船体曲形板加工用活络样箱的设计
2014-04-16魏莉洁刘建明
魏莉洁,刘建明,孙 翔
(1.南通航运职业技术学院 船舶与海洋工程系,江苏 南通 226010;2.南通中远船务工程有限公司 船体车间,江苏 南通 226026)
0 引言
为了高效完成船舶的建造,在船体构件加工和装配等过程中要采用多种工艺装备设施。由于船舶建造属于单件建造或小批量生产,其工艺装置所消耗的材料较多,从而增加了船舶建造的成本。随着造船技术的发展,船舶建造的方式和设施发生了很大的变化,船舶建造的效率和精度要求越来越高,对造船用的工艺装备也有了更高的要求。为了降低成本,增加船舶建造效益,提高船舶建造的机械化和自动化程度,很多企业都在研究对现有的工艺装备进行改进,探索新型的工装形式。[1,2]
船舶建造过程中船体线型是否正确是保证建造质量重要因素,船体外板的曲形板在加工过程中,其曲度的控制极其严格。对钢板弯曲形状的检验所采用的工艺装备主要有样板和样箱,其用于检验加工的形状是否符合船体线型要求。过去船厂一直采用木质三角样板和木质样箱。目前,国内的三角样板已逐渐采用活络三角样板,但样箱还是采用木质结构,这就使得在样箱制作中必然要消耗大量的材料和花费很多工时,而船舶建造基本是单船建造和小批量生产,这又无形中提高了造船的生产成本和延长了造船周期。[3]对于可调样箱,国内船舶企业研究的较少,且都没有应用于实船建造。研究可调的通用性样箱,是我国在船舶建造构件加工中的一项重要工艺技术革新课题,也是保证船舶建造高效率的重要方面。
1 船体曲形板加工用工艺装置
1.1 曲形板加工用样板
过去曲度的钢板弯曲加工时一般依据木质三角样板,而木制三角样板的形状要根据需加工曲形板的型值按肋位分别钉制成形,如图1所示。每一个样板都有一个直立的柄,柄上有一个刻度,钢板经过成形加工后,三角样板直立其上进行曲形检验,每块钢板需要用若干个三角样板对不同肋位处钢板横向弯曲形状进行检验;而检验钢板的纵向曲度是否符合,要看各三角样板直柄上的检验刻度是否在一条线上。
由于木质材料的样板已远远满足不了现代化造船方式的要求,很多企业都已采用活络样板。活络三角样板在使用时可以垂直外板放置,改变了以往由于肋骨弯度而形成样板与外板呈夹角而倾斜放置的缺点。它通过计算机处理,计算出肋骨的法向面,所以使用简便,在实际操作中更体现了良好的实用价值。一次性投资,可长久反复地变换调节使用,因而节省了大量的木材和人工。活络三角样板材料为铝质结构,重量轻,且有一定的刚度,在调节、使用、搬运和堆放过程中不易变形。活络三角样板主要用于滚压成形加工外板以及水火弯曲板材构件。主骨架为槽铝,调节伸缩杆为薄铝板,由立杆和横杆组成“土”字形。以主立杆为中心,通过伸缩杆带动弹簧钢带形成光顺的弯曲型线。活络三角样板的各个节点,均用元宝螺母紧固定位,通过粗调和微调形成任意内外相切的连续弧形,如图2所示。

图1 木制三角样板
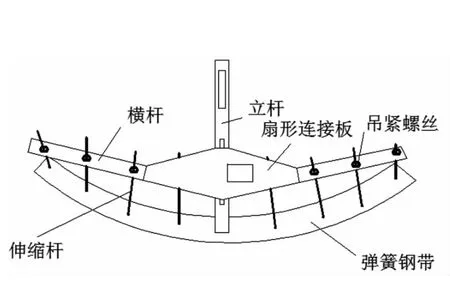
图2 二翼扇形梳状式活络三角样板
1.2 曲形板加工用样箱
如果说三角样板是临时组合使用的曲面样板,而样箱则是制作成固定框架形式的曲面样板,可以看作是将若干个三角样板固定在一起形成的箱形结构。对于纵、横向弯曲度严重的外板、首尾柱板、轴壳包板等船体线型特别复杂而又不能近似展开的外板,需要用样箱供展开、号料、加工、检验使用。目前企业中使用最多的是人工钉制的木制样箱。
样箱相当于从船体上切割下来的一个立体部分,样箱的外表面就是船体外板的内表面,即船体理论表面。样箱钉制的主要工作是剖面选取与展开,为了保证线型正确,必要时可以加中间辅助剖面,其次是要保证样箱的结构具有足够的强度和刚度。[4]图3所示为某木制样箱,样箱是由基面板框,肋骨剖面样板和侧面板框组成。

