竹子整形机液压系统的设计
2014-03-09汤杨雷良育徐云杰
汤杨,雷良育,徐云杰
(浙江农林大学工程学院,浙江临安 311300)
竹子整形机液压系统的设计
汤杨,雷良育,徐云杰
(浙江农林大学工程学院,浙江临安 311300)
分析并确定了采用液压系统控制竹子整形机刀具进给部分,介绍了竹材整形机液压系统的工作原理以及设计思想,采用比例流量阀控制刀具进给速度提高了进给精度,动力源部分采用节能型泵控回路提高了整个系统的工作效率,最终提升了旋切单板的质量。
竹子整形;液压系统;比例调速
目前,竹单板有刨切和旋切两种主要加工方式。刨切加工工艺过程较为复杂,工序繁多,竹材利用率较低,加工效率低。旋切加工效率较高,竹材利用率也较高。早在20世纪50年代日本就着手研究旋切加工,但到目前为止发展较慢,工业化生产规模较小[1]。竹材旋切尽管大大提高了竹单板生产效率及单一竹段竹材利用率,但是在选材过程中通常要选取圆整通直的竹段作为加工对象[2]。而实际上自然圆直的竹段较少。因此,实现竹材圆直是提高旋切竹单板竹材利用率最直接有效的办法。竹材整形机液压控制系统正是为了解决竹材整圆控制的问题而进行设计的。
1 整形进给控制方式的确定
第1种方案,采用机械控制结构[3],用凸轮模拟竹材展开的渐开线,为了保证进给量和旋转的同步需采用差动连接装置,差动连接本身需要通过挂轮减速,无法同时提供整形力和旋切力的需要。对不同径级的竹材,旋切时产生不同曲线,而凸轮的曲线只能取其平均值,进给误差较大,对同类别同径级的竹材较为合适,对径级相差较大的竹材旋切出的单板存在厚薄不均的问题,且噪声较大、寿命低。
第2种方案采用差动式电控装置,通过控制两个进给电动机螺旋进给的进给量实现,左右两侧各放置两个螺旋传动装置并保证同步,通过控制电动机的转速控制进给量。两个电机需控制3种不同的同步速度,主电机旋转和整形进给同步,主电机旋转和旋切进给同步,整形进给和旋切进给分离,增加了控制的难度和机械结构设计的难度。
第3种采用液压控制的方式,通过控制比例流量阀的流量控制进给量。液压缸可轻易实现往复式直线运动,只需要控制比例调速阀的开口即可以控制进给的运动速度,液压属于无级调速,容易实现控制,液压系统的结构也较为简单。此方案提高了无卡轴旋切机的寿命,降低了系统的能耗,噪声小,改善了工人的工作环境,便于实现系统的自动化控制。
综合考虑,选择第3种方案作为控制整形机刀具进给方式。
2 液压控制系统工作原理
液压系统的工作原理图如图1所示。系统由两部分组成,一部分控制刀具的上下位置,另一部分控制刀具的进给。
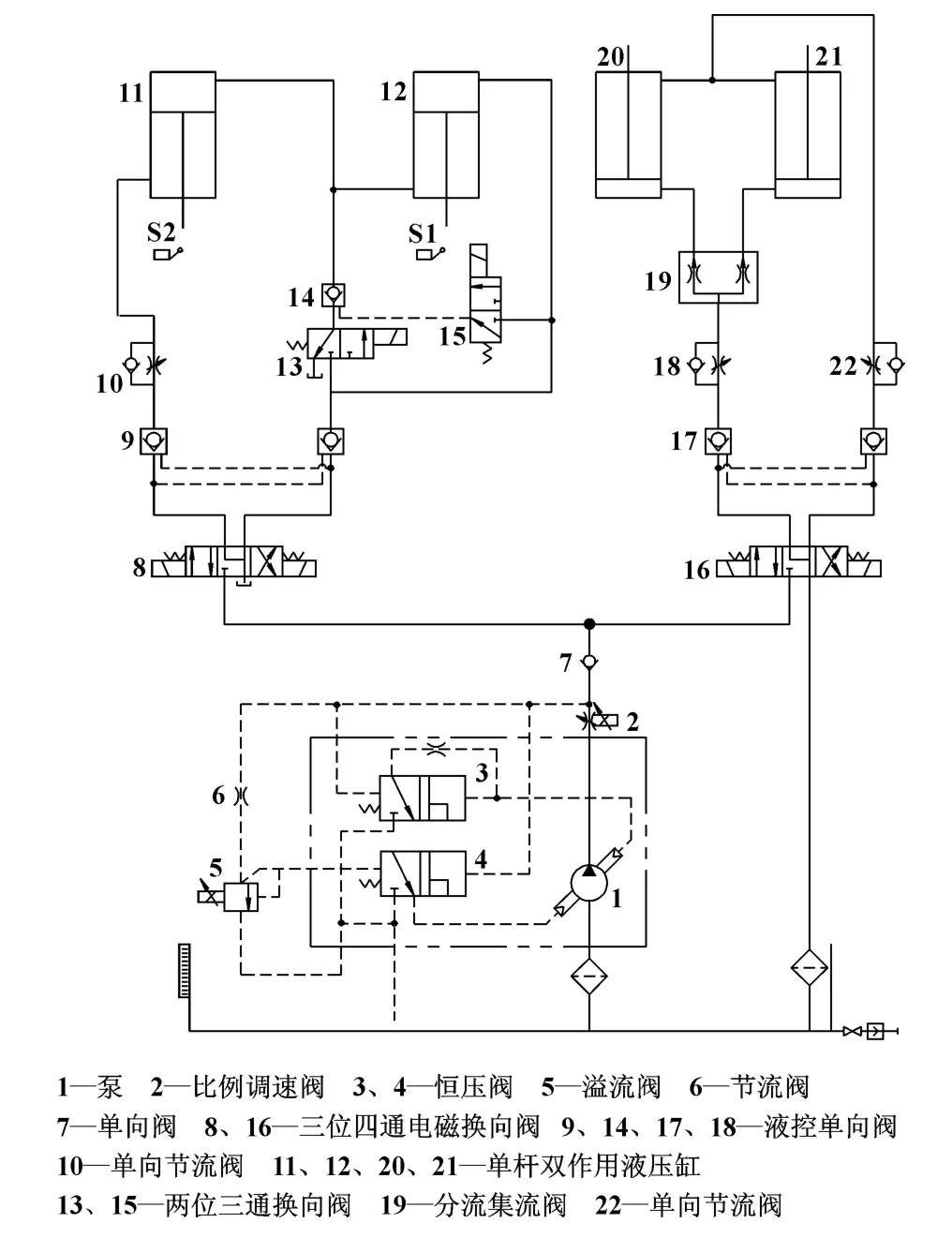
图1 竹材整形机液压系统的工作原理图
2.1 刀具调整回路
刀具的调整运动较为简单,在整形机整形时刀具退至刀具槽,整形机旋切时刀具伸出至旋切位置,刀具距离较长,为保证受力均衡性,左右两侧各放置一个轴耳液压缸,同时刀具要保证足够的直线度。进给系统选择带补偿装置的串联缸同步回路,旋切切削力较大,为避免加工中刀具移动选用了液压锁紧回路,采用单向节流阀回路控制液压缸运动速度增加系统背压。
刀具调整液压系统的工作原理:液压油经泵1流出,经比例调速阀2、单向阀7流至三位四通Y型机能电磁换向阀8,阀8右侧带电,压力油经右侧液控单向阀9流至单杆双作用液压缸12的无杆腔,同时液控单向阀9左侧阀口打开,缸12的有杆腔油液流至单杆双作用液压缸11的无杆腔,有杆腔油液经单向节流阀10中的节流阀、液控单向阀9左侧阀门和电磁换向阀8流回油箱。缸12的有杆腔的有效面积与缸11的无杆腔的面积相等。当三位四通阀8右位工作时,两缸下行,若缸12活塞先到底,将触动行程开关S1使得两位三通换向阀13得电,压力油经阀13和液控单向阀14向缸11的无杆腔补油,使活塞继续下降到底。若缸11活塞先到底,将触动行程开关S2使得两位三通换向阀15得电,控制压力油经阀15打开液控单向阀14,缸12的有杆腔油液经液控单向阀14和两位三通换向阀13流回油箱,使活塞继续下降到底。
