无损检测技术在铁路货车车钩、钩尾框上的应用
2014-03-23孟庆民
李 伟,孟庆民
(1 齐齐哈尔轨道交通装备有限责任公司 计量理化检测中心,黑龙江齐齐哈尔161002;2 齐齐哈尔轨道交通装备有限责任公司 大连研发中心,辽宁大连116052)
LI Wei1,MENG Qingmin2
(1 Metrology&Inspection Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Qiqihar 161002 Heilongjiang,China;2 Dalian Development Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Dalian 116052 Liaoning,China)
无损检测技术在铁路货车车钩、钩尾框上的应用
李 伟1,孟庆民2
(1 齐齐哈尔轨道交通装备有限责任公司 计量理化检测中心,黑龙江齐齐哈尔161002;2 齐齐哈尔轨道交通装备有限责任公司 大连研发中心,辽宁大连116052)
介绍了我国铁路货车车钩、钩尾框概况,无损检测技术在我国铁路货车车钩、钩尾框应用历程,以及国内外无损检测技术在车钩、钩尾框的应用情况,并对无损检测技术的应用提出了建议。
无损检测;货车;车钩;钩尾框
车钩、钩尾框是铁道车辆的关键部件,具有传递牵引力和冲击力的作用。随着我国铁路货车重载运输的不断发展,车辆间的纵向作用力不断增大,车钩、钩尾框裂纹、断裂故障日益增多,影响了列车运行安全和正常的行车组织,货车重载运输对车钩、钩尾框的可靠性提出了更高的要求。车钩、钩尾框在制造、维修过程中难免会出现裂纹等各种制造缺陷,需对其进行检测,因此检测技术是保证制造质量、检修质量的重要因素,是保障铁路运输安全的重要措施之一。
无损检测是利用声、光、热、电、磁和射线等与物质的相互作用,在不损伤被检物使用性能的情况下,探测材料、构件或设备的各种宏观的内部或表面缺陷,并判断其位置、大小、形状和种类的方法。在车钩和钩尾框生产、检修过程中应用无损检测技术手段,可以发现目视检查无法发现的内外部宏观缺陷,不需破坏试件就能完成检测过程,不仅可以对产品进行100%检验和逐件检验,为产品质量提供有效保证,而且在产品工艺试验过程中,通过对工艺试样进行无损检测,可以根据检测结果改进制造工艺,确定理想的制造工艺,另外,应用无损检测技术,定期对产品进行抽查可以有效地发现产品质量波动状况,对保证产品质量具有重要作用。
1 我国铁路货车车钩、钩尾框概况
我国既有铁路货车主要装用13系列车钩、钩尾框和16型、17型车钩及配套钩尾框,其中13系列包括13号、13A型、13B型。13系列车钩、钩尾框主要应用于60 t级货车,17型车钩、钩尾框主要应用于70 t级货车,17型车钩、钩尾框还与16型车钩、钩尾框配套使用于不摘解车钩进行翻车机卸货的大秦线、神华线等重载货车。
为解决铸造钩尾框疲劳裂纹问题,齐齐哈尔轨道交通装备有限责任公司会同有关单位采用大型锻造技术,于2005~2008年间设计研发了17型、16型、13B型锻造钩尾框,并在新造及检修铁路货车上推广使用。目前,我国新造和检修货车用的新品车钩、钩尾框是17型、13B型和16型,钩体、钩舌采用E级铸钢制造,钩尾框均采用E级锻钢制造。
2 无损检测技术在我国铁路货车车钩、钩尾框上的应用历程
目前,国内、外无损检测技术发展十分迅猛,无损检测领域不断扩大,在常规无损检测技术(射线、超声波、磁粉、渗透、涡流)日趋成熟的基础上,无损检测新技术,如工业CT、DR、超声波相控阵、TOFD、超声波B扫描、C扫描及漏磁检测等得到广泛应用,无损检测技术逐渐呈现数字化、图像化、自动化、网络化的特点,检测结果也更加可靠、直观。
