板坯连铸机香蕉梁基准测量调整技术应用
2014-02-09陈全旺
陈全旺
(山钢股份济南分公司中厚板厂,山东济南 250101)
经验交流
板坯连铸机香蕉梁基准测量调整技术应用
陈全旺
(山钢股份济南分公司中厚板厂,山东济南 250101)
香蕉梁基准的测量调整是板坯连铸机扇形段支撑导向框架校验工作的重点和难点,济钢中厚板厂制作专门的测量工装进行测量,并利用模型计算方法快速计算出对香蕉梁基准的调整量,且一次调整合格,工期由7 d缩短到3 d,测量精度也完全达到理论值要求。
板坯连铸机;香蕉梁;扇形段模型
1 前言
香蕉梁是连铸机主体设备扇形段的支撑装置,主要起支撑导向作用,其上交错布置着U型座和平座,每个扇形段上有4个支撑点,分别放在香蕉梁上的2个U型座和平座上,香蕉梁的测量调整即是对U座和平座的测量调整。工作状态下,香蕉梁承受着铸坯压力、拉坯力和热辐射等的影响,长时间使用其上基准点位置会发生变动,影响了扇形段整体的弧度和段间的弧度,易导致铸坯内外部质量的恶化以及漏钢等不良事故的发生,严重影响了产品质量和设备的使用寿命。因此,连铸机设备在使用一段时间后,要定期对香蕉梁进行精度检测,根据偏差范围对香蕉梁进行调整[1]。由于香蕉梁上弧形段和矫直段基准点有一定的斜度,在调整时需要调整切线方向和圆心方向,一个方向的变动必然引起另一个方向的变化,因此很难进行调整,在以往的工程中主要是通过渐进法分几次测量、调整才能达到要求,但渐进法调弧效率不高,精度低,目前国内外均无快捷、有效的方法使之一次调整合格。采用数学的方法,建立数学模型计算出调整的量,基本实现一次调整合格。
2 香蕉梁测量调整原理
香蕉梁的测量主要是依靠水准仪、经纬仪两种测量仪器进行测量,以铸机平台上的设计点为初始基准点,测量香蕉梁上U型座和平座的具体位置(水平和竖直,即X、Y方向),然后与设计的理论尺寸进行比较,调整偏差。对于弧形段和矫直段的测量,即测它们相对于框架中心(弧形段圆弧中心线)的位置,需要严格控制其与理论的尺寸的差别,它们的精度关系到测量的效果,而对于水平段则必须保证其水平度相等。对于U型座的调整可以通过调整垫板1、2、3、4(见图1)的厚度来调整,实现X、Y方向的数据达到理论值要求;对于平座则只能调整垫板1和4。在测量调整过程中,存在着两方面的困难,一是应当怎样如何快捷找到U型座上的点,并快捷地测出U型座和平座的值;二是弧形段和矫直段在调整过程中复杂,如何准确快速调整好。解决这两个问题关系到整个测量、调整的工期及质量。

图1 U型座垫片调整示意图
3 测量方法
3.1 工装制作与使用
为了快速找到U型座、平座上的基准测量点,根据扇形段和支架(香蕉粱)的接触形式,模拟扇形段的结构形式制作了测量工装,如图2所示。工装尺寸要求的精度较高,工装中的一个轴放在U型座上,另一个轴连接2个支座放在平座上。将工装放在香蕉梁扇形段基准点后,就可以测量出同一个段内的U型座和平座的Y向的具体相对尺寸。由于工装的尺寸是固定的,所以当测出第5段U型座(离中心位置较近,X、Y向都便于测量)的X、Y向后,根据工装尺寸和测出的Y向值,就可以计算出平座的具体尺寸位置。安装香蕉梁的基准点设在连铸机的平台上,处在扇形第5段的上部,通过测量仪器可以直接测出扇形5段水平和竖直方位的数值,且5段处在香蕉梁的中间位置,往两侧递推式可以尽可能的减少累积误差,因此以扇形5段为初始位置基准进行测量。测量示意图如图3所示。
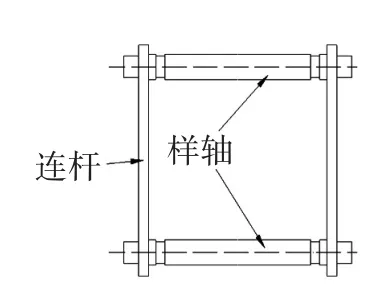
图2 工装结构

