2012年以来我国焊管行业的发展形势及几点建议
2014-01-23王晓香
王晓香
(中国金属学会轧钢分会焊管学术委员会,河北 青县062658)
1 2012年我国焊管行业形势回顾
1.1 2012年焊管产量增幅大幅回落
2011年,在世界经济发展停滞的情况下,我国焊管的发展形势却十分抢眼,焊管产量恢复快速增长,焊管月产量和全年总产量双双刷新历史最高纪录,焊管产量比2010年同期增长27.5%。但2012年以来,世界经济形势不佳对我国焊管的滞后影响终于显现,焊管产量增幅大幅回落。2012年全国焊管产量4 775万t,同比仅增加了534万t,增长率为12.6%,虽然保持了两位数的增长,但增速比2011年下降了14.90%,具体统计结果如图1所示。
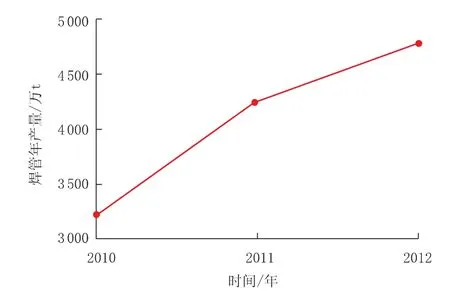
图1 我国2010—2012年焊管产量统计结果
1.2 焊管产能过剩与市场需求的矛盾更加突出
改革开放以来我国的经济高速发展,拥有十分巨大的钢管产能,远超市场实际需求。例如,目前全世界每年油井管的总消耗量约1 450万t,我国年消耗油井管约400万t,年出口油井管约250万t,而我国现有油井管年加工能力已远超过1 000万t;我国大直径输送钢管的年需求量约为300万t,出口约200万t,而我国高质量油气输送用管线管的总产能已超过1 200万t。我国焊管总产能已超过6 000万t,实际产量为4 775万t,表观消费量4 426万t,产能利用率为79.58%,低于国际产能利用率评价下限的标准(80%),产能明显过剩[1]。尽管2012年西气东输三线、中贵线、中缅管道和中亚C线等管道项目有较大需求,但同时又有一批焊管生产线陆续建成,特别是新疆地区新建的焊管生产线均已建成投产。除此之外,各地还有一些大直径焊管生产线正在建设之中。市场需求与产能过剩的矛盾愈加突出,焊管产品同质化竞争激烈,企业销售异常困难,焊管价格大跌,效益持续下降。
1.3 焊管出口率继续下降
我国焊管产量逐年递增,国内市场趋于饱和。为了解决焊管产能过剩与国内焊管市场极度饱和的严重矛盾,我国焊管企业积极开拓国际市场,在国家焊管出口退税政策的推动下,焊管出口量迅速增加。2007年焊管出口比例曾经达到创纪录的19.85%,高峰月出口量近60万t。但由于出口产品普遍技术含量不高,企业之间主要依靠低价竞争争夺市场份额,焊管出口屡遭美国、加拿大等国的反倾销举措限制,被征收高额惩罚性关税,焊管出口退税政策也被取消,焊管出口大幅下跌。2009年以来,焊管出口率一直徘徊在8%左右,2011年下降到7.95%。2012年,即使在焊管产量增幅大幅下降的形势下,焊管出口的增长仍然低于产量的增长,致使焊管出口率不但不能继续保持在8%的低水平上,而且进一步下降到7.75%。图2所示为2006—2012年我国焊管出口率的变化情况。
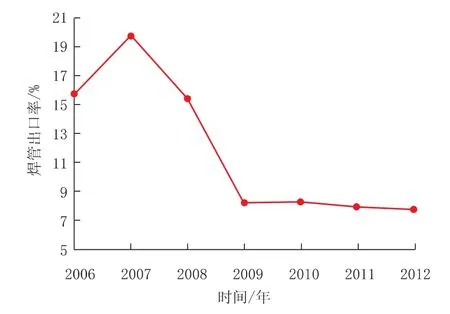
图2 我国2006—2012年焊管出口率统计结果
2 2012年以来我国焊管产业结构调整与新产品开发的新进展
