基于Solid Works仿真模拟基础上的深孔钻头结构设计研究(上)①
2014-03-24潘晓毅谢德龙林峰罗文来王帅
潘晓毅,谢德龙,林峰,罗文来,王帅
(1.广西超硬材料重点实验室,广西桂林541004;2.国家特种矿物材料工程技术研究中心,广西桂林541004; 3.中国有色桂林矿产地质研究院有限公司,广西桂林541004;4.桂林理工大学材料科学与工程学院,广西桂林541004)
基于Solid Works仿真模拟基础上的深孔钻头结构设计研究(上)①
潘晓毅1,2,3,谢德龙1,2,3,林峰1,2,3,罗文来1,3,王帅4
(1.广西超硬材料重点实验室,广西桂林541004;2.国家特种矿物材料工程技术研究中心,广西桂林541004; 3.中国有色桂林矿产地质研究院有限公司,广西桂林541004;4.桂林理工大学材料科学与工程学院,广西桂林541004)
根据激光焊接工艺的独特性,利用SolidWorks对深孔钻头钻齿结构进行初始建模,并根据Solid-Works自带的nSimulation Xpress仿真模块加载失效模拟的应力分布情况分析结果进行结构设计优化,令其能在既定工况负载下保证不发生断齿失效的同时最大化的提升所设计深孔钻头的理论使用寿命。通过加载实验及力学推算完成了模拟优化结果的验证,证明了计算机模拟优化辅助设计在钻头设计中的可行性。进一步通过Solid Works的nSimulation Xpress仿真模块完成对钻头的胎体结构优化设计。
金刚石钻头;激光焊接;力学性能;SolidWorks;结构设计;钻头胎体
0 前言
对于深孔钻头而言,尽可能地提高使用寿命、减少起下钻次数是重要的研究方向,通过提升钻头胎体可用工作长度来增加钻头使用寿命是目前最有效的方法。但是由于胎体-钢体间结合强度、胎体烧结致密度、胎体强度等方面的限制,传统工艺下的胎体工作高度提升范围有限[1]。借助激光焊接,配合以胎体工艺调整(如配方改良、钻齿双向压制、低温烧结等),能有效提升工作胎体层高度、提升胎体烧结致密度、提升胎体-基体结合强度、降低烧结对金刚石的质量影响,是解决限制钻头胎体可用长度问题的可用思路之一。由于激光焊接工艺的独特性,需对深孔钻头胎体进行结构匹配设计才能更好的发挥其作用[2][3][4]。
本文通过采用模拟软件对胎体结构进行研究分析,力求获取工艺匹配性、安全钻进性更优异的钻头结构设计,并希望对计算机模拟在避免钻头提前失效的设计研究方面有所启示。
1 齿内结构设计
1.1 初始结构设计及分析
在激光焊接中,不同的焊接材料熔化区间存在着一定的差异。如果将WC、Cu等元素为主要成分的工作层胎体通过激光焊接直接焊在钢体上的话,将很难保证焊接接头强度。因此,需要在钻齿中设计与基体熔化性能相近的焊接层,以确保焊接层与钢基体结合强度,避免焊材熔化区间差异范围过大。根据超硬材料工具设计经验[2],相对于常规中频钻头而言,激光焊接钻头不需要较厚的焊接层即可达到胎体与基体的高强度连接。焊接层厚度一般设计为1~3mm。

图1 激光焊接钻齿初始设计结构图Fig.1 The initial designed structure chart of drill bit teeth by laser welding
根据粉末冶金原理,分层粉末块体中层与层之间需要具有一定的相似相容性以及相近的热膨胀系数才能保证其烧结性能。因此,工作胎体层与焊接层之间需要设置与两者差异性较小的过渡结合层(以下简称过渡层)方能保障体系的整体强度。钻齿中,过渡层不具备钻进能力,主要用来保障工作层与焊接层的结合强度,并防止它们相互渗透,厚度要求较低。过渡层的厚度一般设置在1~2.5mm之间。根据超硬材料工具设计经验[2],在同等高度的钻齿中,压缩过渡层、结合层(焊接层)的设计厚度有利于提升钻齿的可钻进高度,进而延长钻头有效工作寿命。
综上,激光焊接式钻头钻齿的初始设计结构如图1所示。
如前所述,以16mm高激光钻头的钻齿为例,可明显发现:在焊接层设计高度为1~3mm、过渡层设计高度为1~2.5mm时,初始设计结构下的工作层高度可以达到10.5~14mm。在钻进效率、单位时间消耗量一致的前提下和同等高度常规中频钻齿(齿高16mm,工作高度约6~8mm)相比较,理论上可钻进寿命预估延长近1倍以上。可见该激光钻头的初始设计结构有益于深孔钻头寿命的提升。
1.2 计算机模拟分析及优化
初始条件设置:钻齿中以WC-Cu基配方定义为F1#,将其与75%的金刚石混合作为工作层(FD1 #),以目前应用成熟的预合金粉NEXT300(物理参数见表1)作为焊接层配方,以F1#与NEXT300按一定混合比例混合的FN1#作为过渡层配方。

