X65/316L与AISI4130/Inconel625复合管焊接接头力学性能及腐蚀行为研究
2014-01-23吴星东谢树军
吴星东,谢树军
(湛江南海西部石油合众近海建设有限公司,广东 湛江524000)
0 前 言
随着钢管制造工艺的逐渐成熟,具有优良综合性能的双金属复合管在油气运输行业得到了广泛的应用[1-2]。针对较为恶劣的油田腐蚀环境,双金属复合管的衬管采用耐腐蚀性能优异的金属材料;基管采用刚度和强度优异的碳钢材料,以提高复合管的综合性能,同时也可以降低油气运输管道的建设成本[3]。
目前,油气运输行业已经使用的双金属复合管型号有 AISI4130/Inconel625, 20/0Cr18Ni9,X65/316L,F65/316L,X65/Inconel625和F65/Inconel625等。在不同的腐蚀介质环境中,不同型号的复合管表现出的使用性能各异。但是,无论哪种型号的双金属复合管,在其实际应用过程中都必然涉及到焊接过程。由于焊接缺陷的存在以及焊接接头组织和性能的变化,使得此区域成为整个油气输送管道的薄弱位置。尤其是一些特殊条件下,需要将不同型号的复合管进行焊接使用,这就使得对复合管焊接接头的力学性能和腐蚀性能的研究显得更为重要[4-5]。
曾德智[6]等根据腐蚀环境特点和防腐技术要求,开展了双金属复合管及其焊缝的耐蚀性能研究,建立了焊缝耐蚀性能评价方法,为双金属复合管在油气田环境中的实际应用提供了技术依据。王能利[7-8]等研究了20/0Cr18Ni9复合管焊接工艺和接头的抗腐蚀性能,结果表明采用钨极氩弧焊和超低碳奥氏体不锈钢焊丝获得的焊缝成形良好,焊缝成分和金相组织能保证复合管在使用过程中的强度和抗腐蚀性能要求。宗广霞[9]等采用电化学方法研究了X65/316L电偶在模拟油田产出水环境中的电偶腐蚀行为,结果表明在pH值为7.15的模拟油田产出水中,两种材料的电偶腐蚀效应随着阴阳极面积比的增加而增大。徐连勇[10-12]等在模拟CO2腐蚀环境中,采用高温高压釜对X65/316L机械复合管焊接接头的CO2腐蚀行为进行了试验研究,为其实际应用提供理论依据。但是,已报道的文献研究中,对于新型AISI4130/Inconel625复合管焊接接头性能的研究较少,特别是针对不同型号双金属复合管焊接接头性能研究鲜见报道。
本研究以X65/316L与AISI4130/Inconel625复合管焊接接头为研究对象,采用ERNiCrMo-3焊丝实现两者的焊接,针对相应的工作环境,研究该复合管焊接接头的力学性能和腐蚀性能行为,为X65/316L与AISI4130/Inconel625复合管焊接接头在石油运输行业中的应用提供理论帮助。