伴随着我国无损检测技术的不断发展,铁路货车车钩、钩尾框所应用的无损检测技术也日趋先进、种类不断增多,为保证产品质量和运用安全提供了保障。截止目前为止,无损检测技术在我国车钩、钩尾框上的应用主要经历了3个阶段。
2.1 通用、干法磁粉探伤时期
建国以后,由于我国无损检测技术较为落后,再由于车钩、钩尾框表面形状复杂,我国新造铁路货车车钩、钩尾框没有进行探伤检查,随着检测技术发展由仅对钩舌、钩舌销和钩尾销进行干法探伤检测发展到对钩体、钩尾框的关键部位进行检测。
2.2 专用、湿法磁粉探伤时期
2002年原铁道部运输局装备部以运装货车〔2002〕241号下发了《关于公布〈铁道车辆货车车钩、钩尾框磁粉探伤技术条件〉(试行)的通知》,这是我国第一次针对铁路货车车钩、钩尾框磁粉探伤制定专用技术条件。该技术条件规定车钩、钩尾框探伤必须采用专用探伤设备,并对探伤工件进行整体复合磁化湿法连续法探伤检测,制定了新造、厂、段修车钩、钩尾框的检验规则,全面提高了车钩、钩尾框探伤质量和探伤技术水平。
2.3 多元化时期
随着我国铁路货车对钩缓系统安全可靠性提出更高的要求,在无损检测技术水平的发展和提高的基础上,铁路货车车钩、钩尾框采用了更多的无损检测技术。
锻造钩尾框作为我国重载铁路货车的关键技术,其连接板部位的焊缝采用超声波探伤检测技术,要求焊缝达到Ⅰ级焊缝要求。锻造钩尾框的全面推广使用,扩大了超声波探伤检测技术在铁路货车领域的应用范围,有效的保证了制造质量和运用安全。
目前,我国铁路货车车钩、钩尾框已综合采用整体磁化湿法连续法磁粉探伤、便携磁轭局部磁化干法或湿法磁粉探伤、A型脉冲横波及纵波超声波探伤检测技术,相关单位已开展了工业CT在车钩检测方面的可行性论证研究,进入了无损检测技术的多元化时期。
无损检测技术已成为铁路货车车钩零件制造及运用检修不可或缺的关键技术,在车钩零件制造及运用检修的全寿命过程中起着极其重要的作用,对保证关键部件的可靠性,保证车辆运用安全具有非常重要的意义。
3 国内外无损检测技术在铁路货车车钩、钩尾框的应用
3.1 国内铁路货车车钩、钩尾框
(1)湿法连续法整体复合磁化探伤检测
按运装货车〔2002〕241号《关于公布〈铁道车辆货车车钩、钩尾框磁粉探伤技术条件〉(试行)的通知》和现行的铁路货车厂修、段修规程要求,铁路货车车钩、钩尾框均应采用湿法连续法进行探伤检查,该文件对磁粉探伤的人员、环境、磁粉和磁悬液、探伤设备、检测方法和记录等进行了详细的规定。
由于车钩零件结构复杂,变截面较多,在采用直接通电法对车钩零件进行磁化时,很难保证各探伤部位均获得均匀的磁化,为适用车钩零件结构特点,满足磁化要求,铁道行业利用交叉线圈磁化技术开发研制了车钩零件专用磁粉探伤机。采用交叉线圈旋转磁场技术的车钩零件磁粉探伤机由控制系统、磁化系统、磁悬液循环及喷淋系统、退磁系统及照明装置组成,车钩零件磁粉探伤机见图1。该磁粉探伤机可在工件表面形成三维空间交替磁化场,工件表面任何方向的缺陷(裂纹)均能清晰显示出来,使形状复杂的车钩零件能够实现非接触式探伤。

图1 车钩零件磁粉探伤机
(2)超声波检测
我国既有17型、16型、13B型锻造钩尾框采用主体结构锻造、整体为组焊式的结构,由于连接板与框板处的焊接可能产生未焊透、未熔合、气孔、夹渣等缺陷,会降低焊缝强度,引起焊缝运用开裂和失效,因此为保证锻造钩尾框连接板处的焊接质量,焊缝处要求进行超声波探伤检测,缺陷评定等级应符合TB/T 1558中I级的要求。该处焊缝的超声波探伤采用A扫描横波斜探头检测,探头频率4 MHz,由于钩尾框的特定结构,无法在焊缝两侧进行检测,为保证整个焊缝能够被主声束全部覆盖,采用两种角度的探头在连接板双侧进行扫查的同时,还针对锻造尾框焊缝超声检测的特殊要求研究设计了双晶斜探头,大大提高了焊缝近表面缺陷检测的可靠性。数字超声波检测仪见图2。