图3 木质样箱
复杂曲形板的加工要用样箱检验,样箱的制作需要大量的人力和物力。一艘船需要用样箱来加工的曲形钢板有几十张,一种形状的样箱只能用于一种曲度板加工,不具有通用性。木制样箱的堆放也需要较大的场地,且受潮容易变形,不易保存。因此,有些企业着手开始进行活络样箱的研制,以降低样箱的成本,提高样箱的利用率,减少材料的浪费。
2 活络样箱的设计
2.1 样箱制作用型值的选取
某19 990DWT成品油船的尾部某一外板样箱型值如图4所示。该型值基于TRIBON系统设计,根据系统曲面建模生成各块曲度板纵、横向剖面加工数据,可供活络样箱调节使用,该系统生成的数据有一定的规律,其纵、横向间距均取相等数据(图4中为200)。由于外板形状展开后是不规则的,故边缘间距不等。该船体尾部区域某一曲形板的型值可用于该曲形板加工活络样箱检验型值的调整。

图4 101-FR10A-D1003R样箱型值
2.2 活络样箱设计
传统木质样箱制作费时费力,因此设计一种可以节约成本,一次性投入又不是很高,同时又具有传统样箱全部功能的活络装置是很有意义的。根据TRIBON系统生成的加工数据的间距规律,可以设计横向等间距的单向间距可调活络样箱,也可针对间距变化设计双向间距可调的活络样箱。
(1)单向间距可调活络样箱。方案一为套管单向间距可调活络样箱,如图5所示。活络样箱由升降管、支柱套管和支撑结构组成。升降管、支柱套管上相应位置均有开孔,通过螺栓透过圆孔固定升降管和支柱套管的相对位置来调节升降管高度,实现各点坐标的粗调节。升降管顶部内孔有螺纹,配以长螺丝,通过拧动长螺丝可以调节其顶部的螺丝高低位置,实现微调效果。支柱套管通过螺栓紧紧固定在支撑横梁上,支撑横梁通过螺栓紧紧固定在底座上。支柱套管有不同规格的尺寸,可根据样箱型值来选择,支柱套管长度系列差为10cm,长螺丝微调范围最大值为10cm。支撑横梁分为不同组,横梁的高度根据样箱型值最小值来定,它在底座上也是可以纵向移动的,来适应不同肋骨间距要求。支撑横梁上的套管与支撑横梁一起组建样箱的横向型线。为保证结构的精度,将每根支柱纵向和横向均用钢丝线进行加固。

图5 套管单向间距可调活络样箱
方案二为螺纹杆单向可调活络样箱,如图6所示,该活络样箱的最大特点是可拆卸和重复利用。样箱的整体结构类似于框架,主要的设计思想是在高度不同的框架上加上微调的杆件从而满足整个曲面板检验的要求。样箱的主体构造是由左右两侧的滑槽、立柱、横梁、螺纹杆及一些紧固件和支撑组成。立柱是由不同直径的大小两根管组成的螺纹伸缩管及螺纹杆组成。横梁是矩形的空心杆结构,其上装有可调的若干个细螺纹杆,上下用螺栓固定,用于横向线型的微调。立柱下端、横梁两端均焊有开孔垫片,在垫片处用螺母将立柱与横梁及滑槽(上有开孔)固定在一起。当检验一张曲形板时,先调整间距并固定立柱。在同一肋位或纵向取一个同一高度平面,利用伸缩管粗调节到所需的高度。根据要检验曲形板的弯曲情况,将横梁安装在伸缩管上侧一定高度处,用螺栓与立柱固定。旋转调整每一横梁上的螺纹杆到所需要的高度并固定,实现微调。此种样箱可进行纵向间距、高度调整,立柱和螺纹杆可以拆下来进行保存。每个立柱、螺纹杆可设计成不同的规格,以满足不同形状曲形板检验的要求。

