数控重型曲轴铣车复合加工机床主轴箱、车削刀架设计*
2014-04-06王顺江
王 虹 王顺江
(齐重数控装备股份有限公司研发中心,黑龙江 齐齐哈尔 161005)
1 主轴箱
主轴箱作为数控重型曲轴铣车复合机床提供动力的主要功能部件,其动态特性要好、运转平稳、无振动;在加工曲轴所起到的作用是,首先加工主轴颈,主轴箱要提供带动曲轴旋转运动功能;其二,圆周多个曲拐颈角度不同,加工曲拐颈主轴箱要有C 轴分度功能;其三,由于曲轴工件上百吨,而且曲拐旋转起来离心力很大,用原始机械配重空间体积太大,结构不允许,因此开发了用大功率双电动机偏载自动平衡的第三条传动链新技术;从图1 主轴箱示意图看,主轴箱为一封闭的箱体,内部由筋板联结。主轴支承在高精度滚动轴承上,主轴系统具有很高的刚性。主轴箱有3 条传动链,第一条链为主传动链由直流电动机拖动,型号为Z4-315 -11,功率160 kW、安装型式为B5,机械调速二级,总调速比为1∶150,使主轴获得每分钟0.5~75 转速范围;调速系统为西门子6RA70,611D 数字驱动,主轴二级机械变速由电磁滑阀一油缸实现。主电动机经弹性联轴节与主轴箱的Ⅰ轴相联,通过传动轴齿轮驱动主轴,传动轴支承在滚动轴承上。所有齿轮均采用磨齿工艺加工。主轴顶尖直径为φ250 mm 法兰式短锥柄顶尖,用螺钉和过盈的锥面配合紧固在主轴前端,法兰端面与主轴前端面紧密压靠,从而保证顶尖具有很高的刚性。

图1 主轴箱示意图
第二条链为C 轴链,由1FT6134-6AC71 1AG1,M=65 N·m拖动,经过蜗轮蜗杆降速连接主传动Ⅰ轴,使主轴获得每分钟0.001~0.5 转速范围;在大齿圈加阻尼、加夹紧,分度精度为±0.002°,用于加工曲拐轴颈时分度。
第三条链为补偿工件转动时的不平衡链,其作用是曲轴的不平衡通过平衡电动机反向作用于主电动机进行补偿(利用主从电动机在不同象限内补偿由于偏载引起的不平衡量),平衡电机型号为Z4-280 -11,功率90 kW,安装型式为B35,3 台电动机安装见图2。
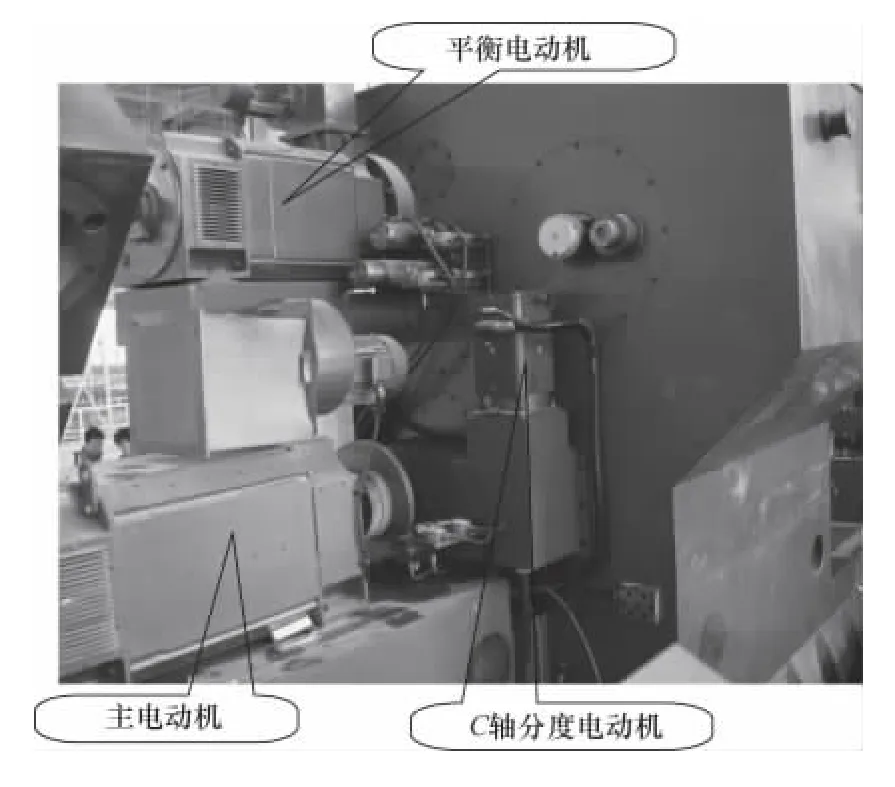
图2 主轴箱3 台电动机安装外观图
上述3 条链结合脱开均由电磁阀—油缸实现,变速到位后由主轴箱后面行程开关发信号。
卡盘(图3)与其它机床卡盘相同,与主轴一起回转,4 个卡爪通过4 个MSP200 ×10 增力丝杆驱动卡紧;但不同的是卡紧力虽大,卡爪刚性很弱。从图3 中可看出,卡180 t 工件卡爪最小截面只有13 mm×160 mm,卡爪为弹性卡爪。
要强调的是卡盘必须有卡紧装置(此卡盘带有卡紧环),因旋风刀架加工曲拐颈时远离主轴中心,产生一定的扭矩。

