(1Cr18Ni9),并分析刀具断屑和刀具磨损情况。

表1 三支群钻钻尖参数
2 对比试验及结果分析
2.1 对比试验
在较合理的切削参数[4](进给量0.25mm/r)下,用三支刀具分别以切削速度28.26m/min和34.54m/min,钻削1Cr18Ni9,钻孔深为30mm。试验用美国HASS VOP-D VF5型加工中心,采用浇注式乳化液冷却,钻削过程中用YDZ-II02压电钻削测力仪可测量轴向力和扭矩[5],收集切屑,并对所得到的数据和切屑进行分析,观察刀具磨损。
2.2 试验结果与分析

表2 试验数据

图2 三支刀具轴向力、扭矩柱状图
将表2的数据绘制成直观的柱状图(如图2),从图中可以看出,2号刀的最大轴向力和最大扭矩均为最小。1号刀外刃峰角最小,切削刃上各点的切削速度梯度最大,外缘处前角减小,外刃峰角小会使切削宽度增加,切削厚度减小,切削时所需的力会有所增加。另外1号刀的圆弧半径较小,外刃与圆弧刃的交点B处刃尖角较小,散热不好,也会增加轴向力和扭矩。而3号刀外刃峰角最大,切削刃长度缩短最多,单位长度上的负荷增加,外缘转点处刃尖角减小过多,刀具散热条件差,也会使轴向力增加。再加上3号刀的圆弧半径过大,圆弧过于平低,外刃与圆弧刃的交点B处刃尖角过大,使两段切削刃的变形程度较小,相关联程度较大,虽然增加了B点的强度,但对分屑作用影响较大,产生较宽的切屑,这种切屑变形所需的能量大,故使得扭矩值也变大。
三支刀在转速为900r/min和1100r/min,切削速度为28.26m/min和34.54m/min,进给量为0.25mm/r下,钻孔所得的切屑如图4所示。
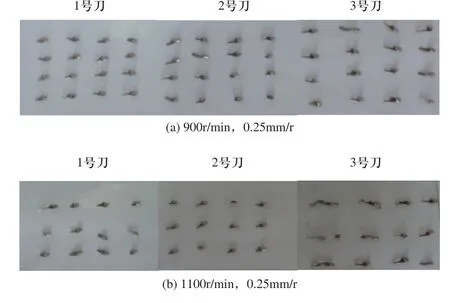
图4 切屑形状图
从图中可以看到,切削参数为900r/min,0.25mm/r时三支刀的切屑较短,为海螺型切屑,其中2号刀切屑形状最好,长度最短;1100r/min,0.25mm/r时3号刀切屑最差,1号和2号相差不多,2号刀相对较短。三支刀都具有群钻钻尖,断屑效果明显,但由于三支刀钻尖参数不同,造成切屑形状有所差异。3号刀由于圆弧半径过大,过于平低,使两段切削刃的变形程度较小,相关联程度较大,产生的切屑较宽。1号刀外刃较长,外刃形成的切屑较宽,在断屑难易程度上比2号刀难。
三支刀经过刃口处理,每支刀在加工30个孔后,用刀具几何参数测量仪测量的钻尖前刀面磨损情况,对比如图3所示。

图3 钻尖前刀面磨损对比
从图中可以看出,三支刀在内刃前刀面部分都有烧黑现象,试验过程中采用浇注式切削液冷却,效果不是很理想。不锈钢在加工时因发热严重,且切削液不能及时到达加工区域进行冷却,造成高温下刀具烧伤,形成黑色表面。三支刀靠近主切削刃处磨损都不大,其中2号刀磨损最小,且2号刀无崩刃现象出现。而1号刀和3号刀外缘转点处都有崩刃现象,因为3号刀的外刃峰角最大,外刃长度最短,外缘转点处的刀尖角最小,单位长度上的负荷大,刀具散热条件不好,导致崩刃最严重。1号刀由于外刃长度最长,所受扭矩大,故其也有较严重的崩刃。
综上分析可知:2号刀切削力较小,刀具磨损量小,切屑呈短海螺型,断屑效果比较理想,2号刀切削性能最好。
3 结论
1)加工不锈钢时群钻钻尖可以应用在硬质合金麻花钻上,发挥了群钻优良的分屑、断屑能力,并改善了切削刃的磨损情况。
2)加工1Cr18Ni9不锈钢,2号刀的钻尖几何参数相对比较合理。切削力较小,刀具磨损量小,断屑效果较为理想,切屑呈短海螺型。
3)本试验所用刀具在加工不锈钢时采用浇注式切削液冷却,效果不是很理想,可以改为内冷式。
[1]倪志福,陈壁光.群钻——倪志福钻头[M].上海:上海科学技术出版社,1999年9月:213-214.
[2]张波,张伟,张占阳.硬质合金群钻钻尖的试验研究[J].工具技术,2008,42(10):73-75.
[3]张占阳.硬质合金高效钻尖的试验研究[D].大连:大连轻工业学院,2006.
[4]景璐璐,李铸宇,陈明,孙方宏,胡祖光,祝新发,励政伟,许辉.奥氏体不锈钢钻削变形系数的实验研究[J].上海交通大学学报,2005,39(11):1746-1750.
[5]汲宏剑,张伟,宋宝良,李铸宇.不同槽型的麻花钻切削性能实验[J].大连工业大学学报,2012,31(3):226-228.
Experimental study for maching stainless steel solid carbide drill with multi-facet drill point
LI Meng-long, WANG Man, ZHANG Wei, HE Feng-bao, Hu Jian-zhong
针对不锈钢材料的性质,设计了一种具有新的钻尖参数的硬质合金群钻,在切削速度28.26m/min、34.54m/min和进给量0.25mm/r下钻削不锈钢。试验表明加工不锈钢时群钻钻尖可以应用在硬质合金麻花钻上,充分发挥了群钻优良的分屑、断屑能力,并改善了切削刃的磨损情况。
不锈钢;硬质合金;群钻;钻尖
李梦龙(1988 -),河南洛阳人,硕士研究生,主要从事先进制造工艺技术与装备的研究。
TG713.1
A
1009-0134(2014)05(下)-0046-02
10.3969/j.issn.1009-0134.2014.05(下).13
2013-11-30