表1 NEXT300预合金粉物理参数Tab.1 Physical parameters of the NEXT300 pre-alloyed powders
以Φ36.5/Φ21.5尺寸、5齿独立的钻头形貌按前一小节的钻齿设计结构通过Solid Works软件进行建模,钻头模型及唇面如图2所示。钻头模型中,由上至下依次为:10.5mm高的FD1#工作层,2.5mm高的FN1#过渡层,3mm高的NEXT300焊接层, 85mm高的45#钢材基体。

图2 Φ36.5/Φ21.5激光钻头建模图Fig.2 The modeling diagram ofΦ36.5/Φ21.5 laser welding drill bit
将F1#、FD1#、FN1#、NEXT300压制成试样,在870℃、25MPa的条件下进行烧结,获得烧结样进行相关力学测试,将测试结果作为理论设计参考依据。其相应物理及机械性能如表2所示,其中抗弯强度大小依次为:NEXT300>FN1#>F1#>FD1#。

表2 烧结试样物理及机械性能Tab.2 The physical and mechanical properties of sintering samples
钻头在实际钻进过程中主要受到钻齿顶端的挤压力,磨削岩石所反馈回来的、与钻进时运转方向相反的切向压力,及转动过程中孔壁对钻齿的轴向侧压力等几种力的影响。现通过Solid Works软件对最易造成钻头断齿提前失效的切向力及垂直轴向力进行加载模拟失效分析。
(1)切向载荷模拟
通过Solid Works软件中的nSimulation Xpress仿真模拟模块对已建好的Φ36.5/Φ21.5钻头模型进行计算机力学模拟分析。运行nSimulation Xpress仿真模块,设定钢体为受夹持固定部分,根据实际工况预设钻齿顶端受到沿钻头运转方向相反的5k N切向力,钻齿屈服强度预设为500MPa,运行加载模拟,输出加载模拟应力分布结果如图3所示。
如图3,模拟结果应力分布情况按颜色进行分布,对应应力值如图右方的色标所示。由应力分布图可发现,当钻齿受到切向力加载时,会产生弯曲内应力,钻头最大应力分布区域为钻齿底层边沿及与钢体连接部分(图3中红圈部分),在5k N的切向载荷作用下,最大应力值达到了552.1MPa,齿内其余应力基本小于414.1MPa(色标中黄色部分)。

