乙烯热泵系统的换热网络分析
2014-02-05张来勇郭绪强杨庆兰孙长庚
张来勇,郭绪强,姜 波,杨庆兰,孙长庚
(1.中国寰球工程公司,北京,100012;2.中国石油大学(北京),北京,102249)
节能降耗、挖潜增效是提高企业经济效益的有效途径,作为耗能大户的石化行业担负着艰巨的节能减排任务,特别是在碳交易税将要征收的形势下,石化行业在新装置的建设过程中更加需要重视能耗问题。开发出低能耗的工艺流程是石化行业实现节能降耗的最有效的途径,而通过换热网络分析可提高能量回收与再利用率,为工艺设计过程提供有效的节能方案。
换热网络的优化节能研究工作开始于20世纪60 年代,1978年 Linnhoff等提出夹点技术[1],国际上各大工程公司、研究院所及模拟软件提供商纷纷采用夹点技术来开发和优化换热流程,从换热网络的合成、分析、模拟、换热器的优化设计到换热网络的灵敏度分析及优化控制都有了一定的研究成果并开发了相应的软件,取得了可观的经济效益[2-6]。
乙烯是有机化工工业中最重要的一种基础原料,国际上以一个国家的乙烯产量作为衡量其石油化工发展水平的重要标志。乙烯生产装置工艺流程长,操作参数覆盖范围广,换热网络复杂。中国寰球工程公司自主开发了大型乙烯装置的工艺包,开发过程中根据夹点理论,对系统进行了能量分析。本论文利用Aspen Energy Analyzer工具软件对装置中的热泵系统换热网络进行了分析。
1 流程简述
本套装置乙烯精馏部分的流程是将乙烯精馏塔和乙烯压缩机组成了低压开式热泵。(见图1)。热泵系统包括乙烯精馏塔、乙烯压缩机、换热器等主要设备。乙烯压缩机为三段制冷压缩机,提供-101和-76℃两个级位的冷量。混合碳二经乙烯精馏塔分离后,可得到摩尔分数大于99.95%的乙烯。
乙烯装置前序分离工段分离所得的混合碳二馏分(乙烯和乙烷)进入乙烯精馏塔 T-1,塔釜得到乙烷产品,从乙烯塔顶分离出合格的乙烯气相产品,气相乙烯经分离罐V-103进入乙烯压缩机二段,与来自一段的气相混合后进行压缩,在压缩机二段出口抽出部分乙烯经乙烯机二段出口冷却器E-104部分脱过热后作为乙烯精馏塔再沸器的热源,同时本身被冷凝,再经塔进料换热器E-106过冷后作为回流回到乙烯塔顶;未从二段抽出的气相乙烯经压缩机三段压缩后,再经乙烯机三段出口冷却器E101和E102脱过热,然后被乙烯冷凝器E-103冷凝,冷凝后的液相乙烯部分作为产品送出,其余部分再经乙烯冷剂过冷器E107过冷后作为乙烯精馏回流的补充。
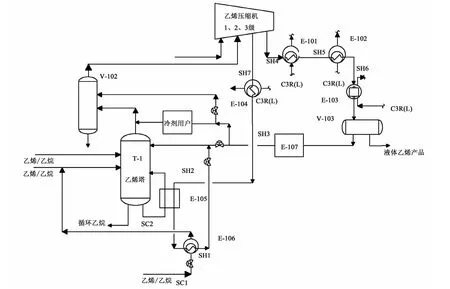
图1 开式热泵工艺简图Fig.1 Process diagram of opening heat pum p
2 换热网络分析
将热泵系统中用于换热网络分析所需的数据提取到Aspen Energy Analyzer中,见表1。此段换热网络共涉及3股冷物流和7股热物流,冷公用工程分别为7,-15,-25和-40℃的丙烯。得到的工艺物流的换热网络复合曲线及换热网络平衡复合曲线如图2和图3所示。
对于一个理想状况下能够达到最大能量回收的初始网络进行优化的目的,就是使其所含的换热设备数降至或接近最少,以减少设备投资,但这通常会引起操作费用增加[7]。因此,在实际设计过程中,一个最可行的换热网络需结合实际问题对公用工程费用与设备投资费用进行权衡,从而制定适当的设计方案。
