线切割实践教学中常见问题的处理
2014-03-09杜春平
杜春平
(桂林航天工业学院,广西桂林 541004)
线切割实践教学中常见问题的处理
杜春平
(桂林航天工业学院,广西桂林 541004)
中走丝线切割加工具有切割效率高、成本低、操作方便等优点,广泛应用于模具制造和零件加工领域。以DK7732型中走丝线切割机床为依托,阐述其原理,指出教学中常见的问题及相应的解决措施,对进一步搞好电火花线切割实践教学、促进产学结合具有实际意义。
中走丝线切割加工;DK7732型;常见问题;解决措施
近年来,随着模具行业的快速发展,电火花线切割加工技术越来越受到人们的重视。电火花线切割加工技术,简称线切割/WEDM,其加工过程是利用一根移动着的金属丝 (钼丝、钨丝或铜丝等)作为工具电极,在金属丝与工件间通以脉冲电流,使之产生脉冲放电来完成切割加工的。根据电极丝的运行速度不同,常将线切割机床分为快走丝、中走丝和慢走丝3种[1]。快走丝线切割机床 (WEDM-HS)电极丝一般以8~10 m/s的走丝速度作高速往复运动,电极丝可重复使用,加工速度较快,产品成本低。低走丝线切割机床 (WEDM-LS)电极丝一般以低于0.2 m/s的走丝速度作单向运动,电极丝放电后不再使用,加工精度高、产品质量好。中走丝线切割机是我国独创的电火花线切割加工模式,采用类似于单向走丝线切割加工的多次切割加工技术,兼顾产品质量、生产成本和加工效率,大大加强了往复走丝电火花线切割机床的竞争力。文中以苏州三光科技股份有限公司研发的DK7732型中走丝线切割机为依托,针对其在实践教学中产生的常见问题进行分析,并找出相应的解决措施。
1 电火花线切割机床工作原理
将工件2正确装夹在工作台1,电极丝5缠绕在运丝筒4上,并沿运丝筒的回转方向以特定的速度移动,脉冲电源3正极接工件、负极接电极丝。编写与切割工件相应的数控程序,经模拟校验,即可切割加工。在控制系统作用下,工作台带着工件按预定控制轨迹作横向和纵向移动,电极丝以一定的速度往返运动,在电极丝与工件之间加有足够的、具有一定绝缘性的工作液。通过有效控制电极丝相对工件运动,当电极丝与工件间的距离小到一定程度时 (大约为0.01 mm),其间的介质被电离击穿出现脉冲放电,产生瞬时高温 (可高达10 000℃左右),使工件表面的金属局部熔化乃至气化,把熔化金属材料抛出或被液体介质冲走,从而切割成形。线切割机床常采用钼丝或硬性黄铜丝作为电极丝,某校所配线切割机床主要是采用直径为0.2 mm的钼丝。
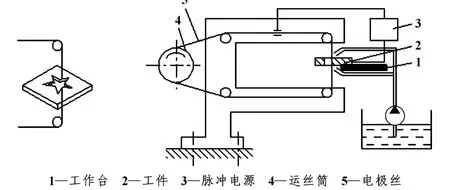
图1 电火花线切割机床工作原理示意图
2 常见问题分析及解决措施
2.1 工件的装夹和切割路线的选择
线切割加工是利用电蚀原理加工,电极丝与工件不直接接触,两者之间的作用力很小,所需夹紧力不大。初学者在装夹过程中很不容易把握好这个度,以致夹紧力过大,使工件严重变形,或夹紧力过小,使工件移位或者倾斜,造成大量废品。因此,在教学过程中,要对电加工与机加工进行比较,并根据工件受力情况和毛坯形状考虑装夹方法和合理安排切割路线[3]。
