LGM5024立磨振动大原因与分析
2014-05-03吴新民
牛 鹏 孟 阳 吴新民
(1中信重工机械股份有限公司 河南洛阳 2洛阳矿山机械工程设计研究院有限责任公司 河南洛阳)
中信重工开发研制出LGM5024水泥原料立磨,由于具有价格低、产量高、耗能少、维修方便等优点,在客户中得到一致好评,但是客户对新产品液压系统不太熟悉,以致在使用中出现一些问题。广东塔牌水泥集团使用的LGM5024立磨,一直存在振动大、料层厚度波动大、压力波动大、管路频繁存在液压冲击现象。仔细分析磨辊张紧液压系统工作原理,采取相应整改和预防措施,目前设备可正常运转,运转率和产量都有很大提高。
一、LGMS5024原料磨磨辊张紧液压系统结构特点及工作原理
1.结构特点

图1 液压张紧系统原理图
液压张紧系统(图1),主要作用是磨机工作时对研磨辊提供研磨力,实现升、降辊等辅助功能。由液压站、中间连接管路和油缸蓄能器装置组成。液压站包括油箱、泵装置、功能阀组及检测元件,油缸蓄能器装置有4个,分别布置在立磨的4个支柱内外,是液压系统的执行单元,中间管路将液压站和油缸蓄能器连接起来,用来输送油液。
2.工作原理
(1)过滤循环。电机启动,所有电磁阀均不加电,油箱内的油液通过吸油过滤器2,经油泵4打出,再经压力过滤器7,利用电液换向阀11的中位M机能,使油液重新返回油箱,以实现油液的循环过滤。
(2)磨辊上升。电机启动,电磁铁DT1和DT3加电,油液经吸油过滤器2,油泵4,高压过滤器7,电液换向阀11,单向节流阀12,通过管路进入油缸的下腔,推动油缸活塞上行,油缸活塞杆通过主机的摇臂带动磨辊上升。同时,油缸上腔的油液在下腔油压的作用下,通过液控单向阀17和节流阀15.3流回油箱,油缸的上升速度可由节流阀15.3调节。当磨辊上升至要求的位置时,DT1和DT3失电,磨辊上升停止并可保持在上位位置。
(3)磨辊下降。电机启动,电磁铁DT2加电,油液经吸油过滤器2,油泵4,高压过滤器7,电液换向阀11,单向节流阀12,通过管路进入油缸的上腔,油缸下腔的油经单向节流阀12,电液换向阀11,单向阀10.2流回油箱,使油缸活塞杆带动磨辊下降。磨辊的下降速度可通过单向节流阀12进行调节。当磨辊下降至设定下限位(磨辊接近磨盘物料)时,电机断电,电磁铁DT2失电,磨辊下降停止。