图6 螺纹杆单向可调活络样箱
(2)双向间距可调的活络样箱。方案一为片状双向间距可调的活络样箱,如图7所示,活络样箱由片状支柱、横梁、纵向轨道及加固结构组成。X、Y、Z三个轴向均可调节,其结构和调节方法为:X向是两根纵向空心圆管轨道,数根横向滑动槽的两端用半圆弧钢片固定其上,横向滑动槽可通过将半圆钢片上的螺丝拧松从而沿X方向滑动,滑动到相应位置后,拧紧螺丝,使其固定,实现纵向调节;Y向:横向滑动槽的作用是支撑整个上部支柱,支柱下端焊接固定在水平滑片上,滑片装在沿着Y轴方向的滑槽上,滑槽内部也有一个滑片,滑槽内部与上部滑片通过螺栓使其紧固,Y轴方向移动可以松开滑槽上紧固滑片的螺栓,滑到相应位置后拧紧螺栓使其固定;Z向:上部是由数根竖立的滑动片组成,滑动片有两段,下面一段和底座滑槽上的滑动片连接,其上开有滑槽,上面一段滑片的Z向移动是将竖立的滑动片间的螺栓松开,滑到相应位置,再紧固螺栓使其固定,实现高度调节。

图7 片状双向间距可调的活络样箱

图8 套管间距可调的活络样箱
方案二为套管双向间距可调活络样箱,如图8所示。活络样箱由可调节样管、横管、两侧纵管及紧固连接结构组成。可调节样管由升降管、支柱套管和长螺丝组成,升降管和支柱套管都是圆形管,管上高度方向有均布的开孔,由螺栓透过圆孔固定升降管和支柱套管的相对位置,由此可调节升降管高度,实现粗调效果。升降管顶部有螺孔,孔内装有长螺丝,通过拧动长螺丝可以调节其顶部的螺丝高度位置,实现微调效果。可调节样管与下部紧固连接件焊接,紧固连接件可在圆管上滑动,并通过螺栓进行固定,圆管上刻有尺寸标记,方便操作。此样箱的横向和纵向均可调节。
3 几种设计方案的分析和比较
活络样箱装置设计时均对样箱的通用性功能进行了重点设计,同时考虑选用的材料要具有较轻的重量,因样箱只用于检验,不需要支撑重量,对于强度没有太高的要求,但要求刚性好。经过分析,这几种样箱的共同特点主要有:对样箱型值可粗调和微调节,以保证其型值的精确性,使钢板加工检验精度更高;双向间距可调节活络样箱装置既可在高度方向进行调节,也可对长、宽方向的间距进行调节,以适应不同加工数据的曲度板。另外,这几种设计方案各有其优点,但还有需要进一步研究和改进之处,主要包括:
(1)要保证在横向调节杆在同一垂直平面内及确保横向活络框架的稳固性。可采用增加横向牵条的方式来保证,其重点是横向牵条的安装位置及方式。
(2)保证样箱型值端检验时的精确性。在检验端加装与横向线型一致的可调弹簧钢条来保证横向线型。
(3)活络样箱所用材料要使整体结构重量轻,方便操作人员使用。可采用铝制材料及配合部分钢材做成,也可用合成材料做成,但在接触钢板部位可用金属材料,以防水火加工检验时发生变形。
4 结束语
曲度板加工用活络样箱是一种通用工艺装备,可以根据加工数据调节型值,重复使用,大大节省了材料,减少了堆放场所。目前,船体外板加工检验用的活络样箱正处于开发阶段,在国内船舶企业还没有真正使用,其装置的实用性和可行性要经过一定的研究和试验。本设计方案还需完善,但对船舶复杂曲度板加工、检验工装的改进将起到促进作用。随着各企业对造船成本的重视及不断的技术革新,船体曲度板加工用活络样箱将会广泛应用于造船生产中,大大提高船舶建造的效率,降低造船成本。
[1]徐兆康.船舶建造工艺学[M].北京:人民交通出版社,2000.
[2]魏莉洁.船舶建造工艺[M].哈尔滨:哈尔滨工程大学出版社,2010.
[3]肖子熙,霍润炽.船体放样[M].哈尔滨:哈尔滨工程大学出版社,2008.
[4]顾文捷,周玉飞,顾彬彬.一种可调节的活络样箱设计[J].船海工程,2012(1):28-29.
