醋酸装置安装工程中锆管焊接工艺及应用研究
2014-04-11蒋爱国
蒋爱国
(上海华谊建设有限公司)
锆在地壳中的含量为0.25%~0.28%,与Cr的含量相当。由于其提炼加工困难,价格昂贵,被列为稀有金属。工业纯锆在大多数有机酸、无机酸、强碱和一些熔态盐中均具有良好的耐蚀性[1]。近年来锆越来越多地被应用于化工领域。
2009年,上海华谊建设有限公司承接的安徽华谊化工有限公司50万t/a醋酸工程中,由于醋酸及其合成之介质在催化剂碘化铑等的作用下有极强的腐蚀性,而锆材具有高耐蚀性,故装置中采用了大量的锆材Zr702和锆材Zr702管道。锆材生产过程复杂,锆材制设备的制造工艺也复杂,其设备、管材、管件价格昂贵。锆材管道焊接工艺复杂,焊接保护装置也复杂,其加工设备、加工方法、焊接设备、焊接环境均要求高,所有焊口需在专门的加工厂完成,在施工现场设有专门的锆材焊接预制场。限于现场施工条件,金加工需要的机械设备现场得不到满足,困难较大。我们进行了一系列工艺试验,精心制定施工方案,严格控制焊接质量,确保了该工程特殊材料管道安装的顺利完成。
1 锆材简介
1.1 锆材的性能概述
锆材是优异的耐蚀结构材料,较广泛应用于核动力工程和化工耐蚀结构。锆材在许多有机酸、无机酸、强碱和熔融盐中具有优异的耐蚀性和导热性,具有良好的抗高温性能和耐水蒸气腐蚀性能。目前常用的锆材为Zr702(ASME SB551分类号为R60702),其主要化学成分及机械性能如表1所示。
1.2 锆材的物理性能
锆为银白色金属,熔点为1852℃,无磁性,密度为6.51 g/cm3。在常温下,锆为密排六方晶格,称为α相,862℃以上为体心立方晶格,称为β相。锆材与其他金属材料的物理性能对比见表2。

表1 Zr702主要化学成分及机械性能
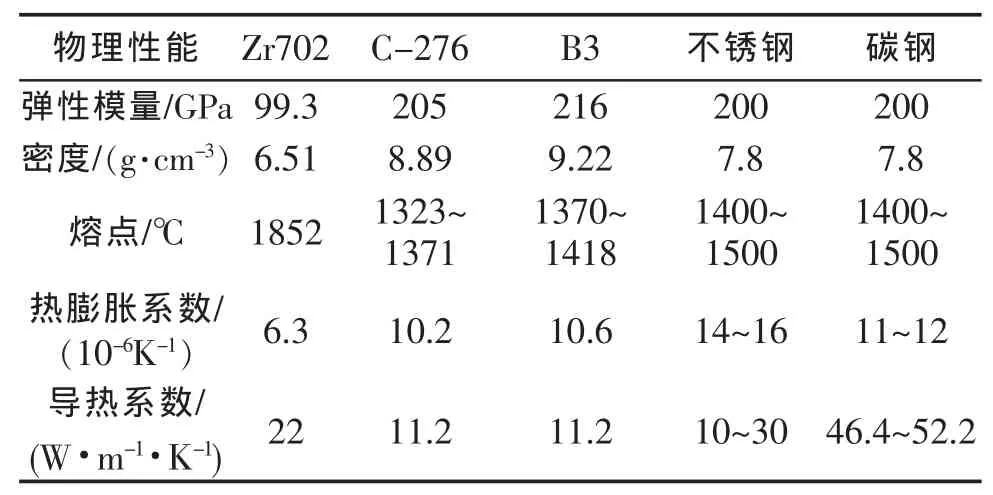
表2 锆材与其他金属材料物理性能对比
由表1的数据可知Zr702的一些焊接特性:。
(1)Zr702的弹性模量低,焊接残余应力小。。
(2)Zr702的熔点高,导热系数相对较小,因此熔池容易过热。
(3)Zr702的热膨胀系数低,仅为碳钢的一半,因此焊接变形小。
(4)Zr702的导热系数中等,为碳钢的一半,焊接时应注意层间温度。
(5)Zr702的密度低,焊缝容易成型且美观,表面张力相对较大,焊缝表面光滑,单面焊双面成型性能也好。
