方坯连铸机输送辊道终端挡头优化改造
2014-05-02卢志军张九钢
卢志军,张九钢
(宝钢集团八钢公司第一炼钢厂,乌鲁木齐 830022)
方坯连铸机输送辊道终端挡头优化改造
卢志军,张九钢
(宝钢集团八钢公司第一炼钢厂,乌鲁木齐 830022)
新疆八一钢铁股份有限公司第一炼钢分厂0#连铸机出坯辊道终端挡头在运行过程中,终端挡头的缓冲弹簧及推杆经常因为冲击力过大而损坏。为了更换缓冲弹簧及推杆必须将终端挡头拆除,检修时间较长且劳动强度较大,经过分析改进推杆结构后,不仅缩短了检修时间而且降低了维护人员的工作量。
方坯连铸机输送辊道;终端挡头;缓冲弹簧;推杆;挡板
1 前言
连铸输送辊道终端挡头作为连铸设备的一部分,它的平稳运行对连铸机连续生产非常重要。新疆八钢第一炼钢厂0#连铸机出坯辊道没有翻钢机,铸坯到达终端挡头后通过移刚车将铸坯推向链式提升机。
由于操作及设备本身存在问题,铸坯经常将缓冲弹簧及推杆撞断。造成移刚车推钢卡阻,如果不能及时处理将会造成停机事故发生。检修时为了更换损坏的弹簧或推杆轴通常需要将挡板机构全套拆除,检修时间较长耗费大量人力。为了缩短检修时间和处理故障时间,我们对连铸机终端挡头进行必要的改进。
2 存在的问题
铸坯通过输送辊道向前运动,到达终端挡头后由于存在惯性,终端挡头里的缓冲弹簧开始被压缩,当铸坯停止运动后弹簧的弹性势能再次转化为动能将铸坯弹向反方向。0#连铸机为4机4流,所以每流铸坯到达终端挡板的位置不可能完全在一条线上。操作人员为了能够将铸坯对齐经常会再次启动出坯辊道,四只铸坯几乎同时再次撞向终端挡头。终端挡头里的缓冲弹簧疲劳使用易出现断裂等现象。
缓冲弹簧及推杆轴被撞断后需要进行更换,但是更换步骤非常繁琐,通常需要将固定挡板、弹簧座、压块、推杆螺栓等全部拆除才能进行更换,但是连铸机每次检修时间只有3小时左右,经常因终端挡头的检修而超时,影响连铸机的生产节奏。输送辊道终端挡头安装图见图1。
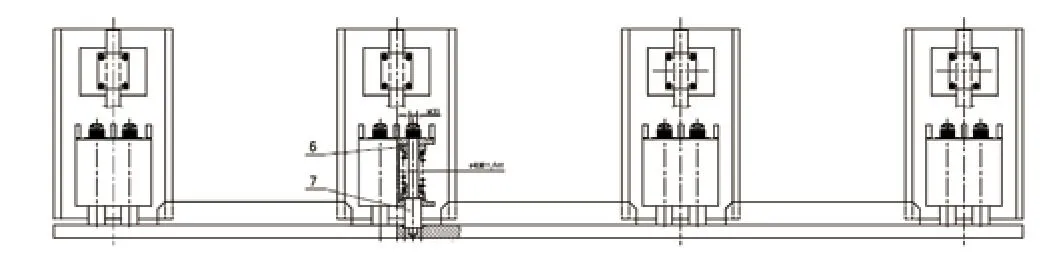
图1 输送辊道终端挡头安装图
3 原因分析及改进措施
3.1 原因分析
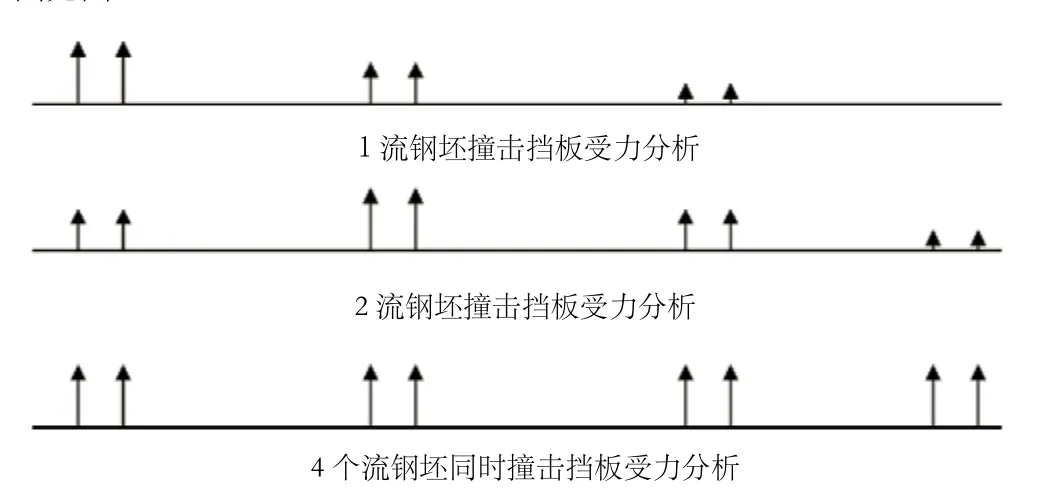
图2
由于输送辊道驱动电动机未采用变频技术控制转速,致使钢坯到达挡头时仍具有较大的动能。根据不同位置的撞击分析挡板受力分析图见图2。
由于操作人员不按规程操作设备,经常出现四只铸坯连续撞击终端挡头,致使缓冲弹簧疲劳后极易出现断裂。
缓冲弹簧内推杆轴直接焊接在前端挡板上。终端挡头损坏后,必须将固定挡板、弹簧座、压块、推杆螺栓拆除后才能维修。推杆轴及弹簧安装结构图见图3。
3.2 改进措施
3.2.1 压缩弹簧改进
原使用压缩弹簧参数:弹簧丝直径d=10mm,弹簧中经80mm,最大工作载荷349Kg。改进后的压缩弹簧见图4 。