2012年以来,焊管企业在优化产业结构方面继续做出了艰苦的努力。为了改善机组布局过于集中、距离西北油气资源地区运距过长、与原材料板材产地或出口港口距离较远的局面,在调整布局、接近市场、接近原料产地和接近出口口岸方面都取得了一些成绩。位于新疆的几套大直径螺旋焊管机组已陆续建成,在湘钢、唐钢的焊管机组和江苏连云港、福建可门港的焊管机组也在建设之中。
新产品开发取得显著成绩。特别是X70和X80大应变钢管的开发成功,结束了我国大应变钢管依赖进口的局面,使我国大直径X80天然气输送管线所需的钢管和管件完全实现了国产化;成功开发并批量生产了南海荔湾深海天然气管道用直缝埋弧焊管;中石油启动了第三代高钢级大输量管道重大科技专项的攻关,在X90/X100超高强度管线钢管开发和大直径输气钢管研制方面取得了显著进展,业已完成了X90超高强度管线钢管和X80 φ1 422mm大直径输气钢管的单炉试制;0.8设计系数的φ1 219mm大直径输气钢管已完成试制,实现大批量生产;成功开发出了φ813mm×48mm 和φ1 067mm×42mm 电站再热蒸汽冷端用直缝埋弧焊管。
在HFW焊管方面,HFW连续油管新产品开发和热张减高品质HFW油套管产品有了新进展;Q460E钢级φ335.6mm×11.1mm直缝焊管、HFW 450(相当于X65)直缝海底管线管均已实现批量供货;Q345B厚壁φ 660mm×22mm结构管、Q345钢级396mm×278mm×20mm机械工程用矩形管、φ244.5mm×10.1mm煤浆输送用管先后开发成功;φ 89~φ 913mm电力铁塔用结构管已批量生产;成功开发700QZ钢级高强度汽车传动轴用电焊钢管和大规格高精度皮带运输机用托辊管和船用HFW焊管[2]。
焊管机组的信息化水平继续提高,一些重点焊管企业正在进行MES系统的开发和应用。螺旋焊管预精焊技术在我国获得进一步发展,目前我国已建和在建的螺旋焊管预精焊机组已接近10套,跃居世界前列。
3 2013年1—9月我国焊管行业发展趋势
3.1 产量增长缓慢 增幅继续回落
由于受到2013年几条重要的天然气管道暂未开工的影响,使得大直径天然气管线钢管的产量显著减少。2013年1—9月,全国焊管产量为3 742.20万t,同比净增长320.80万t,增长率为9.4%,增速已回落到1位数的水平。图3为我国2012年和2013年1—9月焊管月产量统计结果。
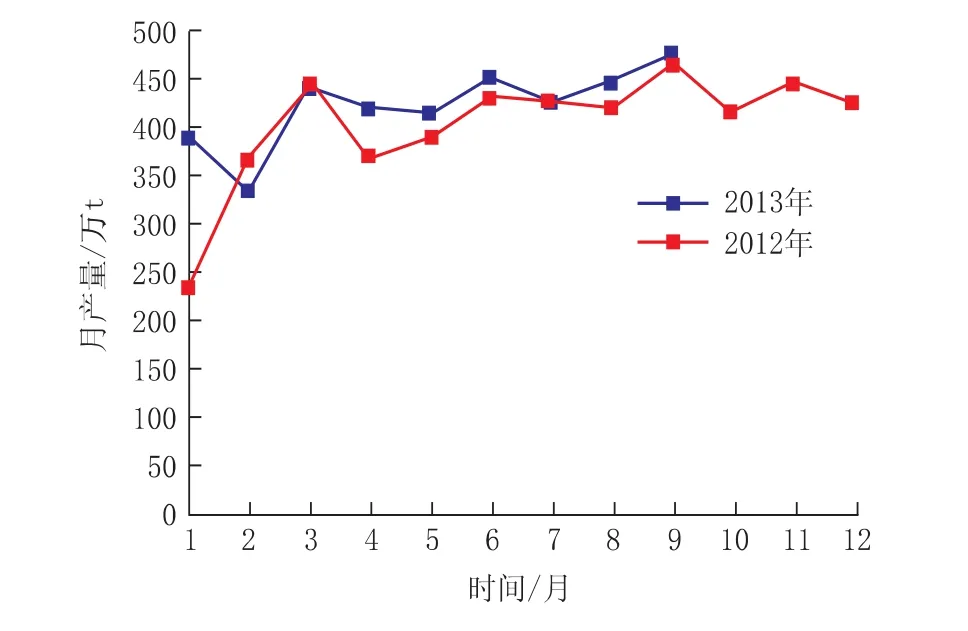
图3 我国2012年和2013年1—9月焊管月产量统计结果
3.2 出口增速显著降低 出口价格继续下滑
2013年1—9月份,焊管出口量296.98万t,同比净增8.06万t,增长2.79%,与2012年同期增速14.21%相比,回落11.42%。同时,出口均价为1 052.64美元/t,同比下跌31.44美元/t。管线钢管出口141.70万t,下降4.94%,焊接油井管出口仅3.24万t,较2012年同期下降38.12%,只有其他焊管出口有较大增长。管线钢管出口均价为1 050.60美元/t,同比下跌6.7%,同时考虑美元对人民币的贬值因素,出口价格下降幅度更大。
4 2014年我国焊管发展形势预测
