等壁厚螺杆钻具定子管挤压成形的有限元分析
2013-12-23郭明性孙兴伟
王 可,郭明性,孙兴伟
(沈阳工业大学 机械工程学院,辽宁 沈阳 110870)
0 引言
目前公认的螺杆钻具定子的加工方法是将橡胶浇铸在定子壳体的光滑内壁,橡胶衬套的内表面是螺旋曲面,橡胶层衬套厚薄不均。该螺杆钻具定子在工作时,容易导致定子过早失效,缩短了螺杆钻具的使用寿命。采用等壁厚螺杆钻具替代普通螺杆钻具,由金属取代了现有定子上的大部分合成橡胶,只围绕着壳内基础钢体的内表面固定了很薄的一层合成橡胶,从根本上解决了目前螺杆钻具因不等壁厚橡胶引起的问题。迄今,等壁厚螺杆钻具定子主要采用金属切削加工和铸造成型,由于两种加工的成本高,效率低,因此作者提出等壁厚螺杆钻具定子滚压成形技术。滚压成形技术将提高加工生产率,消除定子管的内部缺陷,节约材料,使得工件有较佳的综合力学性能,并达到一定的精度要求。[1,2]
1 有限元模拟的理论基础
1.1 影响挤压变形抗力的主要因素[3]
(1)组织的影响:当定子管被加热到约850℃时,发生相变,变形抗力会发生变化。
(2)变形温度对变形抗力的影响:温度升高,金属原子间结合力降低,变形抗力降低。
(3)变形速度对变形抗力的影响:变形速度的增大引起热效应增大,从而降低了变形抗力;另外,变形时间加快,使位错运动的发生与发展时间不足,又使变形抗力增加。冷变形时变形速度对应力影响较小;而在热变形时变形速度的提高将引起应力提高。
(4)变形程度对变形抗力的影响:随着变形程度的增加,将会产生加工硬化现象,提高变形抗力。
1.2 挤压变形的基本假设
由于定子管的挤压成形是一个较为复杂的过程,因此,为了得到有指导意义的解,在研究挤压成形的力学行为时,将采用以下假设进行处理[4,5]:①定子管是由连续介质组成的,内部不存在任何间隙;②定子管内各质点的化学成分、组织都是均匀并且相同的;③挤压成形中的外力指的就是表面力,即体积力为零;④将定子管的整体作为研究对象时,假设其处于平衡状态,当把该整体划分为有限个单元体作为研究对象时,每个单元体将仍处于平衡状态;⑤假设定子管受外力之前处于自平衡状态,即初始应力为零;⑥挤压变形为塑性变形,虽然体积也有微小变化,但相对塑性变形量来说是很小的,因此可忽略不计,即假设体积保持不变。
2 有限元模型的建立
本文建立了基于六滚轮挤压定子管过程的有限元模型,如图1所示,采用42CrMo钢作为定子管材料,壁厚为19mm。将6 个滚轮以管的中心线为轴心均匀分布,同步对钢管进行挤压。在不同的工件温度、滚轮外形、进给速度的情况下,采用不同管径的钢管,使得挤压后定子管截面的内轮廓线最大直径(大径)为Φ138mm,最小直径(小径)为Φ112mm。利用有限元分析软件可分析挤压成形过程中的三维流动,提供极有价值的工艺分析数据。