反之,液压油经泵1流出,经比例调速阀2、单向阀7流至三位四通Y型机能电磁换向阀8,阀8左侧带电,压力油经左侧液控单向阀9、单向节流阀10中的单向阀流至单杆双作用液压缸11的有杆腔,同时液控单向阀9右侧阀口打开,缸11的无杆腔油液流至单杆双作用液压缸12的有杆腔,液压缸12的无杆腔油液经液控单向阀9右侧阀门和电磁换向阀8流回油箱。
2.2 刀具进给回路
刀具进给运动较为复杂,刀具和刀具槽固联在旋切及整圆机构上,旋切及整圆进给机构运动刀具也一同运动,在整形机整形时刀具在刀具槽中不起作用,当整形结束后,刀具伸出,与此同时开始进给运动,机构的进给运动并非匀速运动,随着被旋切竹材直径逐渐减小,竹材的转速越来越快,要求机构的运动速度必须随之发生变化,否则将不能保证竹单板旋切的厚度。在该设备中,液压缸与刀具所在的机架固联,所以液压缸前进的速度就是刀具前进的速度,因此通过电磁比例流量阀控制液压缸前进的速度便可以控制刀具进给的速度。
天然生长的竹子切割成竹段后两端会出现大小头,在整形的过程中两个液压缸不能完全同时进退,否则将压裂竹段达不到整形效果,因此系统选用了分流集流阀的同步控制回路,分流集流阀分流误差为1%~3%,对不要求完全同步的系统较为合适;整形过程中为了保证竹材变形时间,需要保压一段时间使竹材完全变形,系统采用了双液压锁回路;采用双单向节流阀回路控制液压缸运动速度增加系统背压。
刀具进给液压系统的工作原理:液压油经泵1流出,经比例调速阀2、单向阀7流至三位四通Y型机能电磁换向阀16,阀16左侧带电,压力油经左侧液控单向阀17、液控单向阀18中的单向阀至分流集流阀19,经过分流集流阀19分流成等流量的两部分分别流至单杆双作用液压缸20和21的无杆腔,同时液控单向阀17右侧阀口打开,单杆双作用液压缸20和21的有杆腔油液同时回油,经单向节流阀22中的节流阀、液控单向阀17右侧阀门和电磁换向阀16流回油箱。
反之,液压油经泵1流出,经比例调速阀2、单向阀7流至三位四通Y型机能电磁换向阀8,阀8右侧带电,压力油经右侧液控单向阀17、单向节流阀22中的单向阀流至单杆双作用液压缸20和21的有杆腔,同时液控单向阀17左侧阀口打开,液压缸20和21的无杆腔油液经分流集流阀19集流,再经过单向节流阀18中的节流阀、液控单向阀17左侧阀门和电磁换向阀16流回油箱。
由于刀具调整和刀具进给是两个完全分离的动作过程,在刀具调整时刀具进给机构不动作,在刀具进给时刀具调整回路不动作,因此采用电磁比例流量阀控制系统控制液压缸前进的速度不会发生相互干扰。
2.3 节能型泵控回路
节能型高效泵控系统由两个回路分别控制系统的压力和流量[4]。前置式节流器6、先导式溢流阀5与恒压阀4构成压力控制回路,控制泵1压力的输出;比例节流阀2和恒压流量阀3构成流量控制回路,控制泵1的流量输出。图1中所示的恒压阀3和恒压阀4的位置是系统还未设定压力时所处的位置。在负载发生变化时,恒压阀4两端的压差发生变化,从而推动恒压阀3向左或者向右移动,泵的排量相应地发生变化,最终使泵的流量保持一个相对稳定的值。此时泵的输出压力仅比负载压力高出一个恒压阀4的压差。在保压阶段,当系统压力达到先导式溢流阀5设定的最高压力时,恒压阀4向左移动,泵的排量迅速减小到接近于零,继而变成高压小流量的工况。
