GMAW熔滴过渡高速摄像系统与熔滴边缘提取
2013-12-07贾存锋朱加雷焦向东杨晓锋
贾存锋 ,朱加雷,焦向东,乔 溪 , 杨晓锋
(1.北京工业大学机械工程与应用电子技术学院,北京 100124;2.北京石油化工学院能源工程先进连接技术北京市工程研究中心,北京 102600;3. 北京化工大学机电工程学院,北京 100029)
GMAW熔滴过渡高速摄像系统与熔滴边缘提取
贾存锋1,朱加雷2,焦向东2,乔 溪2, 杨晓锋3
(1.北京工业大学机械工程与应用电子技术学院,北京 100124;2.北京石油化工学院能源工程先进连接技术北京市工程研究中心,北京 102600;3. 北京化工大学机电工程学院,北京 100029)
为直观监测GMAW焊接熔滴过渡形式和熔滴大小,建立了熔滴过渡高速摄像系统。详述了背光光源选择、光路设计以及摄像装置调试等内容,并以高速摄像拍摄的熔滴过渡视频截图为基础,运用CANNY图像处理算法,结合局部属性函数,通过MATLAB软件编程实现对熔滴的边缘轮廓提取,并对提取的熔滴轮廓特征值进行标记,获得了熔滴尺寸特征的精确信息,其结论对GMAW焊接熔滴实际尺寸的精确计算和进一步熔滴过渡精确控制奠定了基础。
GMAW焊接;熔滴过渡;高速摄像;边缘提取;MATLAB
GMAW焊接的熔滴过渡是一个不稳定的过程,各种过渡形式可能同时存在,且过渡的熔滴被笼罩在高温、高亮的电弧当中,通常还会伴着大量的飞溅和烟尘,通常的摄像监视手段无法获得清晰的熔滴过渡图像。高速摄像是一种能够以很高频率记录动态图像的先进测试手段,一般能够达到1 000~10 000帧/s,可以对焊接过程中的熔滴过渡进行拍摄记录。为减弱或者消除弧光、飞溅和烟尘等的影响,在熔滴过渡高速图像拍摄时需要设计特殊的光路,并采取相应的背光、滤光等措施,才能最终获得符合要求的熔滴过渡高速图像。以清晰的熔滴过渡图像截图为基础,采用MATLAB处理软件可以获得清晰的熔滴边缘轮廓及尺寸特征值,为熔滴过渡的精确控制奠定基础。
1 高速摄像系统及工作原理
1.1背光选择
传统的熔滴过渡高速摄像的背光有2种:一种是以碘钨灯等一般光源为背光,适合拍摄弧光较弱的短路过渡过程;另一种则是以激光为背光,适合拍摄弧光较强的自由过渡过程,如滴状过渡、喷射过渡等。激光为单色光,这使得干涉滤光片的选择比较容易,能够拍出视场较大的、清晰程度较好的画面[1]。背光用激光器又可分为氦氖激光器和半导体激光器2种,分别如图1和图2所示。
半导体激光器对比于氦氖激光器,价格便宜,功率可调,但其功率会随着温度变化而改变。氦氖激光器具有优质的光束质量、良好的功率稳定性,激光参数(波长、光斑直径、发散角等)的一致性好。因此本实验系统选择美国Melles Griot公司生产的型号为25LHP928-230的氦氖激光器作为背光光源,光源输出波长为632.8 nm,额定功率为35 mW。

图2 半导体激光器Fig.2 Semiconductor laser
焊接电弧的辐射主要来自于等离子体电弧、熔池和焊丝电极。从熔化的焊丝和熔池金属表面上发出的辐射含较多的可见光,但这些可见光的强度小于电弧等离子体发出的光的强度。焊接等离子体发出的光主要为蓝紫光(波长大约为440 nm)。为了清晰地拍摄焊丝熔滴过渡,可以通过合理的光路设计滤除大部分电弧光[2-3]。
1.2光路设计
光路部分示意图如图3所示,主要由扩束和成像2部分组成,功率为35 mW的氦氖激光器发射的激光经过准直扩束镜后形成近似平行光束,平行光束的亮度超过了电弧光的亮度。当投射到成像物镜上时,聚焦透镜将此平行光束在其焦点位置会聚为一点,并保证顺利地通过小孔光栅。由于电弧光为球面光,在成像透镜的焦点处形成一个具有一定大小的光斑,其中只有小孔部分通过,其余部分则被阻挡,这样就达到了弧光衰减的效果。