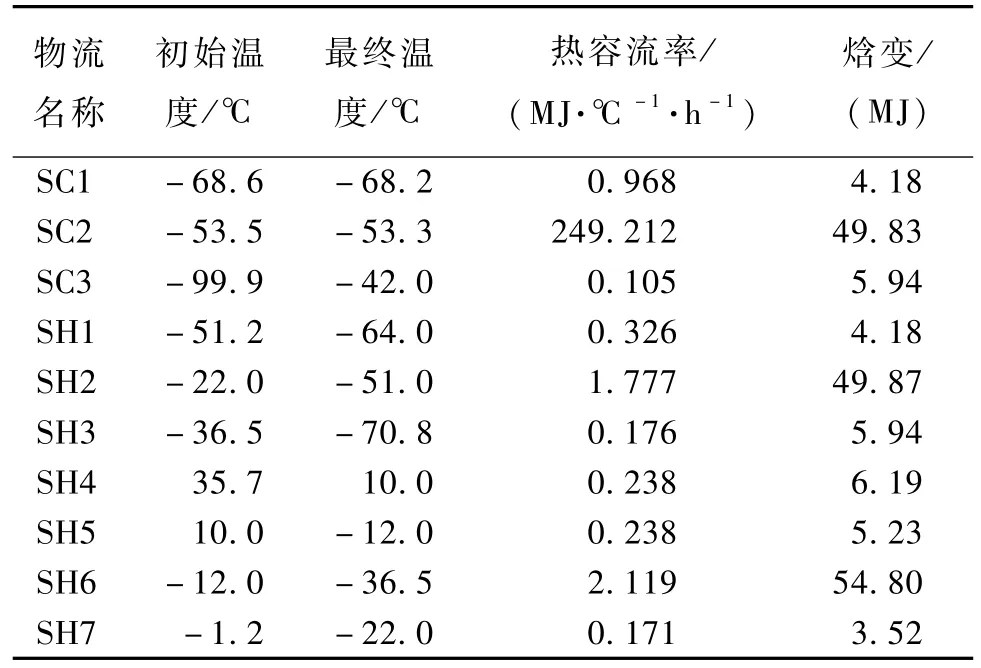
表1 工艺物流数据Table 1 Process stream s data
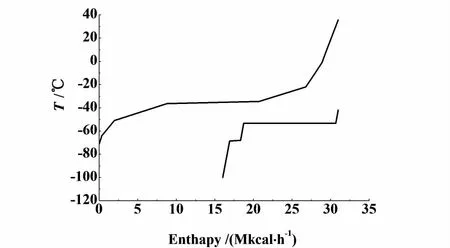
图2 换热网络复合曲线Fig.2 Com posite curve of heat exchange network
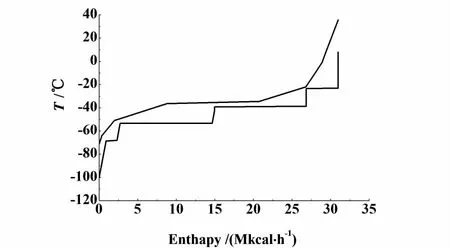
图3 换热网络平衡复合曲线Fig.3 Balanced com posite curve of heat exchange network
在换热网络的优化中最小传热温差△Tmin的选取十分重要。对于一个初始的换热网络进行设计时,△Tmin选取的越小,则整个系统热回收量越大,但所需换热面积将增大,设备投资费用将增加;而△Tmin选取较大,换热面积虽然减小,但系统回收的能量减少,公用工程的消耗量将增加,即操作费用将提高。△Tmin的选取决定了换热网络平衡复合曲线上冷、热物流曲线的相对位置,进而决定了最小的冷、热公用工程的用量。因此,△Tmin值应综合考虑设备投资及公用工程消耗,同时结合实际的设备工艺参数选取。一般可以选取合理的初始经验值,普通的列管式换热器,△Tmin一般在10℃或者20℃[8],对于单位体积换热面积比较大的板翅式换热器,制造厂家一般推荐△Tmin为2℃,在换热网络的设计与分析过程中可根据优化目标进行调整。
热泵系统中涉及的能量利用全部为低温位能量,为增加能量的回收率,本系统中部分换热器(如E-103)使用了板翅式换热器,因此选取最小传热温差△Tmin初始值2.0℃,由软件计算得到,夹点温度范围为 -21.4℃ 至 -23.4℃。这表明在理想状况下,此时系统能量回收可达最大值,公用工程用量最小。
图4为利用Aspen Energy Analyzer软件生成的换热网络图。
由图4及计算结果可知,现有的换热网络中存在着两台跨夹点换热的换热器 E-103和 E-104,跨越夹点的传热负荷为2.09 k J/h,这将导致公用工程的用量超过理想的最小值,进而影响整个系统的热量回收,这表明此换热网络还可进一步优化。从计算结果可知,换热器E-104跨夹点的传热值很小,接近于0,大部分的跨夹点的传热是由换热器 E-103造成的,热流股 SH4/5/6经换热器 E-101和 E-102冷却至-12℃后,和换热器E-103换热由-12℃冷却到了-36.5℃,存在跨夹点换热。因而可考虑增加一台换热器E-NEW,用丙烯冷剂先将热流股冷却至-21℃,这可以减少换热器 E-103的负荷,采用此方案得到新的换热网络,见图5,得到跨夹点传热负荷为0。
对增加换热器E-NEW前后的公用工程消耗量进行了核算,列于表2。由表2中数据可知,增加换热器E-NEW后10 MPa蒸汽和冷却水的用量均可节约,按照当地的公用工程价格折算后每年可节约资金29.3万元。而为实现换热目标新增这台换热器为板翅式换热器,购买此换热器及相关辅助管线、阀门和施工等的费用超过300多万,回收周期超过10年。因此,如果在本段工艺中增加此板翅式换热器,既增加了系统的复杂性,又增加了系统的投 资,器,既增加了系统的复杂性,又增加了系统的投资,经综合考虑费用及装置操作、运行等因素,在最终设计方案中确定不增加此换热器。