(4)磨机正常工作:当磨机正常连续工作期间,泵电机和电磁铁DT1,DT2,DT3失电,DT4加电,此时,油缸下腔与油箱接通,磨辊在自重和上腔压力作用下压于要研磨的物料上,随着磨盘的转动,使物料不断受到挤压研磨。油缸上腔的压力根据物料的情况进行设定,压力变送器13将检测到的压力值变成电信号送出到PLC。当由于泄漏或物料状态变化等因素而引起研磨压力低于所设定的压力值时,油泵启动,同时电磁铁DT2加电(DT4不失电),对油缸上腔补油加压,当压力达到设定值时,泵电机断电,电磁铁DT2失电,加压停止;当由于物料状态变化等因素而引起油缸上腔压力升高超过所设定的压力值时,电磁铁DT3加电(DT4不失电),上腔通过液控单向阀17和节流阀15.3卸压(卸压速度由节流阀15.3调节),当压力降至所设定的压力值时,电磁铁DT3失电(DT4不失电),卸压停止。如此,磨机始终在设定的压力范围内进行研磨工作。
二、LGMS5024原料磨故障现象
原料立磨空运转情况下振动不明显,在带料运转情况下立磨振动大、料层厚度波动也大,振动波形见图2,压力波动见图3,蓄能器处能听到明显液压冲击声。
三、故障分析与处理
根据设计要求对磨的安装状态进行分析,设备的机械安装及各项工艺参数配置符合图纸要求,可排除机械和工艺配置对设备运转稳定性的影响,那么对设备造成影响的唯一因素就是液压系统。
1.液压系统保压效果不好
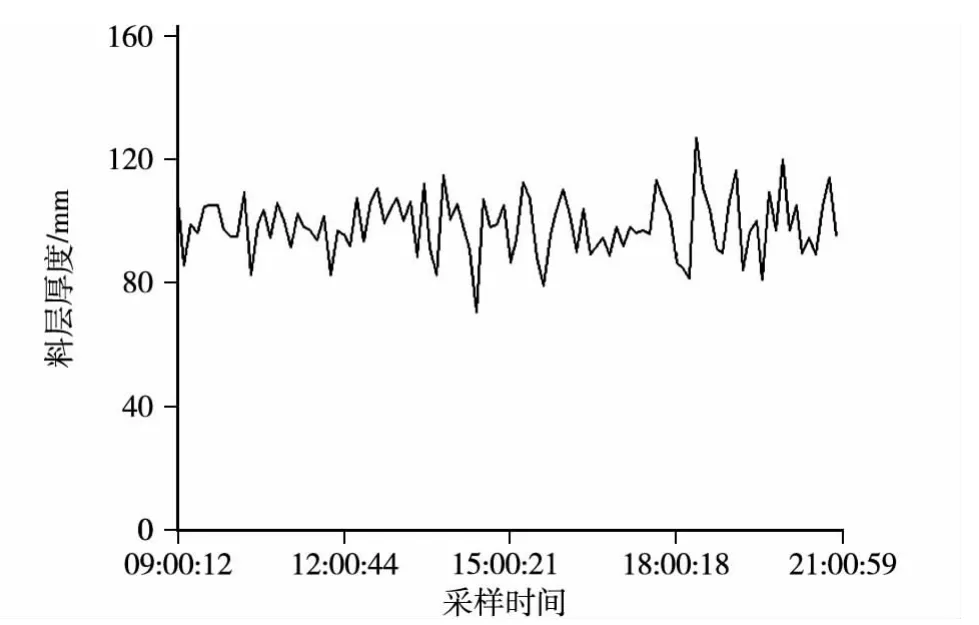
图2 立磨料层波动图

图3 工作研磨压力波动图
如果液压系统保压效果不好,会导致工作压力减小。根据工艺要求,控制程序对压力进行实时监测,当检测压力低于设定值时,液压泵会启动。如果保压效果不好液压泵会频繁启停,导致压力波动。这与现场表现出来的压力波动现象非常吻合。然而在进行保压试验时,保压效果很好,不存在泄漏现象。
2.蓄能器充氮压力不满足使用要求
蓄能器用于吸收液压缸上腔的压力脉动,作用相当于液气弹簧。磨机研磨过程中,由于物料的料层厚度或颗粒度的变化,必然引起磨辊上下波动,此种情况下,蓄能器利用气体的可压缩性,在油缸活塞波动时,可暂时将多余的油液储存于蓄能器中或将蓄能器的油液及时地补充到油缸中,以维持油缸内的压力基本平稳,有利于磨机的研磨过程连续进行。从蓄能器的作用可以看出,因此立磨的振动、压力波动和冲击与蓄能器有着密切的关系。从图3可以看出,立磨实际工作时的研磨压力主要在3~5 MPa波动,平均研磨压力在4 MPa。用户将蓄能器的充氮压力充到4 MPa,根据经验,蓄能器的充氮压力一般应为工作压力的60%,由此可知蓄能器的充氮压力不符合要求,从而引起以上故障。
3.故障处理
根据分析,按照现场实际工况,考虑物料硬度较小、研磨压力不高的特点,将蓄能器充氮压力降低到2.8 MPa。再次投入运行后,工作研磨压力稳定到4.5 MPa,液压冲击及蓄能器异响现象消除,立磨的振动值大幅降低,设备稳定运转。