图3 Φ36.5/Φ21.5钻头切向载荷5k N模拟结果Fig3 The 5k N simulation result of lateral load onΦ36.5/Φ21.5 drill bit
若要保证在5k N切向载荷下钻头不发生提前失效(断齿、撕裂等),需钻齿最底部焊接层-接头-钢体上端这一体系结构抗弯强度高于552.1MPa,且齿内其余部位抗弯强度高于414.1MPa。结合表2数据可知, NEXT300焊接层抗弯强度可达1824.5MPa,远超该载荷下的安全数值,齿内其余部分(FD1#、FN1#)抗弯强度也均大于414.1MPa,则只要保证接头强度及钢体强度超过552.1MPa即可保证该结构钻齿在5k N的切向载荷作用下的安全钻进。在实际情形下,激光焊接接头强度、钢体强度均远大于552.1MPa。所以就模拟情形而言,在5k N的切向载荷下初始结构下的钻头基本不会发生提前失效。
(2)垂直轴向载荷模拟
按同样的方式通过nSimulation Xpress仿真模块进行Φ36.5/21.5钻头受垂直轴向5k N载荷的模拟,输出模拟结果如图4所示。由图分析可知,在钻齿受到垂直轴向力时,最大弯曲应力分布在内径处钢体上端面同钻齿的相互挤压部位,虽然最大应力值达到了1988.4MPa,但是钢材同NEXT300层的耐压缩性能极高,其对钻齿整体影响不大。而对受垂直轴向力最易发生弯曲断裂的外径曲面的应力结果分析可以发现,此时钢体端面以上2~3mm间所产生的应力最大,达到约646.1~807.7MPa。
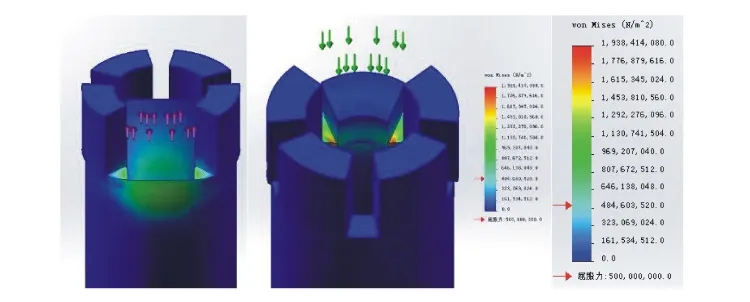
图4 Φ36.5/Φ21.5钻头5KN垂直轴向力模拟结果Fig.4 The 5KN simulation result of vertical axial load onΦ36.5/Φ21.5 drill bit
结合表2数据分析可以发现,钻齿中能承受最大807.7MPa应力的只有FN1#过渡层及NEXT300焊接层,若该应力出现在FD1#层,钻齿将会发生提前断裂事故。
虽然压缩非工作层的厚度可以提升固定高度钻齿内的工作层厚度,进而提升钻头使用寿命,但是由垂直轴向模拟加载结果可以发现,当过渡层FN1#与焊接层NEXT300的总高度低于3mm时将无法保障钻头在5k N垂直轴向载荷出现时正常的运转。由此可见,过度的对非工作层进行压缩会引发钻进安全隐患。
综合以上,为求在钻头保证安全钻进的基础上获取最大的使用寿命,16mm钻齿的齿内结构设计可优化为:NEXT300焊接层2mm,FN1#过渡层1.5mm,FD1#工作层12.5mm。假设钻进效率与损耗相近,同常规中频钻头(齿高16mm工作高度约6~8mm)对比可以发现,优化后钻头理论工作寿命提升量可在56.25%~108%之间。
[1] 吕智,刘志环,等.深部找矿金刚石钻进工具发展现状及趋势[J].超硬材料工程,2013,25(4):39-44.
[2] 吕智,等.超硬材料工具设计与制造[M].北京:冶金工业出版社,2010.
[3] G.Weher.Laser welding of diamond tools[J].Industrial Diamond Review.1991,3:126-128.
[4] 雷玉成,等.焊接成形技术[M].北京:机械工业出版社,2004.
[5] 单辉祖,等.材料力学(I)[M].北京:高等教育出版社, 2004.8.
Research on Structure Design of Deep Hole Drill Based on the SolidWorks Simulation
PAN Xiao-yi1,2,3,XIE De-long1,2,3,LIN Feng1,2,3,LUO Wenlai1,3,WANG Shuai4
(1.Guangxi Key Laboratory of Superhard Materials,Guilin,China541004; 2.National Engineering Research Center for Special Mineral Materials,Guilin,China541004; 3.China Nonferrous Metal(Guilin)Geology and Mining Co.,Ltd.,Guilin,China541004; 4.College of Materials Science and Engineering,Guilin University of Technology,Guilin,China541004)
Based on the uniqueness of laser welding,the drill bit structure of deep hole drill has been initially modeled by Solidworks.Meanwhile,the structure design of deep hole drill has been optimized according to the analysis result of the stress distribution simulated by the nSimulationXpress Simulation Module Loading Failure System which comes with SolidWorks.Therefore,the theoretic service life of the deep hole drill has been extremely increased under the conditions that drill bit works normally under the given load without any damage or failure.The simulated optimization result has been tested through loading experiment and mechanical calculation,thus the feasibility of computer aided simulation optimization design in drill bit designing has been proved.The matrix structure optimization design will be also conducted through the nSimulation Xpress Simulation Module of the Solid Works.
diamond drill bit;laser welding;mechanical property;Solid Works;structure design; dirll bit matrix
TQ164
A
1673-1433(2014)06-0010-05
2015-01-08
潘晓毅(1988-),男,学士,助理工程师,四川大学材料科学与工程学院毕业,2012年起就职于中国有色桂林矿产地质研究院国家特种矿物材料工程技术研究中心,从事超硬材料及制品的研发工作。E-mail:joky_pan@126.com
科技部科研院所技术开发研究专项(项目编号:2013EG115007);广西自然科学基金面上项目(项目编号:2013GXNSFAA019320);广西科学研究与技术开发计划项目(项目编号:桂科攻1348008-3);中色集团科技开发项目(项目编号:2013KJJH11);桂林科学研究与技术开发计划项目(项目编号:20140104-4)。