1.3 锆材的化学性质
锆是高活性金属,纯锆熔点高达1852℃,因此锆材焊接需要采用大能量热源。锆在高温下化学活性很大,极易与空气中的氧、氢、氮发生反应,使其机械性能与耐蚀性能急剧降低。当被加热到焊接温度时,锆极易熔解其表面氧化物。锆与氧在200℃开始发生反应,与氢在300℃开始发生反应,与氮在400℃开始发生反应。锆对杂质的存在十分敏感,微量的杂质 (如氧、氢、氮、碳等)就可导致脆化,直接影响到它的塑性、韧性。
2 锆材Zr702焊接工艺评定
2.1 Zr702焊接特点
锆材Zr702焊接性良好,可用不同的焊接方法进行焊接。Zr702的导热性差,在焊接高温作用下往往会导致焊接组织粗大、热影响区增宽、接头塑性下降;Zr702热膨胀系数小,焊接变形小;Zr702弹性模量小,焊接残余应力小。Zr702的高温强度大,塑性好,结晶温度区间小,在晶界上形成的低熔点共晶物少,所以热裂纹倾向很小;Zr702的流动性好,因此比较容易获得优质的焊接接头。Zr702的焊接工艺接近于钛,而焊接过程中保护要求要高于钛,焊接措施要严于钛[2]。
2.2 焊接方法和焊材的选择
根据现场施工的条件,Zr702对接焊缝采用手工钨极氩弧焊。焊材选择主要考虑 “等成分原则”,以满足耐腐蚀要求。焊丝选用ERZR2,AWS A5.24对锆材焊丝的主要化学成分要求见表3。

表3 焊丝ERZR2化学成分
2.3 焊接工艺评定标准和工艺评定项目的确定
由于当时国内没有现成的锆材焊接工艺评定标准,所以根据与设计方、业主的合同要求,按ASME锅炉压力容器规范第Ⅸ卷进行焊接工艺评定。根据工程中锆材的厚度确定工艺评定项目及试验要求、取样数量。有关焊接工艺评定详见表4。
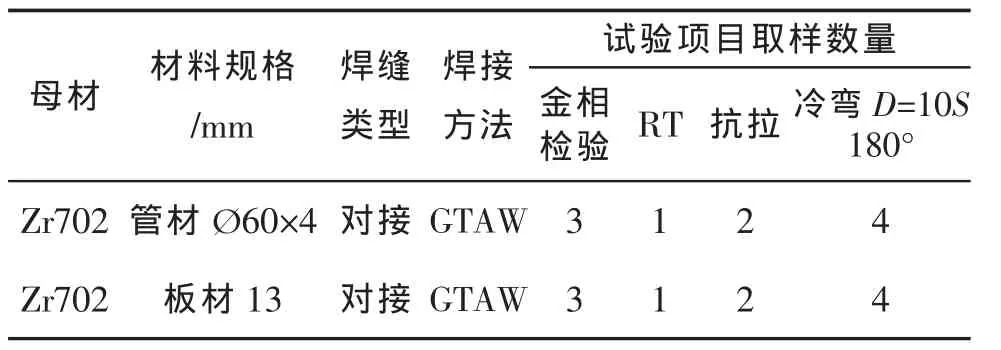
表4 与Zr702相关的工艺评定项目及试验要求
2.4 对接焊接工艺评定
管子工艺评定焊接坡口如图1所示,板材工艺评定焊接坡口如图2所示。
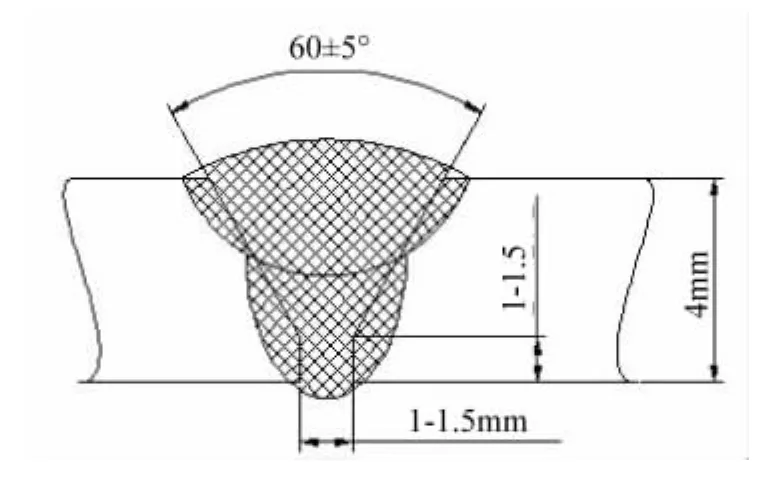
图1 管子工艺评定焊接坡口
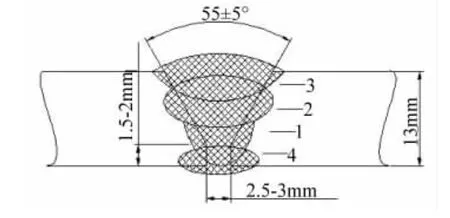
图2 板材工艺评定焊接坡口
管子工艺评定焊接工艺参数、板材工艺评定焊接工艺参数分别如表5、表6所示。
评定结果如下:外观检查无裂纹、未焊透、未熔合等缺陷;无损检测、力学性能、弯曲试验均合格。

