AlSiC复合材料磨削加工研究进展(下)①
2014-03-24曹根张凤林刘鹏牛亮欧阳承达
曹根,张凤林,刘鹏,牛亮,欧阳承达
(广东工业大学机电工程学院,广州510006)
AlSiC复合材料磨削加工研究进展(下)①
曹根,张凤林,刘鹏,牛亮,欧阳承达
(广东工业大学机电工程学院,广州510006)
AlSiC复合材料拥有比铝合金更高的比强度和比模量、耐高温、耐磨损、高导热率、可调节热系数等优点,在航空航天、汽车、电子、军工等领域有重要应用。由于SiC增强相的高硬度和铝基体的高塑性,使得该类材料在切削加工、磨削加工及非传统加工的方面可加工性较差。为了获得高的表面质量和精度,磨削加工是必不可少的一种加工方式,文章针对AlSiC复合材料的磨削加工研究现状进行综述,重点对磨削加工中材料表面完整性、磨削砂轮的磨损形式和磨削加工工艺等方面进行总结和分析。
AlSiC复合材料;表面完整性;金刚石砂轮;磨损;磨削工艺
3.2 高体积分数AlSiC复合材料磨削砂轮的磨损
国内外对于高体积分数的AlSiC复合材料磨削加工研究较少,国内最近几年始有学者[31-32]开始研究高积分数AlSiC复合材料的磨削机理,但在磨削实验研究过程中对砂轮磨损形式没有涉及。高体积分数的复合材料由于增强相SiC颗粒的加入,磨削加工过程中会对磨粒产生冲击和摩擦,使磨粒磨损严重和部分磨粒脱落,加速砂轮磨损失效[18](如图3)。
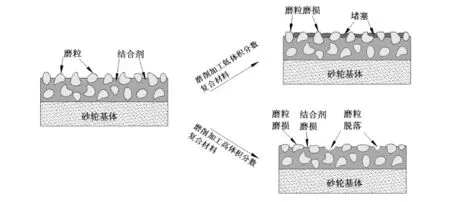
图3 砂轮磨损失效形式示意图Fig.3 Schematic illustration of wear on grinding wheel
国内外研究所使用的砂轮主要为传统的陶瓷砂轮、树脂砂轮、电镀砂轮,这些砂轮的出刃高度、磨粒耐磨性、结合剂强度、导热性等方面都存在不足,在磨削加工AlSiC复合材料的过程中容易出现砂轮堵塞、磨粒磨损、脱落、结合剂磨损、开裂起皮、急剧温升等问题[27-28],进而影响工件的表面质量和加工效率。因此有必要针对各种SiC体积分数的AlSiC复合材料研制相应的超硬磨料砂轮,以提高加工效率和加工质量。
4 磨削工艺
磨削工艺参数是砂轮发挥磨削性能的重要保证,围绕参数与评价指标,国内外学者在AlSiC复合材料的磨削加工上做了大量的实验研究和理论研究。Dillio通过磨削体积分数为20%的AlSiC复合材料,研究了磨削力、工件表面粗糙度与磨削深度、工件进给速度的关系。得到如下结论:法向、切向磨削力随工件进给速度、磨削深度的增大而增大;工件表面粗糙度随工件进给速度、磨削深度的增大而增大(如图4、图5)[16]。
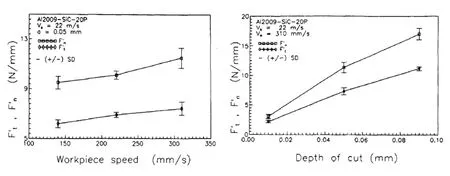
图4 磨削力与磨削工艺参数的关系[16]Fig.4 Relationship between the grinding force and grinding parameters[16]
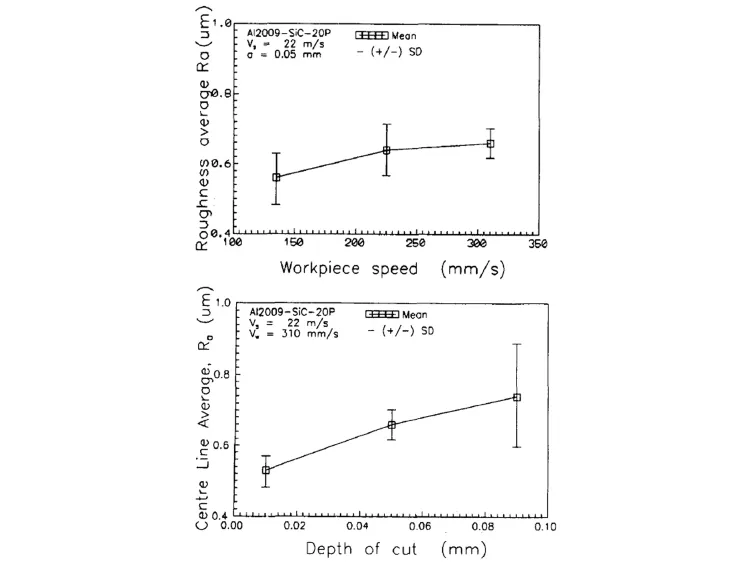
图5 工件表面粗糙度与磨削工艺参数的关系[16]Fig.5 Relationship between the workpiece surface roughness and grinding parameters[16]
匡仁军[34]采用电镀金刚石砂轮磨削加工体积分数为45%的AlSiC复合材料,发现磨削力随进给速度和磨削深度的增大而增大,随砂轮线速度的增加而减小。周志勇、李德溥[19]、赵德良[29]、Kwak[30]等也通过实验研究发现了同样的规律。