图3 工装及样轴测量原理
1)段内测量时,假设某个扇形段中U型座已调整完毕,即U型座中心点A的坐标(x0,y0)已知,工装的2个销轴之间的距离即为扇形段的U型座中心点A与平座B的距离AB,AB长度一定,B(x1,y1)点的位置即为以点A为圆心,以AB为半径的圆与y向坐标值为y1的线的交点,因此只需保证B点的y向坐标值y1准确,即能确定平座B的位置。
2)段间测量时,利用平座B(x1,y1)确定另一扇形段U型座中心点C(x2,y2)的位置,即保证工装销轴与样轴之间的测量距离l及C点的y向坐标值y2准确,确定U型座C的位置。
3.2 调整模型的建立
水平段基准点测量利用水准仪可以直接测出,难点就在弧形段和矫直段基准点的测量上,因此测量、调整模型主要针对弧形段和矫直段。根据香蕉梁结构,建立图4所示的xoy坐标系,O点为切缘线中心点位置,假设U型座上基准点理论位置为A点,香蕉梁发生沉降变形后A点移动到B点(实际测量点位置),则调整的过程即将实测位置B调到理论位置A。在图xoy坐标系下以A点为坐标原点,切线方向为x轴、径向方向为y轴建立坐标系,如图4中的mon坐标系。对于U型座的调整,切线方向上加减垫片的量即B点到y轴的距离xb,圆心方向的上的垫片加减量即为B点到x轴的距离yb;对于平座的调整只需要调整B点到x轴的距离。
在图4大坐标系xoy和小坐标系mon中,利用几何关系求得B(xb,yb)到m、n轴的距离[2]:
直线OA的方程为:

A点的切线方程为:

B到直线OA的距离:

B到直线OA切线的距离:

d1、d2为计算出的需要调整的量,根据数值大小通过加减垫片调整偏差。

图4 测点变化平面坐标示意图
根据得到的结果,将计算公式和数据输入到Excel工作表格中,建立数据模型。调整的大小只与测量点的理论值和实测值有关,因此当把测得x、y的值输入后即可得到需要调整的具体尺寸大小。根据所得的调整尺寸进行调整,基本可以保证一次调整成功,克服了传统靠经验多次试调整的弊端。
3 验证总结模型的建立
衡量测量的效果,最为关键的是调整完成后圆弧半径是否与理论值接近,以及x、y方向的理论与实测差值。为方便后续的验证工作,借助Excel工作表进行了总结汇总,表格中借助函数关系,当输入仪器测量的数据便可得到x、y方向的偏差和半径R方向的偏差,有效快速地观察出测量的效果。
4 应用效果
该测量调整技术在济钢1#连铸机大中修时得到了应用,并进一步在2#~5#铸机上进行了运用,都取得了较好的效果。当测量调整好第5段后,借助工装和专用量具,往两边传递,操作简单,不需要过多的反复操作就可以测出数据。借助调整模型,将测量的数据输入后直接得到要调整的量,从而克服了传统的靠经验来反复调整的弊端,同时得到的结果一目了然,更加准确地判断测量调整的效果。整个测量、调整过程由原来的7 d缩减到3 d,降低了操作人员劳动强度。通过该技术调整香蕉梁,数值达到了理论值要求。投产后铸坯的质量提升了2%,且1 a内从未出现因顺弧等和香蕉梁相关的故障引起的铸坯质量的波动,确保了铸坯质量的稳定。
[1]邱玉明,何海平.梅钢2号连铸机香蕉座安装测量实践[J].机械工程师,2009(12):139-140.
[2]成大先.机械设计手册[M].4版.北京:化学工业出版社,2002.
TF341.6
B
1004-4620(2014)03-0074-02
2014-04-01
陈全旺,男,1987年生,2009年毕业于昆明理工大学机械工程及其自动化专业,2012年毕业于山东大学机械设计制造及自动化专业,硕士。现为济钢中厚板厂机动科助理工程师,从事连铸机、精炼机械设备的管理工作。