表5 管子工艺评定焊接工艺参数
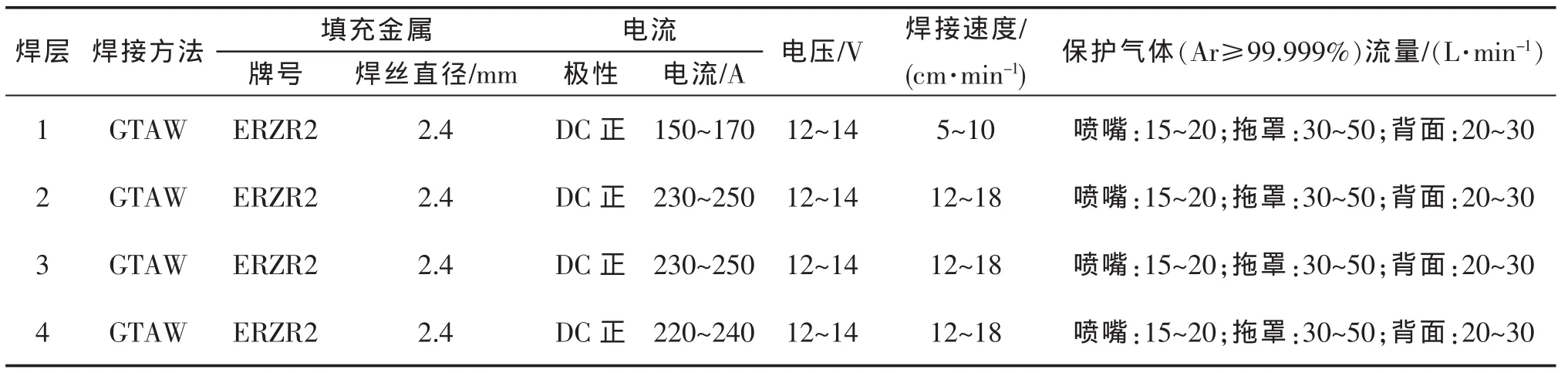
表6 板材工艺评定焊接工艺参数
3 合格焊工培训考核
焊工要按照“国家质检总局” 《锅炉压力容器压力管道焊工考试与管理规则》的要求考试合格且项目在有效期内。公司锆材焊工2006年在合肥通用所进行了Zr702焊接的培训,并按 《锅炉压力容器压力管道焊工考试与管理规则》进行考试,取得该项目锅炉压力容器压力管道焊工资质。后又进行换证培训考试。
在上岗施焊前还要进行培训及技能测试,以确保锆材的焊接质量。在锆材正式安装施焊前,由监理对焊接机具、材料、设备及场地等进行检查。此外,还对4名焊工逐一进行固定位置试样的考试,焊件经外表检测和探伤合格后,方准许正式焊接。
4 安装过程中焊接质量控制要点
4.1 锆材焊接要求
焊前对锆管道材料和焊丝表面进行机械清理和化学清洗,放置时间超过4 h,应使用溶剂对坡口及其两侧50 mm范围内再清洗一遍,焊丝也要清理。
保护拖罩应根据接头形式确定,尽可能与焊件表面贴合严密,防止空气漏入保护失效。管内充氩气保护,两端采用硬质海绵塞,确保不漏气,表面间隙采用耐高温胶布辅助封闭措施,应达到良好的背面保护,以提高保护效果。
为防止有害气体对焊接区域的侵入,对于温度高于200℃的热态焊件,必须采取有效的高纯度氩气 (99.999%)保护,并注意焊接用具、人员的衣着和工具干净无尘。
三路保护气体 (焊炬、拖罩、背面保护)应独立供气,到达均匀,无紊流和互相干扰。检查输气管路,应无泄漏、无残留水分。输气软管应采用塑料管、尼龙管,禁止使用橡胶管等易吸湿材料管道。
为保证保护有效,焊接前三路保护气体应提前送气,焊接停止后应继续送气,直到焊接区域冷却到200℃以下。
为达到有效保护,焊接时一般不做横向摆动。焊接规范(电流、电压、保护气流量、焊接速度等)根据焊接作业指导书的具体数据执行,焊接作业指导书依据焊接工艺评定及现场施焊条件进行制定。
焊接过程中,焊丝加热端必须始终处于氩气保护区内。焊丝一旦离开氩气保护发生变色,应将变色部分剪去。
当焊缝表面及热影响区发现有不可接受的变色时,应立即停止焊接,查明原因,采取措施,并验证措施确实有效后方可继续焊接。轻微的表面变色可用不锈钢丝刷清除,变色严重的焊接区,必须铲除干净,修复后方可继续焊接。
4.2 组对点焊的要点