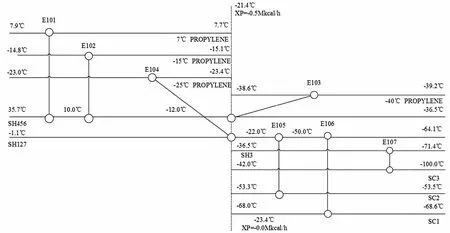
图4 热泵系统换热网络图Fig.4 Heat exchange network diagram of heat pum p system
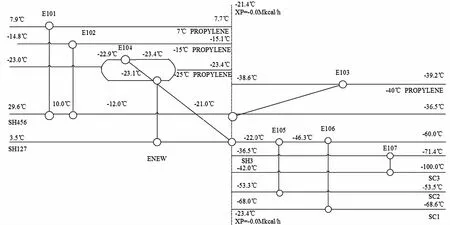
图5 增加换热器后的换热网络图Fig.5 Heat exchange netw ork diagram with heat exchanger
此外,设计过程中还核算了乙烯塔采用不同操作压力时的能耗情况。合理的乙烯塔操作压力取决于乙烯压缩机的级数、各级冷剂的温位及相关的工艺路线等。系统乙烯塔T-1的操作压力为0.41 MPa(a),将塔压提高0.05 MPa后,其它工艺参数也将随之发生相应的变化,各股物流的流量发生变化,塔顶温度升高,即此温位冷剂温度将升高(由-76升至 -72℃),使用此温位冷剂的用户热侧出口温度升高。此外,由于乙烯塔压力增加,乙烯压缩机一段排出压力也需增加;为维持乙烯塔底再沸器E-105两侧合理的温差,二段出口压力需相应增高,根据乙烯气液平衡蒸馏曲线的斜率变化可知,二段增加的绝对值要比一段高一些,经计算,二段出口压力增加值为0.17 MPa,乙烯压缩机三级排出压力不变,造成三级压缩机出口和进口压力比降低。提高乙烯塔压力0.05 MPa前后能耗的对比列于表3。结果表明,提高塔压,虽可减少公用工程的消耗量,但随着乙烯塔压力的不断升高,压缩机的各级压缩比分配将偏离合理区间,同时还会引起部分换热器的面积增加,导致投资增涨,较高的乙烯塔T-1操作压力不合理,最终确定维持较低的乙烯塔压力0.41 MPa(a)。
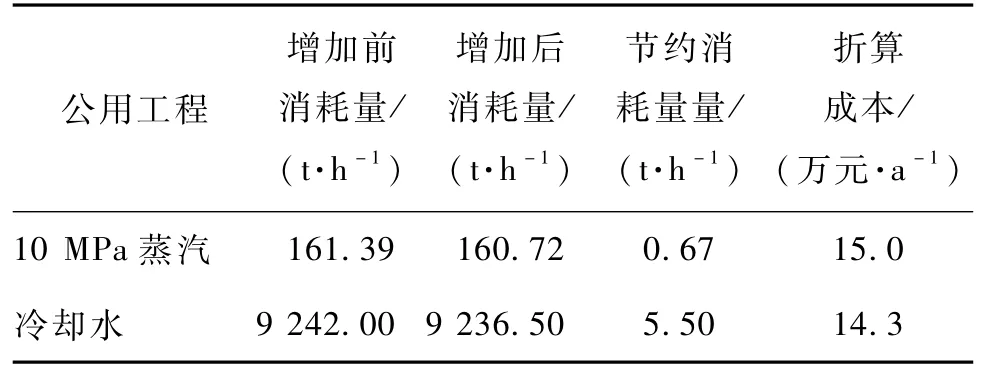
表2 增加换热器E-NEW前后的成本核算Table 2 Consum p tions of heating and cooling utility with heat exchanger E-NEW
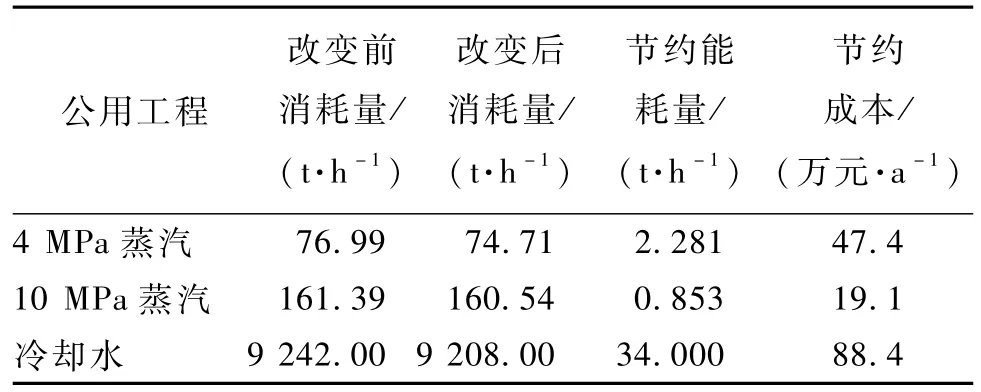
表3 改变塔压前后的公用工程消耗量Table 3 Consum p tions of utility change the p ressure before and after
3 结论
对乙烯装置热泵系统换热网络进行了分析,并提出了优化节能的方法,如增加换热器,虽可消除跨越夹点换热,但其投资费用较高,经核算确定不增加此换热器;而提高乙烯塔的操作压力,虽可使装置能耗降低,但综合考虑投资费用、操作费用及压缩机设计的合理性,确定维持低压塔操作。综上,在工艺设计过程中,不能单纯追求低能耗,而应综合考虑设备投资、操作费用、投资回收周期及施工布置等因素,从而得出合理的设计方案。
[1]Linnhoff B,Flower J R.Synthesis of heat exchanger networks[J].AIChE,1978,24(4):633-642