从图4中可看出改进后的压缩弹簧单只最大压缩量82.1mm,可缓冲554千克力冲击。改进后每流安装2件缓冲弹簧,可缓冲1108千克力的冲击。
3.2.2 压缩弹簧推杆轴的改进
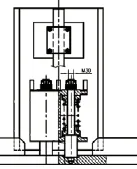
图3
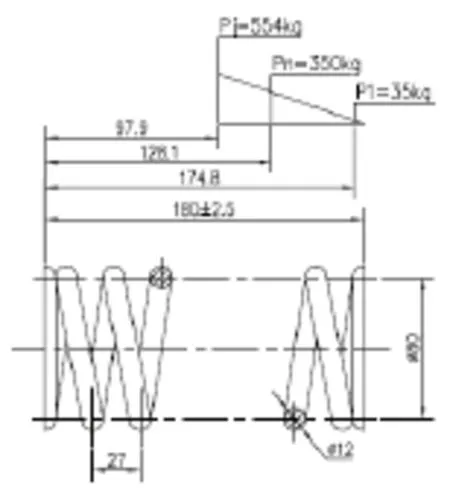
图4
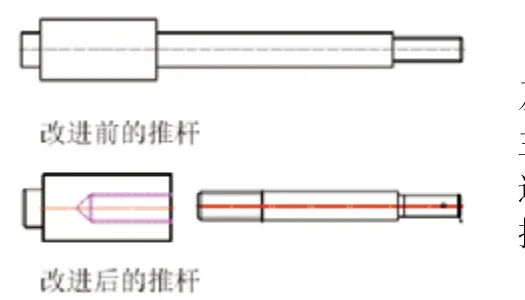
图5
另外为了方便更换缓冲弹簧及推杆轴,我们将推杆轴进行了改进。主要是将压缩弹簧的导向轴和固定端进行分离,两者直接采用螺纹连接。推杆轴改进前后对比图见图5 。
在安装时将原推杆轴的固定端直接与挡板焊接成一体,插入弹簧后用导向轴进行连接,调整导向轴后端的螺母使压缩弹簧达到要求的预紧力。将当压缩弹簧或导向杆断裂需要更换的时候,只需将推杆的预紧螺栓及压块拆除即可方便快捷的进行更换。大幅度的降低了钳工的工作强度和检修时间。
4 实施效果及结论
此项改进措施在原有设备基础上进行,通过一年时间的使用,缓冲弹簧断裂次数1次,推杆断裂1次,而且更换改时间由原来的3.5小时降低到现在的2小时。改进后不仅降低了事故率而且还降低了处理事故的时间,为一炼钢连铸的生产提供了必要的保证,达到了预期的效果。
[1]机械设计手册[J].北京,机械工业出版社 2006.
卢志军,男,36岁,机械工程师。
Xinjiang eight one steel Limited by Share Ltd f rst steelmaking plant of 0# continuous casting billet roller terminal stop in the running process,the buffer spring and the push rod terminal head often damaged because of the impact force is too large.In order to replace the buffer spring and the push rod must be term inal head demolition,maintenance time is long and large labor intensity,after analysis and improvement of push rod structure,not only shorten the maintenance time and reduce the workload of maintenance personnel.
Roller conveyor of billet continuous casting machine;Term inal block The buffer spring;The push rod Baffe