管子、管件组对在不锈钢组对架上进行,组对时不得用铁锤 (可用木锤或铜锤)敲打,不允许强力组装。
坡口两侧各25 mm范围内,焊件表面采用合金刮刀或不锈钢丝刷去除氧化膜。坡口内外侧50 mm范围内采用丙酮或纯酒精等不含氯的溶剂除去油脂、水分、灰尘等杂物。吸入溶剂的物料不得使用毛巾、棉纱,应用干燥的海绵或绸布。焊接材料(焊丝)用同样的方法进行清洗。
定位焊必须采用与正式焊接同样的焊接材料及工艺,焊缝的厚度不得超过管子壁厚的2/3,长度为10 mm左右。定位焊缝不得有裂纹、气孔、未焊透、氧化变色等缺陷。如有缺陷,应清除重焊。
4.3 焊接检查、记录及返修控制要点
焊接过程中施工员、质量员在场监督焊接工艺执行情况,并记录焊接的各类数据,焊接中发现表面缺陷 (夹渣、气孔、裂纹、咬边、未熔合、变色等)应及时处理。
锆材焊缝外观检查除不得有常规焊接缺陷外,还可通过检查焊缝表面及热影响区的颜色来判断氩气的保护效果和表面是否被氧化,如表7所示。
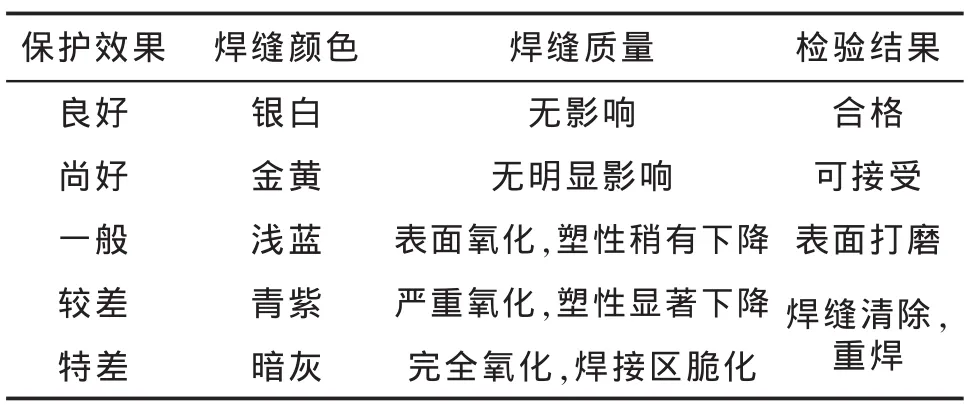
表7 以焊缝表面及热影响区的颜色来判断氩气的保护效果
每个焊口焊接完成经检验合格后,应在管道单线图上标注施焊焊工姓名或焊工钢印号。
焊缝无损检测及合格标准按设计技术文件的要求。焊缝如果存在不能允许的缺陷,必须进行返修;缺陷应采用机械方法去除,并经检查确认缺陷已全部消除后,方可补焊;焊缝返修时,焊前清理、焊接工艺、焊接检验应按原要求进行。
焊缝同一部位的返修不得超过两次,两次返修仍不合格,应切除重焊。
5 结论
通过对Zr702焊接工艺评定试验和工艺研究,制订了合理的施工工艺方案,使整个工程中锆材焊接质量达到较高水平,焊缝一次合格率达到99.8%。这次工程可以得出如下结论:
(1)在安装现场采用钨极氩弧焊焊接锆材是可行的。
(2)锆材焊接关键是防污染工作。要严格进行焊前清洁工作,加强施焊过程和焊后的保护,以防止接头耐腐蚀性能下降。
(3)只要采用合理的焊接工艺,严格控制施工中各个环节,安装现场的锆材焊接就能够获得优质焊缝。
(4)按经评定合格的焊接工艺施焊,焊接接头符合设计要求。该50万t/a醋酸装置运行正常,说明经评定合格的该焊接工艺是合理可行的。
[1] 葛新生,张海波,崔军,等.锆循环冷却器的研制 [J].压力容器,2008,25(2):28-32.
[2] 中国机械工程学会焊接学会.焊接手册——材料的焊接[M].北京:机械工业出版社,2009.