节能型高效泵控系统在流量控制阶段使泵的输出压力与负载相协调;在压力控制阶段使输出流量接近于零,仅消耗极小的功率,因此它的效率极高。
3 结束语
在当前竹单板加工技术中,对单板的厚度和加工效率提出了很高的要求,在控制竹单板旋切厚度时,不但要求有稳定的压力,而且要求对压力和流量进行比例控制。文中论述的整形机液压控制系统对刀具进给可进行变量控制,对不同径级的竹子有较强的自我调整能力,同步缸控制系统能够满足大小头竹子的需求,两套回路具有防止压力干扰特点。为提高系统的效率,采用了节能型泵控回路,提高了系统的工作稳定性同时延长了使用寿命,大大节省了能耗,减少了系统发热。
[1]郑瑞钰.竹材旋切新技术及其制品的研发[J].世界竹藤通讯,2010,8(5):28 -30.
[2]蒋身学,程瑞香,张齐生.旋切竹单板生产工艺简介[J].人造板通讯,2004(5):19 -20.
[3]赵明,吴季陵.摆动进给竹材旋切的试验研究[J].南京林业大学学报,1994(5):30-35.
[4]杨曙东,何存兴.液压传动与气压传动[M].武汉:华中科技大学出版社,2010.
[5]徐云杰,袁伟明.造纸机压榨部液压系统的设计[J].液压与气动,2009(7):17-19.
[6]徐云杰.造纸机伏辊和蒸汽箱液压系统的设计[J].机床与液压,2010,38(2):62-64.
Design of Hydraulic System for Bamboo Reshaping Machine
TANG Yang,LEILiangyu,XU Yunjie
(College of Mechanical Engineering,Zhejiang Agricultural& Forestry University,Lin'an Zhejiang 311300,China)
Hydraulic system controlling tool feed device of bamboo reshapingmachine,was analyzed and determined.Theworking principle and the design idea of the hydraulic system of the bamboo reshapingmachinewere introduced.Proportional flow valvewas used to control tool feed speed,so feed accuracy was increased.For power source,energy-saving pump control loop was adopted to improve the efficiency of the whole system.The quality of rotation cutting of bamboo timber was improved.
Bamboo reshaping;Hydraulic system;Proportional control
TH137
B
1001-3881(2014)10-131-3
10.3969/j.issn.1001 -3881.2014.10.040
2013-04-23
浙江省木材加工产业科技创新团队资助项目
汤杨,女,硕士研究生,主要研究方向为农业机械人技术。通信作者:雷良玉,E-mail:xyj9000@163.com。