加工如图2所示零件,学生常采用以下装夹方式和安排切割路线。通过分析发现,图2(a)所示路线a-b-c-d-e-a是比较合理的,工件在加工过程中一直保持良好的刚性,不会产生变形,而图(b)、(c)、(d)则忽略了装夹的稳定性问题。
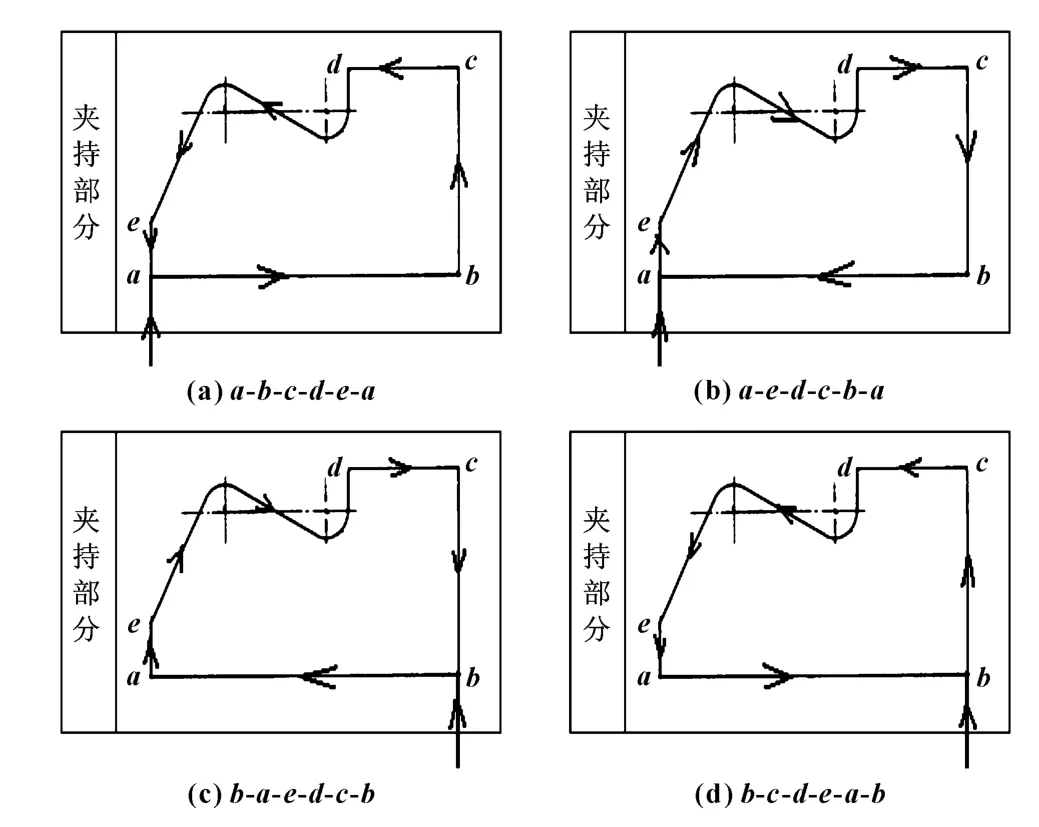
图2 工件的装夹和切割路线的选择
其实,在实际生产中还需要考虑材料利用率和切割效率问题。以图2所示零件为例,若按图2(a)加工需要对零件的整个周界进行切割,将会造成大量浪费,且切割效率低。为了解决这个问题,常将工件与毛坯共边,但这涉及对切割工件进行找正问题,因此在教学过程中要引入找正知识。
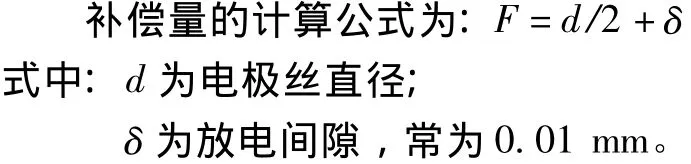
2.2 补偿量和补偿方向的确定
在实际的加工中,机床是通过控制电极丝的中心来加工的,而工件的尺寸是由电极丝的侧边切出的,导致切割后工件的尺寸与工件所要求的尺寸不一致。为此,编程时需要考虑尺寸补偿问题,即尺寸大小和方向的补偿。在模具中级工培训中发现,绝大部分同学在确定尺寸的补偿值时一般不会出错,但在补偿方向选择上容易出错,导致加工的凸、凹模尺寸超差,无法装配。偏移的方向视电极丝的运动方向而定,分左偏与右偏两种,学生在操作中很容易出错。大量实践证明,在生成轨迹时通过预设大补偿值,确定工件形状和切割路线的相对位置,以判断加工工件时电极丝的补偿方向,退出重新生成加工轨迹即可。
2.3 断丝
在线切割加工中,断丝是一个棘手的问题。一旦出现断丝,只能重新穿丝,并根据切割情况考虑是按原路径加工还是反向加工,造成生产效率低,并容易在工件上产生接痕,影响产品质量,甚至造成工件报废。造成断丝的因素很多,需要根据钼丝断口形貌、工件质量、机床状态和工人操作水平等实际情况进行综合分析,找出问题,对症处理。文中仅对装丝工艺、电参数选择等人为因素造成的断丝进行分析[4-5]。
(1)装丝质量差引起断丝。在实践教学中发现有以下几种情况会导致装丝质量差:①很多初学者在装丝时对电极丝的松紧度把握不当,引起断丝;②对运丝筒往复运动和正反转之间的相互关系不清楚,导致电极丝扯断;③运丝筒两端处于换向开关以外的钼丝预留量过少,换向时由于转动惯性导致断丝;④运丝筒上装丝量少,换向开关中间的钼丝因快速磨损会变得细小,使割缝减小,而运丝筒两端钼丝因没有放电加工,大小不变,致使换向时两端的钼丝无法通过割缝而被拉断。为减少上述断丝现象的出现,教师在实训之前应着重讲解线切割机床结构和加工原理,并通过以熟带新的方式让新入门的学生多看、多想、多总结,逐步上手。另外,在实践中,作者还总结出良好的装丝方法,进一步减少了断丝现象。其具体操作过程为:上丝前空转运丝筒,观察其运动规律,在距上丝架左边缘10 mm附近开始上丝并使用紧丝轮紧丝,调节左、右撞块,使钼丝两端余量2~3 mm(若加工高厚零件还可适当加大),使用一段时间后就将换向行程开关向里移动一点,让换向位置避开电极丝直径骤变处,并保证丝筒换向时能及时切断高频电源。