图3 高速摄像系统及光路示意图Fig.3 High-speed camera system and a light path diagram
因为激光是单色光,电弧是全色光,从表面看来电弧的光很亮很强,其实它所包含的与激光波长相同的这部分光并不强。因此,在焊丝及熔滴成像部分,采用一个最终滤光强度为0.1%的UV滤光片组合和一个中心波长为632.8 nm、半带宽为10 nm的带通滤光片后,可以滤掉除激光波长对应弧光外的大部分电弧光[4-5]。同时,为了避免熔滴过渡时飞溅对准直扩束镜和聚焦透镜等精密光学器件的影响,在焊丝两侧分别放置透明玻璃作为防护屏。
1.3高速摄像装置
高速摄像系统使用OLYMPUS的i-SPEED 3高速摄像机,当采集速度为2 000帧/s时,图像分辨率可以达到1 280×1 024,最高速率为150 000帧/s,此摄像机携带外部可视指示器,可随时确认摄像机录制状态,拍摄完之后可将数据传输到计算机上以便分析处理。试验前调试摄像机的位置,使焊枪位于指示器中心位置,然后调试焦距,保证清晰度为最佳,在整个试验过程中摄像机保持静止。
(1)视觉障碍课程设计。在无障碍网络课程设计中,视觉障碍课程设计是最难做到的,因为人的信息接收过程中视觉所占比重最大。在讲授过程中视觉障碍者没有可以触摸的实物又没有视觉的配合,单一的听觉很难让学习继续下去。因此在课程设计上应注意以下几点:①课程内容上,以理论的、情感态度和心理类的内容为主。即让听觉成为课程的主角;②课程讲述中,授课者尽可能的提供详细、生动的语言描述。
2 熔滴边缘提取
以此光路系统的高速摄像拍摄的清晰熔滴过渡视频图像作为信息源,对图像进行边缘轮廓提取和特征分析,视频截图如图4所示。利用MATLAB图像处理技术[6-7],对图像进行灰度化处理,然后运用CANNY边缘提取技术对图像进行初步边缘提取[8-9]。初步边缘提取后的图像如图5所示。

图4 拍摄所得图像Fig.4 Interpolated image
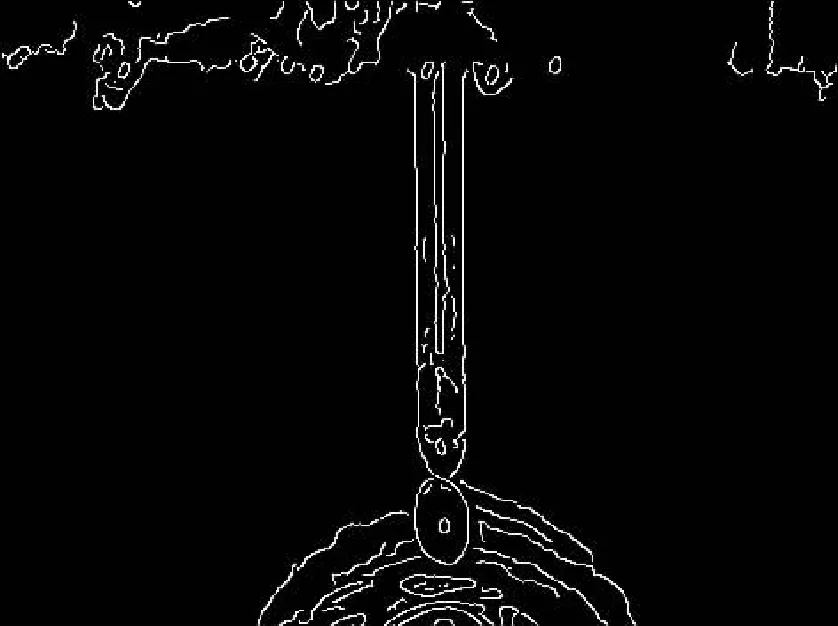
图5 初步边缘提取Fig.5 Primary droplet edges detected by the canny operator
从图5可以看出,焊枪喷嘴处和电弧区域的图像中存在许多干扰线条,需要进一步处理消除,以得到清晰的熔滴边缘轮廓。利用MATLAB中的blockproc函数对图像进行分块处理,但这样会产生更大的误差,即很多微小的边缘也被检测出来。为了补修这个问题,可以使用blockproc函数中的bordersize参数来定义每块水平和垂直边界的像素大小[10-11]。最后再对图像进行CANNY检测,CANNY检测函数允许使用一个固定的阈值thresh作为参数。通过反复测试,发现阈值thresh为0.095时可以获得比较满意的处理效果,如图6所示。
3 熔滴轮廓特征值标记
为获得熔滴的具体位置和尺寸特征信息,在得到熔滴边缘轮廓之后,对轮廓的边缘进行特征识别和标记。首先通过MATLAB中的分水岭算法对边缘轮廓二值图像进行分割[12-13],然后运用局部属性函数regionprops计算图像的局部属性,编写相应的局部检测循环算法。“boundingbox”为该区域的最小矩形,当MATLAB检测到相切于熔滴的最小矩形时,属性“majoraxislength”和“minoraxislength”即为与该矩形具有相同二阶中心距的椭圆的长轴长度和短轴长度,即熔滴的特征值,将特征值结果通过函数标示于图像当中[14-16],如图7所示。通过相应算法可以进一步得到焊丝轮廓的宽度像素。由于焊接使用的焊丝直径尺寸已知,结合焊丝和熔滴之间的对应比例关系,可以较为精确地获得熔滴的实际长短轴尺寸。