1 试验材料及方法
1.1 试验材料
本试验焊接的复合管型号是X65/316L与AISI4130/Inconel625复合管,规格为φ152mm×17.3mm,采用焊丝的型号为ERNiCrMo-3。
1.2 试验方法
1.2.1 力学性能试验
复合管焊接试样力学性能试验执行DNV-OSF101—2007标准。拉伸试样尺寸为12.50mm×9.50mm。为了考察采用ERNiCrMo-3焊丝焊接复合管焊缝金属的力学性能,按照标准要求进行全焊缝拉伸试验。复合管焊接接头冲击试样缺口位置按要求分别开在焊缝中心、熔合区、距熔合区2mm处及距熔合区5mm处,试样缺口轴线垂直焊缝表面,冲击试验温度为-10℃。采用HVA-10A型维氏硬度计测量焊接接头中焊缝、热影响区和母材三个区域的维氏硬度,载荷为10 kg。
1.2.2 腐蚀性能试验
采用CO2应力腐蚀试验和电化学腐蚀试验考察复合管焊接接头的耐腐蚀性能。CO2应力腐蚀试样尺寸为115mm×15mm×5mm,试样表面经过砂纸精磨达到1 000#,用酒精清洗试样表面,按照ASTM G39标准进行CO2应力腐蚀试验。试验溶液成分为:0.5%的CH3COOH,10%的NaCl,溶剂为蒸馏水。该试验CO2气体压力1.17 MPa,pH值保持在4.5±0.1范围内,在 (75±2)℃下保温720 h。从焊管的12点、3点和6点位置各截取一个试样,采用四点弯曲应力加载形式,试验夹具是由SUS316不锈钢制成,保证夹具在试验过程中不受腐蚀。
复合管焊接接头电化学腐蚀试验按照ASTM G5标准进行。首先对环焊缝管接头进行机加工,分别从母材、焊缝金属和热影响区中截取圆柱形试样,厚度为4mm,直径为8mm,腐蚀面积为0.502 cm2。热影响区试样的测试表面应全部落在热影响区内。将试样表面磨至1500#砂纸,用丙酮清洗除油,最后在蒸馏水中清洗。制备3.5%NaCl溶液以模拟海水环境。试验前对腐蚀溶液通氮气1 h以充分除氧。
2 试验结果与分析
2.1 力学性能试验
采用ERNiCrMo-3焊丝焊接X65/316L与AISI4130/Inconel625复合管焊接接头抗拉强度为(583±5)MPa,断裂发生在X65/316L母材基体,结果表明焊接接头的薄弱位置发生在母材基体,即焊缝的性能优于X65/316L母材。为了表征焊缝金属的力学性能,使用全焊缝拉伸试验测试X65/316L与AISI4130/Inconel625复合管焊缝金属性能。全焊缝拉伸试验测试后的试样形貌如图1所示,结果见表1。从表1可以看出,焊缝金属的屈服强度达到441.4 MPa,抗拉强度为725.9 MPa,延伸率达到37.67%。