(2)电参数选择不合理引起断丝。初学者缺乏电参数对工件厚度、加工精度的影响这方面的实践经验,盲目调节各项参数,容易断丝。一般情况下,加工电流、脉冲宽度、进给速度、变频跟踪调节不当都是造成断丝的重要原因。以加工大厚度工件为例,电参数的选择如下:加工电流控制在2.5~3 A,脉冲宽度选64μs,丝速为4m/s,进给速度调至3~5m/s,间隔比选6μs,分组脉冲和分组间隔比设置为0即可。
(3)切割路径选择不当,造成断丝。如图2所示的4种切割路线中,图 (b)、(c)、(d)3种路线没有考虑到工件在切割过程中容易变形将钼丝夹断。另外,在加工结束时,工件掉落也会打断钼丝,故可采用吸铁石、支撑块等方法来保证工件的平衡,待加工完成之后再取下工件。
2.4 工件质量差
线切割产品质量的好坏直接关系着其能否在制造业中占有一席之地。线切割产品的质量主要受机械系统、工件、工作液、电极丝、电参数、工艺流程及操作员水平等多方面的因素影响[6]。文中仅举例加以说明。按图2(b)所示安排切割路径,在加工中工件内部应力将不平衡,会造成工件变形,致使加工后的零件一边细致、一边粗糙,产生不合格零件。另外,在线切割培训中发现很多学生不清楚如何选择切入点,使加工后的产品表面留有接痕。切入点是电极丝开始切割成品零件的第一点,应尽可能选在切割表面的拐角处,如直线与直线的交点或直线与圆弧的交点或切点。如果没有这些点,则选择精度要求不高且便于钳工修整的位置切入[7-8]。因此,为了获得良好制件,综合考虑切入点和切割路径对产品质量的影响,按图2(a)进行加工是最为合理的。
3 结束语
线切割加工是现代模具加工中不可缺少的加工方法,但其产品质量还跟不上模具行业的发展步伐。因此,在实际切割中,要熟悉机床结构、原理,对常见问题加以分析总结,优化加工参数和工艺流程,不断提高线切割产品质量,扩大其应用前景。
[1]朱宏安.我国电火花线切割的发展趋势[J].科技资讯,2010(17):139.
[2]王玉玲.浅谈电火花线切割加工[J].机械工程与自动化,2009(3):174-175.
[3]李钧.高速走丝线切割实习教学中的常见问题[J].职业与教育,2010(9):62 -63.
[4]宁传华,黄跃.线切割加工中断丝的原因分析与预防[J].南方农机,2011(5):38 -39.
[5]王文武.快走丝线切割机床高频电源故障及断丝原因探析[J].机电技术,2011(10):95-96.
[6]王欣.线切割加工零件常见质量问题的分析与解决方案[J].机械工程与自动化,2012(3):186 -187.
[7]谢冬和.DK7732型电火花线切割机加工技术的改进[J].模具工业,2011(9):72 -75.
[8]任成高,申晓龙,龙华.线切割加工模具表面粗糙度的研究与应用[J].机电产品开发与创新,2011(5):163-165.
TG661
B
1001-3881(2014)10-209-2
10.3969/j.issn.1001 -3881.2014.10.065
2012-09-12
2014年度广西高等教育教学改革工程立项项目 (2014JGB271);2013年度广西高等教育教学改革工程立项项目(2013JGB282)
杜春平 (1975—),男,硕士,高级实验师,研究方向为材料加工工程。E-mail:ilxdu@126.com。