3 仿真结果分析
3.1 工件温度对定子管轮廓线和加工载荷的影响
图2为滚轮外形尺寸。图3、图4 为采用外形尺寸为R=5mm、θ=90°、D=100mm 的滚轮分别对温度为1 200 ℃和20 ℃的定子管以v=2mm/s挤压进给26mm 后的截面图和加工载荷曲线。对比图3、图4可以发现,温度对加工后定子轮廓线几乎没有影响,而对加工载荷影响较大。当T=1 200 ℃时,F≈120 kN;当T=20 ℃时,F≈250kN。模拟分析结果表明:温度越高,加工载荷越小。

图1 定子管滚压成形过程效果图
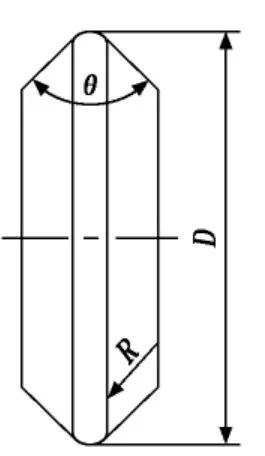
图2 滚轮外形尺寸
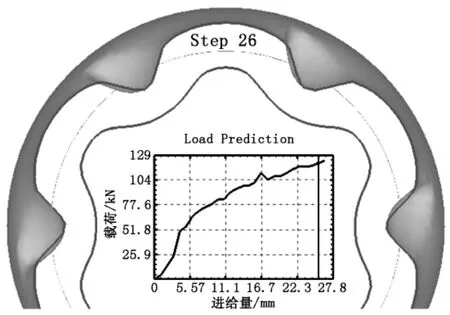
图3 定子管截面图和载荷曲线(T=1 200 ℃,v=2mm/s)
对本文中所给出的定子管进行挤压加工,可以在常温下进行(常温加工时不需要添加加热设备),载荷约为热加工时的2倍。
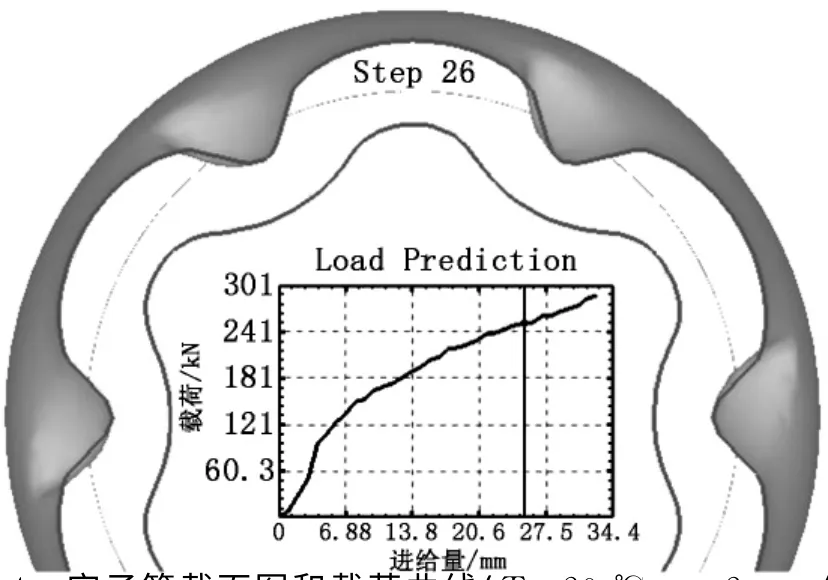
图4 定子管截面图和载荷曲线(T=20 ℃,v=2mm/s)
3.2 滚轮进给速度对定子管轮廓线和加工载荷的影响
图5、图6、图3、图7 为采用外形尺寸为R=5mm、θ=90°、D=100mm 的滚轮对温度为1 200 ℃的定子管分别以v=0.1 mm/s,v=0.14 mm/s,v=2mm/s,v=100mm/s挤压进给22mm 和26mm 后所得。对比图5、图6、图3、图7可以发现,进给速度对加工后定子管轮廓线有较大影响,当v=0.1mm/s时,轮廓线大径与加工前比较未发生收缩现象;当v=0.14mm/s时,略有收缩;而当v=2mm/s和v=100 mm/s时,则发生明显收缩,但二者轮廓线几乎没有区别。不同进给速度时加工载荷也有所不同,当v=0.1 mm/s和v=0.14mm/s时,F≈38kN;当v=2mm/s和v=100mm/s时,F≈120kN。

图5 定子管截面图和载荷曲线(v=0.1mm/s)
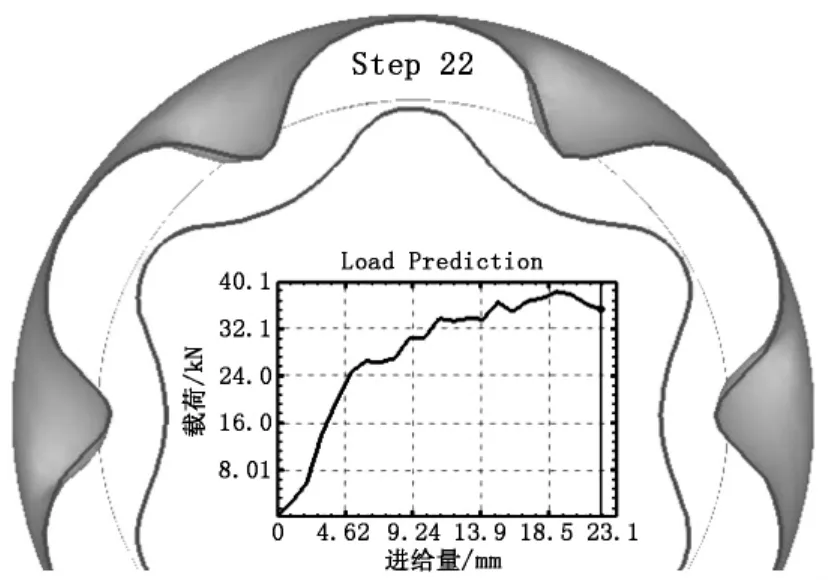
图6 定子管截面图和载荷曲线(v=0.14mm/s)

图7 定子管截面图和载荷曲线(v=100mm/s)
大量不同速度时的模拟分析结果表明:当v=0.1 mm/s左右某一值时,定子管内轮廓线大径不收缩,进给速度的微小变化对轮廓线影响很大,工作载荷也会发生变化;当v>va(va为0.1mm/s至1mm/s之间某一值)时,进给速度对加工后定子管轮廓线影响不大,工作载荷几乎不变。