图1 试验用复合管接头全焊缝拉伸试样照片

表1 试验用复合管接头全焊缝拉伸试验结果
图2所示为X65/316L与AISI4130/Inconel625复合管焊接接头冲击试样缺口位置示意图,冲击试验结果见表2。从表2可以看出,在-10℃试验条件下,焊缝冲击吸收功平均值为157 J;焊接接头在X65/316L侧距熔合区5mm处冲击吸收功最大,达到272 J;在AISI4130/Inconel625母材侧距熔合区2mm处冲击吸收功最小为65 J,表明焊接接头在此区域的脆性最大。
硬度是衡量材料弹性、塑性、强度和韧性等力学性能的综合指标,试验采用如图3所示的测点位置,表征复合管焊接接头的硬度变化,测试结果见表3。从表3看出,AISI 4130/Inconel625母材的硬度高于复合管X65/316L的硬度;靠近AISI4130/Inconel625母材侧热影响区的硬度值明显高于复合管自身的硬度,并且在整个复合管焊接接头区域中的硬度值最大,说明此复合管受焊接热循环的影响严重;复合管X65/316L侧热影响区的硬度值变化不明显,与母材自身硬度相当;此外,整个焊接接头在焊缝处并没有显著变化,硬度值呈现梯度过渡。
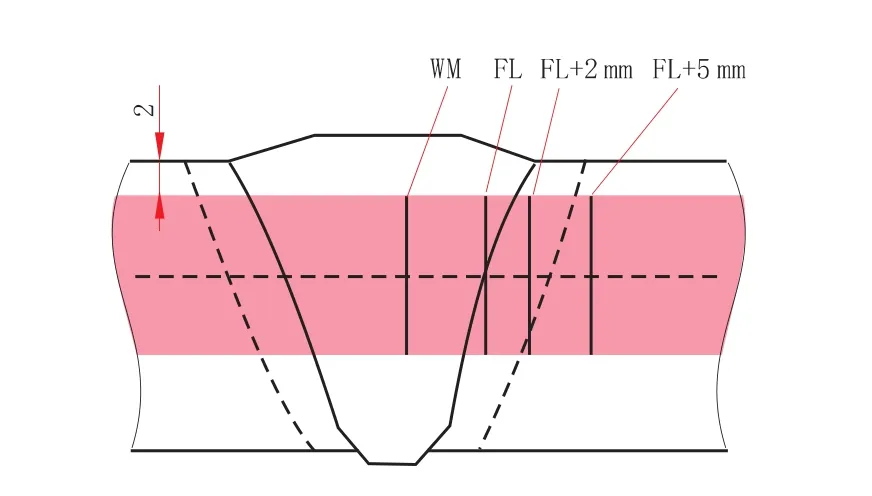
图2 冲击试样缺口位置示意图
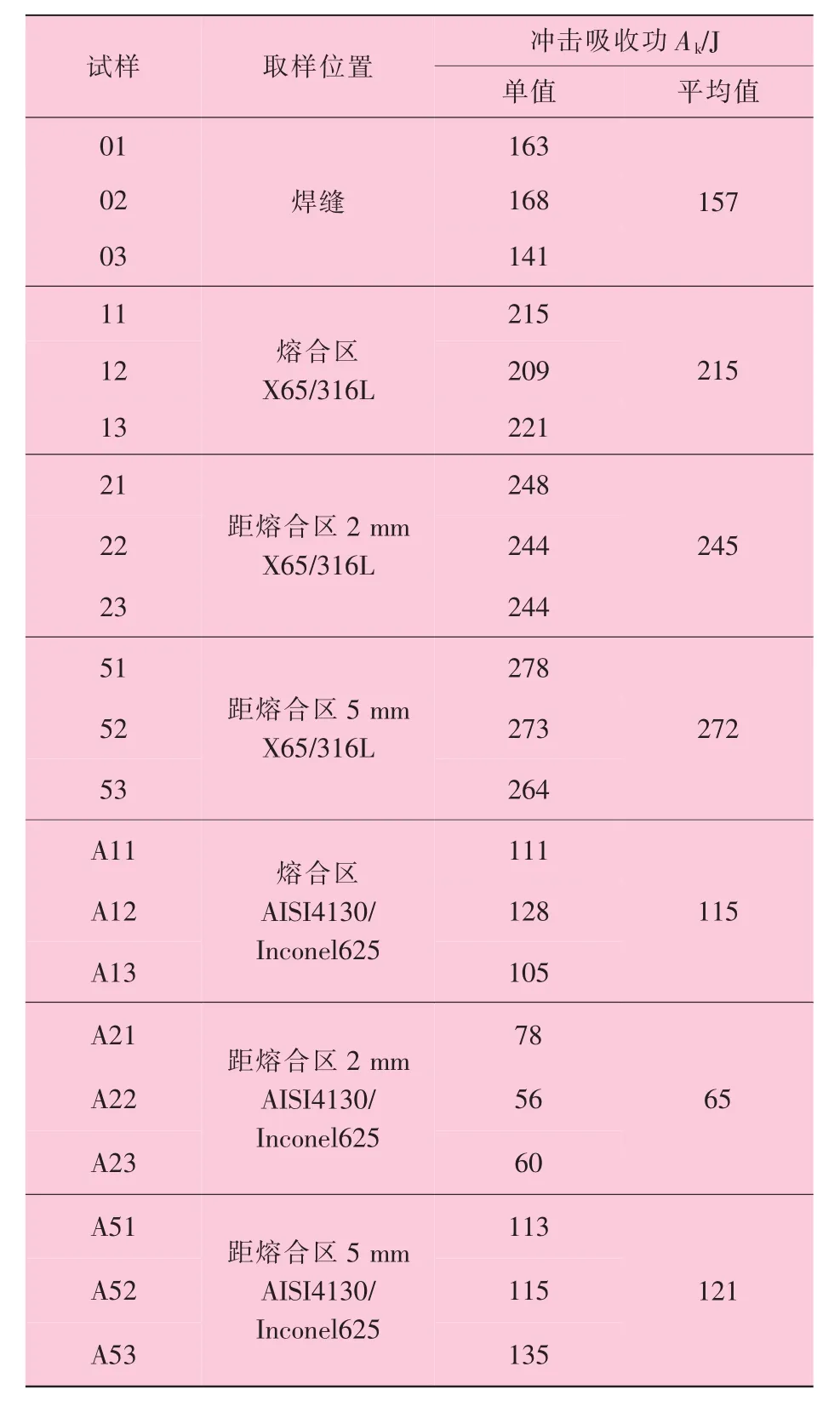
表2 试验用复合管焊接接头冲击试验结果
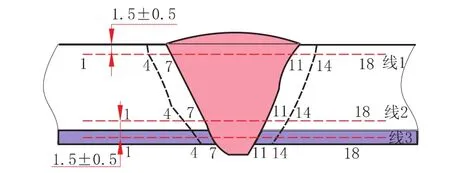
图3 复合管焊接接头硬度测试点位置示意图

表3 复合管焊接接头硬度(HV10)测试结果
2.2 CO2应力腐蚀试验结果与分析
CO2应力腐蚀试验后,刷洗试样表面以去除表面腐蚀后残留的脏污,观察试验后试样表面形态,如图4所示。从图4可以观察到,试样在溶液温度为75±1℃情况下,CO2分压为1.17 MPa,溶液pH值为4.5并持续720 h,四点弯曲抗CO2应力腐蚀在母材和焊缝处均未出现裂纹,即复合管焊接接头具有良好的抗CO2应力腐蚀的性能。
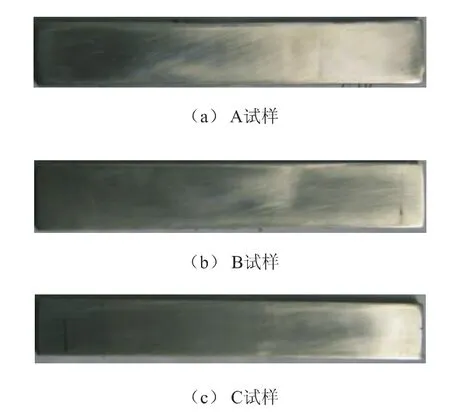