2013年以来,国内经济形势总体逐步回暖。第一季度国内经济增长7.7%,较年初的目标7.5%略有增长,固定资产投资增长的目标由2012年的16%提高到2013年的18%。能源市场用管需求依旧旺盛,石油天然气的用管需求在能源需求用管中仍占主导地位。随着全球油气勘探投资的进一步扩大,我国天然气的供需缺口进一步增大,对石油天然气用管的需求仍保持增长态势,将继续拉动钢管的总体需求。国内推进城镇化建设,仍是拉动钢管市场需求的最大 “亮点”。
2013年下半年,西气东输三线中段(中卫—吉安)、陕京四线等天然气长输管道项目陆续启动。西气东输三线的中卫—吉安段干线全长为2 016 km,管径1 219mm,钢级X80,用管量约120万t;陕京四线干线全长1 066 km,管径1 219mm,钢级X80,用管量约60万t。虽然钢管的招标因故推迟,但2014年预计会开工建设。从土库曼斯坦引进300亿m3天然气的中亚D线管道也将开工建设。这些主干线及其支干线、支线和配套管网的建设,将推动焊管市场逐渐好转。
在经历 “11·22”青岛东黄管线复线发生管道爆炸的惨痛事件后,油气管道的安全性引起党和国家的高度重视,正在组织有关部门对在役油气管道进行安全大检查。由于该事故管道已服役27年,同期及以前建设的油气管道的安全性更是重中之重。服役管道经在线检测及安全评估后,势必要更新和替换一大批服役期近30年的油气管道,这对制管企业可以说是利好消息。当然,管道的质量要求会更加严格,工艺和质量不完备、质量管理水平低的企业将被拒之门外。可以预测2014年我国焊管形势将逐步好转。
5 建议
为了应对当前焊管行业面临的严峻形势,建议焊管企业应在如下方面着手应对。
5.1 努力开发高附加值焊管产品
当前,国内外市场对清洁能源的需求依然强劲,国际上油气输送管道建设仍然保持较好的发展趋势,对产品质量和可靠性的要求不断提高。如深海管线、酸性介质输送管线等高端市场仍然被欧洲、日本制管企业牢牢控制。如著名的波罗的海海底管线—北溪管道,钢管用量220万t,其中75%的供货订单被欧洲钢管公司取得;最近,澳大利亚 “耶稣鱼”气田海底管道,欧洲钢管公司取得了41万t订单,占供货量的60%;著名的俄罗斯巴甫年科沃—乌恰天然气管道,在俄罗斯首次采用类似于X80的K65钢级钢管,管径1 420mm,输送压力11.8 MPa,欧洲、日本和俄罗斯的钢管公司取得了供货资格。以上管线我国管厂均未能染指。这些管道均用于海底、高寒和酸性服役条件,钢管壁厚大,几何尺寸精度要求高,最重要的是要求制管企业具有极强的钢管质量保证能力。
据悉,我国有关方面正在启动X80钢级大直径、厚壁天然气干线用焊管的批量试制,一级地区X80级 φ1 422mm×21.4mm螺旋和直缝埋弧焊管以及二级地区X80级 φ 1219mm×22mm螺旋埋弧焊管的开发将成为热点。X80超厚卷板和宽幅平板的开发是关键,要满足低温韧性要求具有挑战性。因此,有志于开发此类新产品的企业要与冶金企业紧密联合,协同攻关。不仅要开发出符合要求的产品,而且要开发出强有力的配套装备,完善电子化、信息化质量管理系统。要积极 “请进来”,邀请潜在的项目业主见证我们的开发成果,并积极开展对外宣传,使开发成果为重要客户所知晓。
5.2 积极推动焊管企业装备升级改造