图2 数字超声波检测仪
此外,为保证车钩钩体及钩舌关键部位的密实度,部分厂家在车钩生产过程中采用超声波探伤技术对车钩及钩舌关键部位进行检测,用于发现由于工艺波动及操作失当而产生的呛空、缩孔、夹沙和气孔等内部缺陷。
(3)X射线照相检测
铸件射线检验是一项在国内外广泛应用的成熟技术,随着对重载车钩内部质量关注度的提高,X射线照相检测技术也被应用于铸造车钩工艺评定,通过对采用新工艺生产的车钩零件进行X射线照相检测,以评价铸造工艺的科学性、合理性,通过定期对车钩进行抽探,以评价产品质量的稳定性。目前车钩射线探伤主要是用于评价车钩内部缺陷的基本情况,但还没有建立其合格等级标准。车钩内部缺陷射线检测缺陷情况如图3所示。

图3 车钩内部缺陷射线检测缺陷
(4)高能X射线工业DR成像检测和工业CT成像检测
尽管胶片照相检测技术检测灵敏度和可靠性较高,但其检测效率较低,不适用于对铸钢车钩零件进行全面检测和大比例抽查,且其仅能获取缺陷平面投影信息,无法描述缺陷在工件断面的真实特性,技术上存在一定的局限性,为进一步提高铸钢车钩零件内部缺陷的控制能力,有关单位已开始对高能X射线工业DR成像检测和工业CT成像检测在车钩零件生产过程中的快速检测和工艺开展深入研究。
DR射线检测技术具有灵敏度高、成像速度快、影像动态范围宽、操作方便、空间分辨能力强、图像层次丰富、细微结构表现出色、检测条件宽容度大、适合工件整体检测等特点,检测灵敏度可以较好地满足车钩等铸钢件内部缺陷检测和控制的需要。高能X射线DR成像所需要的曝光时间短,通过合理配置机械传动装置,可一次性将大型关键部件检测完毕,生成完整的检测图像,检测效率高,可以实现对关键部件的快速批量检测,另外DR射线检测结果可以通过电子介质进行存储,对检测结果的使用和管理提供了方便。车钩、钩舌DR检测图像如图4所示。

图4 车钩、钩舌DR检测图像
CT成像检测是利用射线从多个方向透射工件某断层,通过探测器测量被工件衰减后的射线信息,由计算机对采集的数据进行图像重建,以二维图像形式清晰、准确、直观地展现被检测物内部结构特征、材料密度分布、缺陷位置及大小等,相当于对检测断层部位进行了虚拟解剖。与DR成像检测相比,工业CT检测具有成像精度高、图像直观清晰、影像不重叠、空间分辨能力和密度分辨能力强、适于内部缺陷精确定量测量分析等显著优点。工业CT检测系统通过高精度扫描再现工件内部结构、断面缺陷形貌和缺陷位置等信息,对工件内部缺陷的准确评价和精确测量具有十分重要的意义。钩舌CT扫描图像如图5所示。

图5 钩舌CT扫描图像
3.2 美国AAR标准车钩、钩尾框
美国铁路新造货车车钩、钩尾框基础标准AAR M211《车钩、钩尾框、钩舌及车钩其他零件铸造厂和产品认可条件》对车钩、钩尾框始终没有强制要求进行磁粉探伤检查,仅在制造商和用户均同意时可以将磁粉探伤作为合同的规定内容。检修标准AAR M212《货车车钩、钩尾框及相关零部件旧件分级和修复方法》则始终没有要求进行磁粉探伤检查。
AAR协会以AAR M220《铸件无损检测要求》对铁路货车用铸件的最低检测要求进行了规定,目前该标准仅以附件A对钩舌在制造厂、检修车间和在线的无损检测进行了要求,对钩体、尾框等要求将作为附件陆续增加。该标准附件A对钩舌的检测方法、设备、人员和记录等做了详细的要求,钩舌的磁粉探伤检测见图6。

图6 钩舌的磁粉探伤检测
根据AAR M220规定,新造钩舌检测部位表面应无裂纹,表面不连续性(包括热裂、夹杂、气孔)宽度、长度或深度不应超过3.2 mm;在检修车间和在线检测时,钩舌检测部位表面裂纹长度应不超过6.4 mm,并要求在检测时采用白色反差增强剂提高缺陷磁痕与本底的对比度。
3.3 澳大利亚的钩尾框超声波探伤检测