图4 CO2应力腐蚀试验后试件情况
2.3 电化学腐蚀试验结果与分析
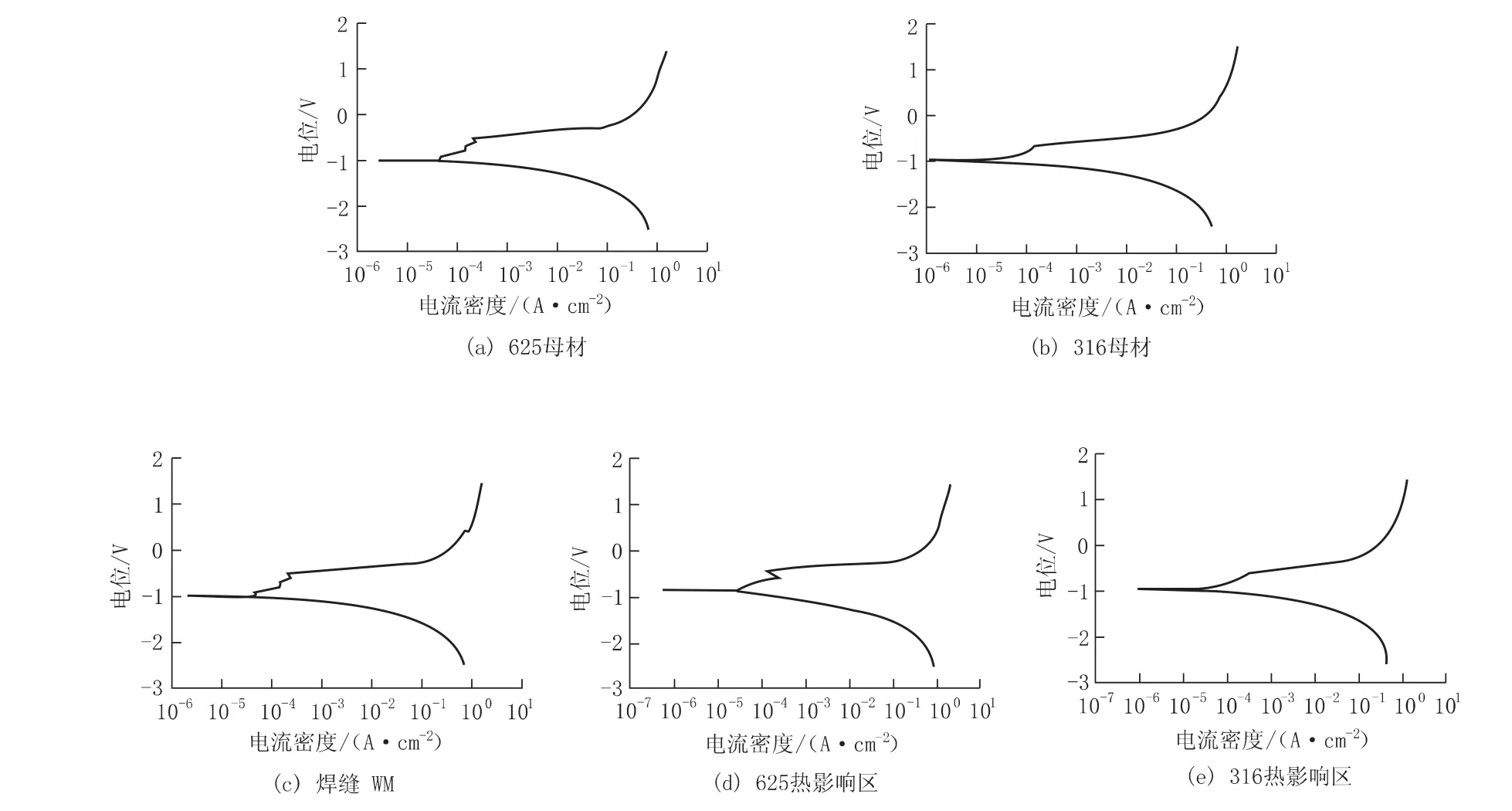
图5 复合管焊接接头电化学试验的极化曲线

表4 复合管焊接接头经电化学腐蚀试验结果
复合管焊接接头的电化学腐蚀试验的极化曲线如图5所示,试验结果见表4。从表4可以看出,复合管焊接接头中Inconel625母材的腐蚀速率最大,达到0.535 02mm/a;焊缝金属的腐蚀速率为0.400 35mm/a,低于Inconel625母材的腐蚀速率,高于316L母材腐蚀速率(0.114 06mm/a);热影响区的腐蚀速率低于焊缝金属的腐蚀速率。以上结果表明采用ERNiCrMo-3焊丝焊接X65/316L与AISI4130/Inconel625复合管焊接接头抗电化学腐蚀性能优良,热影响区和焊缝耐蚀性与母材相当。
3 结 论
(1)采用ERNiCrMo-3焊丝焊接X65/316L与AISI4130/Inconel625复合管焊接接头的抗拉强度为583±5 MPa,断裂发生在X65/316L母材基体;采用全焊缝拉伸试验测量焊缝金属的屈服强度达到441 MPa,抗拉强度为725 MPa,延伸率达到37.67%。
(2)在-10℃试验条件下,复合管焊缝冲击吸收功平均值为157 J;焊接接头在X65/316L母材侧距熔合区5mm处冲击吸收功最大,达到272 J;在AISI4130/Inconel625母材侧距离熔合区2mm处冲击吸收功最小为65 J,表明焊接接头在此区域的脆性最大。
(3)复合管焊接接头中AISI4130/Inconel625母材侧热影响区的硬度值明显高于复合管自身的硬度,并且在整个复合管焊接接头区域中的硬度值最大,说明此复合管受焊接热循环的影响严重;复合管X65/316L侧热影响区的硬度值变化不明显,与母材自身硬度相当。
(4)在溶液温度为75℃情况下,CO2分压为 1.17 MPa,溶液 pH值为 4.5并持续 720 h,X65/316L与AISI4130/Inconel625复合管焊接接头四点弯曲抗CO2应力腐蚀在母材和焊缝处均未出现裂纹,即复合管焊接接头具有良好的抗CO2应力腐蚀的性能。
(5)采用ERNiCrMo-3焊丝焊接X65/316L与AISI4130/Inconel625复合管焊接接头抗电化学腐蚀性能优良,焊缝金属的腐蚀速率低于Inconel625母材的腐蚀速率,但是高于316L母材的腐蚀速率;热影响区的腐蚀速率低于焊缝金属的腐蚀速率,热影响区和焊缝的耐蚀性与母材相当。