图3 卡盘结构图
2 车削刀架
车削刀架用于加工曲轴主轴颈,刀具需采用弹性宽刀加工技术,(因精加工粗糙度需达到Ra0.4 μm 以内,其它车床是不具备这个能力的,)具有自动拉刀、自动锁紧功能;刀具要伸进最大回转拐颈处,加工主轴颈,悬伸长,这就需要刀板有足够的刚度和减振性能。
车削刀架由大拖板、中拖板,滑板组成,见图4。大拖板、中拖板的移动导轨均为闭式恒流静压导轨,平均单边油膜厚度为0.03 mm。静压系统供油为“单腔——单泵”形式,由3 台VOGEL 多头油泵供油,两层拖板均由西门子交流伺服电动机驱动,两轴联动,全闭环控制,中拖板横向(X 轴)移动为滚珠丝杠;大拖板纵向(Z 轴)移动采用静压蜗杆—蜗母条,传动刚度高,传动平稳,传动效率高,静压蜗杆—蜗母条平均单边油膜厚度为0.05 mm。横向导轨带有金属可伸缩防护罩,用于防止切屑和脏物,同时附加带有滑板加工轴颈时的冷却液防护装置。

图4 车削车架
滑板3 专门为曲轴加工设计见图5,在滑板3 上设计了减震孔2,在滑板3 顶部安装了特殊弹性材料制成的阻尼减振板4,用以吸收切削时的振动能量,减振效果良好,切削平稳,有效保证了切削精度和粗糙度,这就是大型柴油机曲轴轴颈加工的特殊要求。滑板3 由西门子交流伺服机通过减速器、滚珠丝杠驱动,行程700 mm。滑板3 前端带有连接刀具的接纳器7,刀具通过两个拉杆6 和刀具放松油缸5,实现碟簧夹紧、液压放松。刀具夹紧力60 kN,滑板3 行程到位后由4 个ZSF10000 滑板卡紧油缸1 夹紧。滑板3 顶面装有阻尼减振板4,以提高工件的加工精度。

图5 滑板结构图
3 结语
本文对高精度数控重型旋风切削加工机床各部件功能介绍和分析归纳为:
(1)对主轴箱研究了C 轴定位误差补偿方法和双电机偏载自动平衡新技术,保证主轴的分度精度,其动态特性好,无振动,是曲轴成型加工的特殊要求。
(2)有自动拉刀、自动锁紧、减震功能的滑板式车削刀架能满足大型柴油机曲轴轴颈加工的特殊需求。
[1]现代实用机床设计手册编委会编.现代实用机床设计手册:上下册[M].北京:机械工业出版社,2006.
[2]西北工业大学机械原理及机械零件教研室编.机械设计[M].7 版.北京:高等教育出版社,2001.