若对本文中所给出的定子管进行挤压加工,速度可选择5mm/s~10mm/s的常速(虽然采用v=0.1 mm/s左右低速时,可以使定子内轮廓线大径不收缩,灵活控制内轮廓线,但采用液压缸进给时,速度不易准确控制,增加成本,难以达到预期目的)。
3.3 滚轮外形对定子管轮廓线和加工载荷的影响
图8、图3、图9为采用外形尺寸为R=5mm,D=100mm,θ=30°、90°、120°的滚轮对温度为1 200 ℃的定子管以v=2 mm/s 的速度挤压进给34 mm、26 mm、24mm 后所得。随着θ的增大,挤压点处壁厚增大,内轮廓线凸圆弧弧长减小,对加工载荷影响不大,F≈120kN。

图8 定子管截面图和载荷曲线(θ=30°)
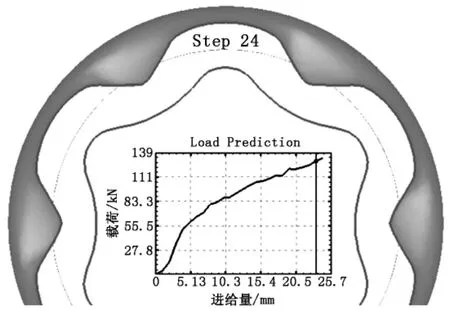
图9 定子管截面图和载荷曲线(θ=120°)
图3、图10为采用外形尺寸为R=5mm、θ=90°、D=100mm 和200mm 的滚轮对温度为1 200℃的定子管以v=2mm/s的速度挤压进给26mm、27mm 后所得。由图3和图10可知,D 对加工后定子管轮廓线影响不大,而对加工载荷有一定影响。当D=100mm时,F≈120kN;当D=200mm 时,F≈165kN。模拟分析结果表明:直径越大,加工载荷越大。
若对本文中所给出的定子管进行挤压加工,滚轮外形尺寸可采用R=5mm,θ=90°,D 可根据设计设备时的机械结构而定,尺寸不宜过大,以避免挤压力过大。
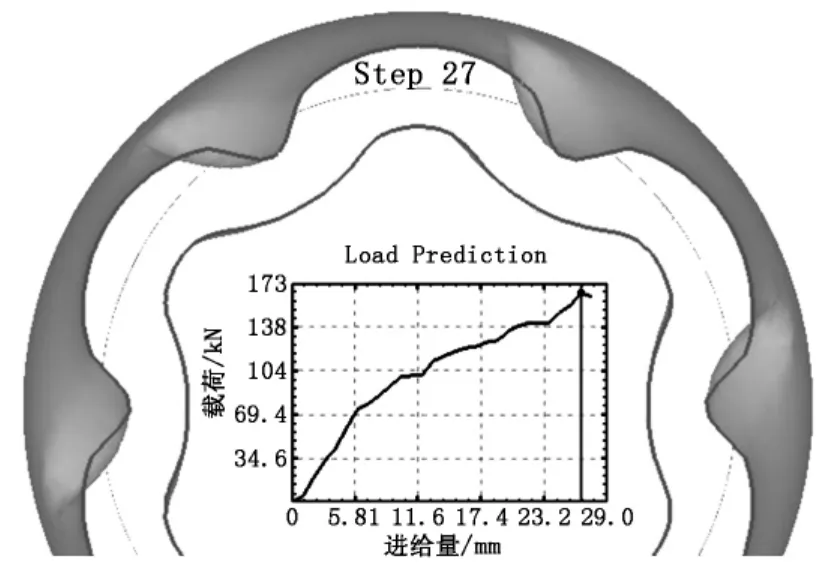
图10 定子管截面图和载荷曲线(D=200mm)
4 结论
本文利用有限元分析软件对定子管加工过程进行分析,得出工件温度、滚轮外形、进给速度对定子管轮廓线和加工载荷的影响,并针对给定的定子管确定出其加工条件。当进行不同规格定子管的挤压成形时,可以根据本文中的方法选择恰当的加工条件,建模后进行仿真分析,为该规格定子管滚压成形提供参考依据。
[1] 利弗·尼立克,吉姆·布伦南.螺杆泵与井下螺杆钻具[M].侯玉芳,译.北京:石油工业出版社,2009.
[2] 李茂.等壁厚螺杆钻具定子加工工艺研究[D].成都:西南石油大学,2006:1-7.
[3] 李连诗.钢管塑性变形原理[M].北京:冶金工业出版社,1985.
[4] 尹飞鸿.有限元法基本原理及应用[M].北京:高等教育出版社,2010.
[5] 张莉,李升军.DEFORM 在金属塑性成形中的应用[M].北京:机械工业出版社,2009.