[1]张宝庆.双金属复合管的制造技术浅析[J].机电工程技术,2009,38(03):106-108.
[2]周声结,郭崇晓,张燕飞.双金属复合管在海洋石油天然气工程中的应用[J].中国石油和化工标准与质量,2011(11): 115-116.
[3]王小艳,张燕飞,潘建新,等.爆炸载荷对双金属复合管组织及性能的影响[J].热加工工艺,2013,42(16):67-72.
[4]ZHANG G A,CHENG Y F.Corrosion of X65 Steel in CO2-saturated oilfield Formation Water in the Absence andPresenceofAcetic Acid[J].Corrosion Science,2009,51(08):1589-1595.
[5]DANAEE I,KHOMAMI M N,ATTAR A A.Corrosion of AISI 4130 Steel Alloy Under Hydrodynamic Condition in Ethylene Glycol+Water+NO2-Solution[J].Journal ofMaterials Science and Technology,2013,29(01): 89-96.
[6]曾德智,杜清松,谷坛,等.双金属复合管防腐技术研究进展[J].油气田地面工程,2008,27(12):64-65.
[7]王能利,潘希德,薛锦,等.20/0Cr18Ni9复合管焊接工艺和接头的抗腐蚀性能[J].焊接,2003(05):23-26.
[8]王能利,柏朝晖,张希艳,等.20/0Cr18Ni9复合管手工电弧焊工艺研究[J].热加工工艺,2005(09):36-38.
[9]宗广霞,张洋,方军锋,等.X65/316L电偶对在模拟油田产出水中的电偶腐蚀行为[J].腐蚀与防护,2012,23(07):589-592.
[10]虞毅,徐连勇,韩永典,等.温度对 X65/316L机械复合管焊接接头 CO2腐蚀的影响[J].焊接技术,2011,40(05):9-12.
[11]张念涛,徐连勇,韩永典,等.X65/316L耐蚀合金内衬管焊接接头 CO2腐蚀行为研究[J].焊管,2012,35(01):7-12.
[12]孙建波,柳伟,常炜.低 Cr管线钢 CO2腐蚀产物膜的特征及形成机制[J].金属学报,2009,45(01):84-90.