澳大利亚BHP公司对钩尾框的后弯角部位进行超声波探伤检测进行了研究,探伤采用先进的超声波相控阵技术,实现了超声检测成像,缺陷识别与传统A扫描技术相比,更加直观、准确,检测图像见图7。
该技术对钩尾框的超声波检测可以在从车辆分解后或安装在车辆上进行,对于装在车上的检测,则要求具有铁路的维修地坑,进入到车辆和装有尾框的缓冲器套口的下面进行操作。
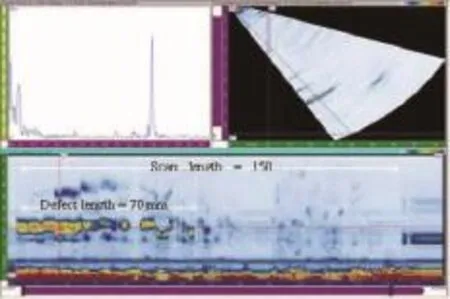
图7 超声波相控阵技术检测图像

图8 钩尾框Z字形扫描
进行超声波探伤的探头在扫描尾框后弯角时采用z字形扫描,见图8;并采用在尾框实物切取的样块预制缺陷的办法,对设备进行校准。目前该技术已在澳大利亚积累了充分的应用经验。
4 结束语
我国铁道车辆的车钩、钩尾框设计、制造、检测技术基本源于AAR标准,但随着我国铁路货车技术近些年的飞速发展,以及对安全可靠性要求的日趋提高,我国铁路货车车钩、钩尾框不仅在设计、制造等方面已超过AAR标准要求,无损检测技术在车钩、钩尾框上的应用也超过了AAR标准要求,并趋完善和多元化。
结合无损检测技术的发展,建议在我国铁路货车车钩、钩尾框开展以下研究工作。
(1)进行零部件剩余疲劳寿命研究,制定合理的检修限度和周期
将无损检测发现的裂纹、缺陷进行甄别,对带有不同位置、长度等缺陷特征的车钩、钩尾框进行疲劳试验,开展剩余寿命研究,以制定合理的检修限度和周期,在保障运用安全的基础上降低检修成本和提高检修效率。
(2)开展车钩零件内部缺陷可靠性研究
依托现代工业CT检测技术,结合现场实际运用和疲劳试验研究情况,开展车钩零件内部缺陷可靠性研究工作,建立更加完善和科学的车钩零件内部缺陷评价体系。
(3)在车钩生产工艺过程中,采用先进的检测技术,积极推进超声相控阵技术的研究应用工作,研究检测技术标准,使我国车钩质量检测和控制水平达到世界领先水平。
[1] JB/T 4730.1~4730.6-2005.承压设备无损检测[S].
[2] 中国机械工程学会无损检测分会编.磁粉检测[M].北京:机械工业出版社,2010.
[3] 中国特种设备检验协会组织编.射线检测[M].北京:中国劳动社会保障出版社,2012.
NDT Technology Application on Coupler and Yoke of Railway Freight Wagon
This paper introduces the profile of freight wagon's coupler and yoke in our country,and application of non-destructive testing technology in freight wagon's coupler and yoke at home and abroad.Some suggestion is provided for the application of non-destructive testing technology.
NDT;freight wagon;coupler;yoke
LI Wei1,MENG Qingmin2
(1 Metrology&Inspection Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Qiqihar 161002 Heilongjiang,China;2 Dalian Development Center,Qiqihar Railway Rolling Stock Co.,Ltd.,Dalian 116052 Liaoning,China)
U272
A
10.3969/j.issn.1008-7842.2014.04.26
1008-7842(2014)04-0112-05
�)男,工程师(
2013-11-14)