图6 熔滴边缘轮廓二值图Fig.6 Final droplet edges detected by the canny operator
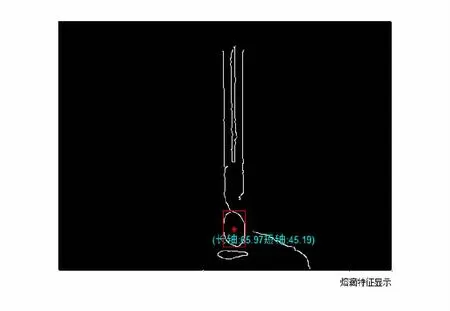
图7 熔滴边缘轮廓二值图及特征显示Fig.7 Final droplet edges detected by the canny operator and the character display
4 结 语
通过优选背光器件和对光路系统进行合理设计,建立了GMAW熔滴过渡高速图像采集系统,能够对焊接熔滴过渡过程图像进行清晰显示和记录,为图像处理提供了可靠的图像信息源。
进行了熔滴过渡图像边缘轮廓提取,通过熔滴特征值提取算法获得了清晰的熔滴边缘轮廓二值图,并进行了熔滴轮廓特征值标记,为进行熔滴过渡的精确控制奠定了基础。
/
[1] 李 桓,李国华,李俊岳,等.熔化极电弧焊熔滴过渡过程的高速摄影[J].中国机械工程,2002,13(9):796-790.
LI Huan,LI Guohua,LI Junyue,et al. High-speed photography of metal transfer of arc welding[J]. China Mechanical Engineering,2002,13(9):796-790.
[2] 甘志英,胡士强,梁国壮.基于Hausdorff距离的人脸检测[J].河北工业科技,2007,24(2) :96-99.
[3] 黄石生,文元美,薛家祥,等.弧焊熔滴过渡的高速摄像与电信号测试分析[J]. 华南理工大学学报(自然科学版),2008,36(4):1-4.
HUANG Shisheng,WEN Yuanmei,XUE Jiaxiang,et al. Test and analysis of high-speed photography and electric signals of droplet transfer in arc welding[J]. Journal of South China University of Technology(Natural Science Edition), 2008,36(4):1-4.
[4] 邹增大, 韩 彬, 曲世尧,等.双电极焊条熔滴过渡的特点及形式[J].中国机械工程, 2004,15(23):2 154-2 157.
ZOU Zengda,HAN Bin, QU Shiyao,et al. Characteristics and mode of metal transfer on twin electrode single arc welding[J]. China Mechanical Engineering, 2004,15(23):2 154-2 157.
[5] 杨运强,张晓琪,李俊岳,等.焊接电弧高速摄影技术及其同步装置[J].电焊机,2003,33(1):11-12.
YANG Yunqiang ,ZHANG Xiaoqi,LI Junyue,et al. Technology of high-speed photograph of welding-arc and its synchronizer[J]. Electric Welding Machine,2003,33(1):11-12.
[6] LIN Q, SIMPSON W.Metal transfer measurements in gas metal arc welding[J]. J Phys D: Appl Phys,2007,34: 347-353.
