低温甲醇洗系统尾气洗涤塔的改造
2014-04-26刁广琦
刘 伟,刁广琦
(1.兖矿集团国宏化工有限责任公司合成部,山东 邹城 273512;2.兖矿集团未来能源化工有限公司净化部,陕西 榆林 719000)
低温甲醇洗系统尾气洗涤塔的改造
刘伟1,刁广琦2
(1.兖矿集团国宏化工有限责任公司合成部,山东邹城273512;2.兖矿集团未来能源化工有限公司净化部,陕西榆林719000)
国宏化工有限公司的变换气净化装置采用了德国鲁齐公司的低温甲醇洗工艺,利用变换气中的各组分在甲醇中的溶解度不同脱除变换气中H2S、COS等酸性气体,自2007年运行以来一直比较稳定,但是经再吸收塔闪蒸气提出的CO2尾气,虽然经尾气洗涤塔洗涤后排放,但运行情况不太理想,尾气指标存在超标现象,对环境造成很大的影响。我们通过近期对系统的监控运行,对尾气问题作了一系列的排查分析,针对以上问题对尾气洗涤塔进行改造。本文介绍了国家化工有限公司低温甲醇洗装置尾气洗涤塔运行现状,分析原因,并根据操作经验进行了总结。
甲醇;尾气;低温甲醇洗
1 排查分析
1.1基本流程
尾气主要在再吸收塔下塔形成,该塔分上下两个部分,上塔分为二氧化碳回收段和低压闪蒸段,其主要作用是生产CO2产品,下塔主要分为再吸收段、硫浓缩段和气提段,其主要作用是形成尾气、实现硫浓缩及回收冷量。低压闪蒸段的入口介质为富碳甲醇,富碳甲醇降压闪蒸出部分CO2后经虹吸管进入下塔顶部作为尾气的洗涤介质,以洗涤闪蒸出的H2S和COS;二氧化碳回收段介质上部为富碳甲醇,下部为富硫甲醇,两者闪蒸后混合进入下塔再吸收段,同时作为再吸收液,吸收富硫甲醇液中闪蒸出的H2S和COS,此外还有一股来自中压闪蒸塔的富硫甲醇直接进入下塔再吸收段,再吸收段的富硫甲醇经气提氮气提并经过酸性气体的再吸收,使H2S进一步浓缩后,形成的富硫甲醇进入热再生系统进行再生。产生的尾气回收冷量后去尾气洗涤塔经除盐水洗涤后排放。由此可见超标的尾气主要来自再吸收塔下段的气提尾气。
1.2影响因素
1.2.1工艺排查
针对尾气指标的问题,首先从工艺操作上进行分析调整主要有以下几个方面:
(1)再洗甲醇的循环量不足。再洗甲醇的循环量不足,无法彻底洗涤闪蒸出的H2S和COS,导致部分H2S和COS通过尾气进入大气,影响尾气指标。通过增加CO2主洗甲醇的循环量,减少H2S主洗甲醇量,增加入再吸收塔低压闪蒸段的富碳甲醇,适当降低富硫甲醇的流量,来解决再洗甲醇循环量不足的问题。
(2)再洗甲醇的温度高。再洗甲醇的温度高,导致再洗甲醇的吸收效果不理想,无法彻底吸收闪蒸出的H2S和COS,影响尾气指标。通过调节H2S主洗甲醇循环量来解决。降低H2S主洗甲醇流量,加大入丙烯冷却器的甲醇流量,增加冷量的吸收,降低再洗甲醇温度。
(3)再吸收塔温度高。再吸收塔的甲醇温度高,导致部分已经溶解在甲醇中的H2S和COS解吸闪蒸出来,影响尾气指标。该问题主要通过调整尾气冷量回收管线的冷量分配来解决。增加入氮气冷却器的尾气量,降低入克劳斯气体/尾气换热器的尾气量,降低入再吸收塔的气提氮气温度,以降低再吸收塔的整体温度。
(4)气提氮气量过大。导致部分H2S和COS被气提出来,影响尾气指标。通过降低气提氮气量来解决。
通过调整相关工艺指标均已得到优化,尾气指标虽得到了优化,但是仍不太理想,工艺调整未能达到满意得效果,认为工艺操作不存在问题。
1.2.2设备排查
从设备角度分析主要有以下几个可能:
(1)克劳斯尾气/尾气换热器泄露,高浓度的克劳斯气体泄露至尾气管线。经取样分析已排除。
(2)变换器最终冷却器泄露,变换气泄露至尾气管线。经取样分析已排除。
(3)尾气洗涤塔处理量不足。经分析发现低负荷状态下,尾气指标均达到了控制指标,未出现超标现象,系统高负荷运行时,尾气指标不太理想,由此联想到尾气洗涤塔为填料塔,操作范围较小,加之现本厂的实际负荷高于设计指标,导致入尾气洗涤塔的气量大于设计值,仅用除盐水无法完全洗涤尾气中的H2S和COS,致使部分H2S和COS排入大气污染环境,这才是尾气指标超标的根源所在。
综上所述,导致尾气指标不理想的主要原因在于入尾气洗涤塔的尾气量超出了尾气洗涤塔的处理能力,原用于洗涤尾气的除盐水不足以洗涤尾气中的H2S和COS,导致尾气指标一直不太理想。
1.3系统优化
针对本厂尾气洗涤塔处理量不足的问题,我们对系统进行了优化,如图所示。
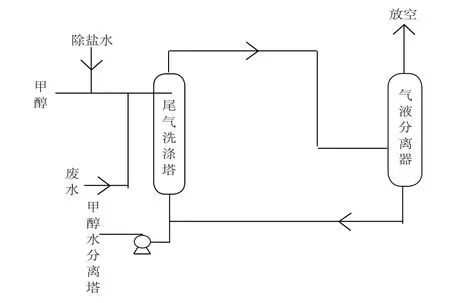
自甲醇水分离塔引入一股甲醇并入除盐水管线进入尾气洗涤塔,利用H2S和COS在甲醇中的溶解度大于水,对尾气进行洗涤,充分吸收尾气中的H2S和COS,解决尾气量大而除盐水不能完全洗涤的问题,从而有效避免了H2S和COS进入大气污染环境。
另加装一气液分离器,防止洗涤甲醇随尾气被夹带排放入大气,分离出的甲醇并入尾气洗涤塔底部管线入甲醇水分离塔,经甲醇水分离塔精馏后,重新并入系统,循环利用。
该装置经改造后投入使用至今,尾气指标均达到厂控设计指标,同时尾气夹带的甲醇含量明显降低,从根本上解决了本厂尾气总硫超标的问题的同时,增加了经济效益。
2 结语
低温甲醇洗装置虽是目前国内外比较成熟的一套气体净化装置,但是由于各厂的生产情况不同,仍需根据实际运行状况进行优化调整。本厂的尾气洗涤塔通过技术改造后,使尾气达到了设计指标,同时系统的吨甲醇消耗也有所降低,改造具有环保和经济的双重效益。同时该改造方案实施容易,风险小,对系统的影响小,可在同样问题的低温甲醇洗装置上应用。
[1]陈敏恒等编.化工原理[M].北京:化学工业出版社,1999.
[2]诸林.天然气加工工程[M].北京:石油工业出版社,1996.
[3]何小荣.化工过程优化[M].北京:清华大学出版社,2003.
刘伟,助理工程师,2008年毕业于青岛大学,化学工程与工艺专业。