张春阳[31]采用树脂结合剂金刚石砂轮磨削加工体积分数为54%~58%的AlSiC复合材料,通过测量不同磨削参数下磨削温度的大小,发现磨削温度随磨削深度、工件进给速度的增大而逐渐升高。
国内外对AlSiC复合材料磨削工艺参数的研究,主要为实验研究和沿用传统磨削模型的理论研究。对于实验研究,存在磨削温度测试不准确、工件表面质量表征方式不够全面等问题;对于理论研究,缺乏针对磨削加工对象即不同SiC体积分数的AlSiC复合材料的磨削加工理论模型,复合材料对纯金属基体材料或金属难加工材料而言,由于自身组分复杂,在建立模型时既要考虑内部各材料组成情况,还要考虑不同组成材料间界面的性质,因此,研究还有待深入。
5 总结
对于AlSiC复合材料的磨削加工,虽然国内外进行了较多的实验研究,但现阶段需要进一步进行的研究包括:一方面需要从AlSiC复合材料SiC颗粒的体积分数、分布情况、颗粒尺寸、铝合金基体的性质、界面性质等方面为磨削加工的被加工材料建立物理模型,并进一步完善AlSiC复合材料的磨削力、磨削温度、材料去除机理研究;另一方面是要有针对性的进行磨具设计研究,应针对不同SiC体积分数的AlSiC复合材料,设计、制造高锋利度、长寿命的新型超硬磨料砂轮。
[10] 徐可伟,等.颗粒增强铝基复合材料的振动切削研究[J].航天工艺,2001,(3):1-6.
[11] 许幸新,刘传绍,赵波.超声振动钻削SiC颗粒增强铝基复合材料时的切削力研究[J].工具技术,2007,41(1):49-52.
[12] 邓朝晖,万林林,张荣辉.难加工材料高效精密磨削技术研究进展[J].中国机械工程,2008,19(24):3018-3023.
[13] R.L.Deuis,C.Subramanian,J.M.Yellup.Dry sliding wear of aluminum compositereview[J].Composites Science and Technology,1997,57(4):415.
[14] I.M.Hutchings.Ductile-brittle transitions and wear maps for the erosion and abrasion of brittlematerials[J].In:Edward Arnold,Tribology,London,1992:77.
[15] 崔葵馨,常兴华,李希鹏,莫俳,王旭,金胜明.高体积分数铝碳化硅复合材料研究进展[J].材料导报,2012,26(20):401-405.
[16] A.Dillio,A.Paoletti et al.An experimental study on grinding of Silicon Carbide reinforced Aluminum Alloys[J].International Journal of Tools Manufacture,1996,36(6):673-685.
[17] A.Pramanik,L.C.Zhang,J.A.Arsecularatne.Deformation mechanisms of MMCs under indentation[J].Composites Science and Technology,2008,68(6):1304-1312.