[7] WU C S,POLTE T,REHFELDT D. GMAW process monitoring and quality evaluation using neural network[J]. Sci Technol Weld Joining, 2000, 5(5):324-328.
[8] NEMCHINSKY V A,MEYER D W.Method of metal transfer regulation during GMA welding[J].European Physical Journal Applied Physics,2010,50(1):1 001-1 004.
[9] 王中辉,蒋力培,焦向东,等.激光在焊接电弧高速摄像技术中的应用[J].激光杂志,2006, 27(3) :67-68.
WANG Zhonghui,JIANG Lipei,JIAO Xiangdong,et al. Application of laser on high speed video of welding arc[J]. Laser Journal, 2006, 27(3) :67-68.
[10] 刘明芹,张晓光.差分盒维法在焊缝边缘检测上的应用研究[J].河北工业科技,2009,26(5) :300-302.
LIU Mingqin,ZHANG Xiaoguang. Application of differential box-counting in detecting edge of weld[J]. Hebei Journal of Industrial Science and Technology,2009,26(5) :300-302.
[11] 汪殿龙,张志洋,王 波,等. 铝锂合金交流CMT焊接高频脉冲复合电弧焊接技术研究进展[J].河北科技大学学报,2013,34(2):91-96.
WANG Dianlong,ZHANG Zhiyang,WANG Bo,et al. Alternating current CMT and high frequency pulse composite arc on Al-Li alloys welding technique[J]. Journal of Hebei University of Science and Technology, 2013,34(2):91-96.
[12] 张 强,王正林. 精通MATLAB图像处理[M].北京:电子工业出版社,2012.
ZHANG Qiang,WANG Zhenglin. Proficient in MATLAB Image Processing[M].Beijing: Electronics Industry Press,2012.
[13] 赖志国,余啸海.Matlab图像处理与应用[M].北京:国防工业出版社,2004.
LAI Zhiguo,YU Xiaohai. Image Processing and Application of Matlab[M].Beijing: National Defence Industry Press,2004.
[14] SONKA M. 图像处理、分析与机器视觉[M].艾海舟, 武 勃,译.北京:人民邮电出版社, 2003.
SONKA M. Image Processing, Analysis and Machine Vision[M].Translating by AI Haizhou,WU Bo.Beijing: People′s Posts and Telecommunications Press,2003.
[15] SHI Y, LIU X, ZHANG Y. Analysis of metal transfer and correlated influences in dual-bypass GMAW of aluminum[J]. Welding Research,2008(9):229-236.
[16] WANG G, HUANG P G, ZHANG Y M,Numerical analysis of metal transfer in gas metal arc welding under modified pulsed current conditions[J]. Metall Mater Trans B,2004, 35(5):857-866.
High-speed camera system for GMAW droplet transfer and droplet edge extraction
JIA Cunfeng1, ZHU Jialei2, JIAO Xiangdong2, QIAO Xi2, YANG Xiaofeng3
(1.Mechanical Engineering and Applied Electronics Technology Institute, Beijing University of Technology, Beijing 100124, China; 2.Research Center of Energy Engineering Advanced Joining Technology, Beijing Institute of Petrochemical Technology, Beijing 102600, China; 3.School of Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing 100029, China)
In order to monitor the GMAW droplet transfer form and droplet size, a high-speed camera system for droplet transfer is established, and the backlight source selection, optical design and image pickup device debugging are described , etc. Based on the droplet transfer video screenshot image, using CANNY image processing algorithm, combined with local attribute function, the edge contour of droplet is extracted through MATLAB software programming, and the droplet profile feature value is marked, and then the accurate droplet size characteristics information is obtained. This conclusion makes a good foundation for accurate calculation of GMAW droplet size and further droplet transfer control.
GMAW welding; droplet thransfer ;High-speed camera; edge extracting;MATLAB
1008-1542(2013)04-0275-04
10.7535/hbkd.2013yx04002
TG406
A
2013-04-26;
2013-05-17;责任编辑:张士莹
国家自然科学基金青年基金 (51175046);国家自然科学基金 (51205026);北京市属高校创新团队建设提升计划(IDHT20130516)
贾存锋(1988-),男,山西阳泉人,硕士研究生,主要从事水下焊接工艺方面的研究。
朱加雷博士。E-mail:zhujialei@bipt.edu.cn