[2]高维平,于为人,韩方煜.智能法合成最优换热网络[J].化工学报,1990,41(3):353-363 Gao Weiping,Yu Weiren,Han Fangyu.An artificial intelligence approach to the synthesis of optimized heat exchanger networks[J].Journal of Chemical Industry and Engineering(China),1990,41(3):353-363(in Chinese)
[3]杨莹,高维平.换热网络的分析 [J].计算机与应用化学,2004,21(1):135-140 Yang Ying,Gao Weiping.Analysis of heat exchanger network [J].Computers and Applied Chemistry,2004,21(1):135-140(in Chinese)
[4]高维平.换热网络的流程模拟系统 [J].计算机与应用化学,1992,9(4):301-307 Gao Weiping.Process simulation system of exchanger networks[J].Computers and Applied Chemistry,1992,9(4):301-307(in Chinese)
[5]高维平,杨莹,栾国颜,等.具有任意结构换热网络的灵敏度分析 [J].计算机与应用化学,1998,15(3):158-164 Gao Weiping,Yang Ying,Luan Guoyan,et al.Sensitivity analysis of heat exchanger networks with various configurations[J].Computers and Applied Chemistry,1998,15(3):158-164(in Chinese)
[6]高海见,邢涛.甲基叔丁基醚裂解制高纯异丁烷换热网络优化 [J].化学工程,2010,38(10):82-85 Gao Haijian,Xing Tao.Optimization of heat exchanger network in producing high-purity isobutane by methyl tert-butyl ether cracking[J].Chemical Engineering,2010,38(10):82-85(in Chinese)
[7]詹世平.换热网络的夹点设计法 [J].化学工业与工程,1999,20(2):4-7 Zhan Shiping.Pinch point design method for heat exchanger network [J].Chemical Industry and Engineering,1999,20(2):4-7(in Chinese)
[8]Linnhoff B,Townsend DW,Boland D,et al.Pinch A-nalysis and Process Integration [M].Second edition.United Kingdom:Butterworth-Heinemann,2007