当前,国内外管道建设出现了对大直径厚壁钢管的强劲需求,如φ1 422mm的X80大直径焊管、φ 1 219mm×22mm的X80螺旋焊管等,对焊管企业现有能力提出严峻挑战。有些焊管企业已在着手进行设备能力的再次改造和提升,特别是螺旋焊管的矫平机、成型机、焊接设备和水压试验机的改造,推广应用预精焊技术,使之能够适应超厚壁螺旋焊管的市场需求。
相关企业及科研院所应紧跟焊管厚壁化的趋势,开发适应厚壁钢管检测的无损探伤设备和力学性能试验设备,积极进行钢管几何尺寸的激光自动检测设备的开发,提高钢管几何尺寸精度的控制水平。
在增强企业硬件设备能力的同时,还要注意企业电子化、信息化等质量管理系统的建设和不断完善。
5.3 积极开拓国际高端管线钢管市场
近年来我国焊管新增产能多为大直径输送钢管产能,机组配置较高,具备向国际油气输送钢管市场进军的硬件能力。而我国管线钢热轧卷板和宽厚板的产能也已位居世界第一,钢价的下跌为管线钢管出口创造了有利条件。有条件出口的焊管企业应积极联合钢铁冶金企业共同开拓新兴市场,扩大中高端焊管出口。
为了在国际中高端管线市场占有一席之地,我们要学习印度和土耳其焊管企业的做法,以世界各国的油气公司为潜在用户,邀请他们到企业考察,积极做好用户认证工作。许多印度的制管企业,已取得了世界各国数十个油气公司的认证,无论国家大小,都积极争取认证。在中缅油气管道钢管投标时,我们惊奇地发现,有些印度制管企业已经取得了缅甸国家石油公司的产品认证,而我国制管企业却都没有取得该项认证。至今,我国优秀的制管企业取得的国外石油公司的认证也没有印度企业那么多。这可能也是我国的焊管出口率不到8%,而有的印度制管企业出口率达到50%以上的重要原因之一。
我国焊管企业必须苦练内功,努力提高质量控制水平,以优良的产品质量和优质的服务赢得用户的认可和信赖,同时应与国内各个钢厂进行密切的合作,从而争取在国际中高端管线市场有所突破。
5 结 语
2012年以来,由于国际经济停滞不前,国内经济增速显著放缓,焊管企业遇到了十分困难的局面,产量和出口增速显著降低。焊管企业要冷静分析当前形势和动向,慎重决策,调整发展战略,严格控制新增产能投资,将投资转向企业技术改造和装备升级,提高信息化水平。同时要积极开发新产品,努力实现差异化生产,提高产品质量和信誉度,降低成本,提高企业竞争力,争取将焊管出口率首先提高到11%(钢管行业“十二五”发展规划纲要要求的水平),进而继续努力,提高到15%左右。有条件的企业要争取走出去,在目标市场区域建厂,以规避贸易壁垒,提高国际市场占有率。
[1]李强.在中国钢结构协会钢管分会六届二次理事(扩大)会议上的报告 [EB/OL].(2013-04-13)[2013-04-19].http://www.cpi.org.cn/steeltube/servlet/XSTLT.fhynews.servlets.NewsfhyInfo?item_code=004.
[2]严泽生.在中国钢结构协会钢管分会五届四次理事(扩大)会议上的工作报告[EB/OL].(2012-02-31)[2013-04-05].http://www.cpi.org.cn/steeltube/servlet/XSTLT.fhynews.servlets.NewsfhyInfo?item_code=004.