[18] 李德溥.SiC颗粒增强铝基复合材料磨削中砂轮磨损与加工质量研究[J].金刚石与磨料磨具工程,2009.6(3):77-80.
[19] 李德溥,李志奎.颗粒增强铝基复合材料磨削加工表面质量与磨削力研究[J].现代制造工程,2009(9):93-95.
[20] 李德溥.颗粒增强铝基复合材料磨削加工研究[J].哈尔滨商业大学学报,2011,27(2):248-251.
[21] T.W.Clyne,P.J.Withers(著).余永宁,房志刚(译).金属基复合材料导论[M].北京:冶金工业出版社,1996.
[22] 许富民.梯度分布的SiC颗粒增强铝基复合材料的制备,组织和力学行为[D].大连理工大学博士学位论文,2003,7.
[23] Z.W.Zhong.Grindingofalumina/aluminum composites[J]. Journalof MaterialsProcessing Technology,2002,(123):13-17.
[24] Z.W.Zhong.Grinding of aluminum-based metal matrix compositesreinforced with Al2O3or SiCparticles[J].Int J Adv-Manuf Technol,2003,(21):79-83.
[25] A.Dillio,A.Paolettietal.A comparison between conventional abrasives andsuperabrasives in grindingof SiC/aluminum composites[J].International Journal of Machine Tools and Manufacture,2000,40:173-184.
[26] B.Anand Ronald,L.Vijayaraghavan,R.Krishnamurthy. Studies on the influenceof grinding wheel bond material on the grindability of metal matrix composites[J].Materials and Design,2009,30(3):679-686.
[27] 周志勇.SiCp增强铝基复合材料的铣磨加工实验研究[D].哈尔滨工业大学硕士学位论文,2009,6.
[28] 李英杰.SiC颗粒增强铝基复合材料精密磨削技术的研究[D].哈尔滨工业大学硕士学位论文,2008,6.
[29] 赵德良,张高峰,李谟旺.SiCp/Al复合材料铣削加工工艺参数的优化实验研究[J].制造材料,2012,50(576):75-77.
[30] J.S.Kwak,Y.S.Kim.Mechanical properties and grinding performance onaluminum-based metal matrix composites[J]. Journal of Materials Processing Technology,2008,201(1-3): 596-600.
[31] 张春阳.SiCp/Al复合材料磨削温度场的研究[D].沈阳理工大学硕士学位论文,2012,3.
[32] 王福松.SiCp/Al复合材料磨削机理的研究[D].沈阳理工大学硕士学位论文,2012,3.
[33] G.Werner.Influenceofwork material ongrindingforces[J].Annals of the CIRP,1978,27(1):243-248.
[34] 匡仁军.铝复合材料SiCp/Al窄槽磨削技术研究[D].哈尔滨工业大学硕士学位论文,2006, 6.
Advance of study on grinding of AlSiC composite materials
CAO Gen,ZHANG Feng-lin,LIU Peng,NIU Liang,OUYANG Cheng-da
(School of Mechanical and Electronic Engineering,Guangdong University of Technology,Guangzhou 510006,China)
In comparison with aluminum alloy,AlSiC composite materials have higher specific strength,specific modulus,high-temperature resistance,wear resistance,high thermal conductivity and tunable thermal expansion coefficient,and were widely used in the aerospace,automotive,electronics and military fields etc.Due to the higher hardness of SiC reinforcement and the higher ductility of aluminum matrix phase,machining of AlSiC composite materials was a tough work.In this paper,the advance of research on grinding of AlSiC composites materials was reviewed.The surface integrity of the ground AlSiC composite materials,the wear of grinding wheels and the grinding process were summarized and analyzed.
AlSiC matrix composites;surface integrity;diamond grinding wheel;wear; grinding process
TQ164
A
1673-1433(2014)01-0032-05
2014-02-25
曹根(1989-),广东工业大学机电学院,硕士研究生,主要从事金刚石工具制造及AlSiC复合材料磨削加工机理研究。
国家自然科学基金项目(51275096),广东省高等学校科技创新项目(2012KJCX0047)
张凤林,1972年9月出生,广东工业大学机电学院,教授,主要从事超硬材料工具制造及硬脆材料加工机理研究。E-mail:zhangfl @gdut.edu.cn
